縫紉褶皺的成因與解決方法
2009-06-29 09:10:06劉東
紡織導報 2009年6期
劉 東
縫制輕薄有光澤的面料,縫紉時出現褶皺是很難避免的一個常見問題。在款式設計、縫紉機械、選用機針、縫紉線、縫紉手勢及熨燙等方面處理不當,褶皺現象將會更加嚴重,本文探討形成褶皺的原因及解決方法。
1面料組織與款式設計
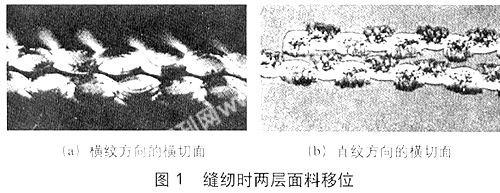
面料的組織通常經紗比緯紗密,順著經紗(直紋)方向縫紉褶皺的現象會比緯紗(橫紋)方向多,但向斜紋方向縫制時,效果又會比經紗和緯紗方向要好,因為斜紗方向是有彈性不易引起褶皺。因此在款式設計上在允許的范圍內,最好是順著斜紋方向縫紉,其次是橫紋和直紋方向縫紉。此外,由于經紗排列比較密,向直紋縫紉時緊密的經紗會互相接觸排擠,滑移的機會較大,由于布片滑移,線跡和紗線便把面料拉皺,而當兩層布片重疊向橫紋縫紉時,兩塊布片的緯紗會互相貼扣而減少滑移的機會(圖 1)。
2線跡與縫口組織
2.1線跡類型要求
采用線跡方面,鎖鏈線跡要比平鎖線跡出現褶皺現象要少,因為平鎖線跡的底面線互鎖結位是在面料纖維之內,而鎖鏈線跡的底面線互鎖結位是在布底外面,而且鎖鏈線跡的拉力較大又富彈性,所以褶皺現象比平鎖線跡要少。但在用平鎖線跡縫紉制作時,則底、面線應盡可能放松些,使褶皺減至最少。而對于針織面料,為了配合其彈性,多采用雙線鎖鏈線跡較為適合,因為雙線鎖鏈線跡比平車線跡伸縮力大、有彈性,不易拉斷,特別適用于長的縫口。
2.2縫口組織種類
縫口的組織種類與褶皺成因有很大關系。為配合面料和縫紉的部位,縫口選擇的線跡種類常用的有 100 類單線鏈式線跡、300 類鎖式線跡和 400 類多線鏈式線跡(圖 2)。實驗表明在牛仔褲中采用雙針包縫口與五線鎖鏈后車雙線時后者相對比前者褶皺要少;在上衣的下擺、袖口和褲腳等部位的處理最好用 320 繰邊線跡或 406 雙針網底線跡,因其既符合伸縮的要求又起到繰邊的作用。對于要固定的部位或裝飾位置,可采用鎖式線跡處理,如燙襯位、衣領位等,因為鎖式線跡一般較粗,線跡結構緊密,可同時在縫紉位置的布底燙上粘合襯,如襯衫衣領和袖口。

3衣車的輸送動力
要了解面料層與層之間移位的原因,首先必須了解壓腳與送布牙的工作原理,其工作原理(圖 3)分為 4 個步驟:(1)送布牙升起,其位置在針板之上;(2)送布牙向前推送面料;(3)送布牙落下;(4)送布牙降至針板下并向后還原移動。壓腳壓著面料配合送布牙的上下來運動,當縫合時上層面料由于壓腳造成的摩擦阻力較大會比下層輸送稍慢,形成上、下層面料出現移位的現象,表現在縫合后的衣片上出現明顯的層塊移位現象。
普通衣車的輸送動力系統是壓點式輸送動力,壓腳壓著面層面料,送布牙頂著底層面料向前推送,底面兩層面料會出現滑移而形成褶皺。要解決面料之間的移位,在使用機車縫紉薄滑面料時,可采用具有“送布牙與機針同步輸送”或“針牙輸送”的動力系統。對于化纖面料如想避免壓腳底與面層面料摩擦產生靜電和熱力,或因粘貼上層面料產生褶皺,可采用塑膠壓腳,其可散熱、減少面料靜電與摩擦,從而平衡底面兩層面料的滑移而減少褶皺。同時在輸送動力時把前牙與后牙動差率調整到 1.3∶1。在使用送布牙與機針同步輸送系統時把送布牙的前端調高 1 ~ 1.5 mm,防止上層面料被拖長等情況發生(圖 4)。

4機針和縫紉線
4.1機針要求
當機針刺入面料內,其直徑越大,面料褶皺越嚴重,但機針太細也不行,如在縫紉 3 層或以上厚度的面料,或加上襯料的縫口,細的機針很容易折斷或產生跳針而不能結成線圈,而過粗的機針容易損壞面料的紗線。如裝袋工序可用 8 ~ 9 號針,縫紉較厚的衣領可用 12 ~ 14號針。實驗顯示小圓嘴針尖較適合針織面料,縫紉梭織面料可采用一般的尖頭針,在采用小號針縫紉時,圓嘴針與尖頭針對面料褶皺影響差別不大,但針號超過 12 號之后尖頭針比圓嘴針效果要好些。
要控制好縫制速度。縫制時速度越快容易造成機針的溫度越高,這與產生斷線、褶皺和纖維熔化有直接的聯系,特別是紗線或縫紉線采用合成纖維時,高速縫制可使機針產生高溫而把線熔化或把布中的紗線燙熔,使殘渣附在機針上把紗線弄斷(圖 5)。平車的車速可達 5 000 針/min,采用合成纖維線會增加跳線和熔化的機會,除了控制好縫制速度,還可向機針噴專用材料,使機針降溫和有抗粘貼的效果。

4.2縫紉線要求
柔軟而強度大的細線對面料褶皺的影響會少,但太細的線會易折斷,因此在選用縫線時要注意配合面料的厚薄,普通薄料所用的縫紉線號為 602 ~ 803。此外,還要注意面料的縮水情況,如面料的質地是經過定形整理的,應采用縮水率不超過 1% 的縫線,如人造纖維線,在縫紉時要把縫線盡量調節放松些,以免因縫線收縮而拉皺面料。對于針織面料,縫紉線要配合面料的質地,較為適合的縫線有兩種:一種是人造纖維絲的包芯線,其優點是伸縮力強,不易拉斷,能配合面料的性質;另一種是比較價廉的 100% 聚酯纖維制造的縫紉線。
5針腳密度

針腳密度與線跡類型一樣,對于線跡的彈力也起到很大作用。針腳越密織物的彈力也就越大,使用的針腳密度一般不能超過每厘米 6 針,否則面料會產生褶皺,縫紉時最好控制在每厘米 4 ~ 5 針。太密的針腳會造成織物的損壞和產生褶皺,圖 6 顯示了雙線鏈式線跡的針腳密度對縫紉針織物的彈力影響。如果使用較寬的針腳密度還不能得到所期望的彈力效果,最好換用其他的線跡類型,如對易產生褶皺的面料和易發生褶皺的地方可采用具有彈性的鎖鏈線跡。
6縫紉手勢
正確的手勢可使褶皺降為最低,還可彌補其它產生縫紉褶皺的因素。如在縫紉兩層面料時,由于壓腳壓著面層面料,送布牙頂著底層面料片向前推送,它們作用力不是同一方向,底面兩層面料就會出現滑移,縫紉后出現面層面料被拉長、底層面料出現褶皺,解決方法是縫紉時用手輕拉底層面料。如在縫紉上衣的下擺時,對于襯衫圓形下擺,通常要采用包邊式翻折還口縫紉,如手勢不好很容易產生褶皺,解決方法是輕拉底層面料,把翻折上來的面料向前輕輕推送,或兩手一前一后拉著順勢縫紉。又如在縫紉服裝彎位時,一定要順著彎位縫紉,不宜拉直彎位縫紉。
7結語
(1)采用適合面料的縫紉線;(2)線跡種類必須配合面料質地;(3)采用適當的線跡針腳密度;(4)選擇合適的機針、壓腳、送布牙及輸送動力形式;(5)合適的縫紉手勢。