數控加工中刀尖半徑補償的應用
2009-07-21 10:06:52伊洪彬
職業·中旬 2009年6期
關鍵詞:指令
伊洪彬
編制加工程序時,一般將刀尖看做一個點,然而在實際車削加工中,所使用的車刀無論刀尖如何銳利都不可能是絕對尖的,都存在一定的圓角。這個圓角一方面可以提高刀尖的強度,另一方面可以改善工件加工的表面粗糙度。由于刀尖圓角的存在,X向、Z向(圖1)對刀所獲得的刀尖位置是一個假想刀尖。當加工錐面或圓弧面時,實際切削點與理想刀尖點之間在X、Z軸方向都存在位置誤差。理想刀尖點P編程的進給軌跡為實線P1~P9,圓弧刀尖實際切削軌跡為圖1中虛線所示,有少切或過切現象,造成加工誤差。在切削圓錐面時,刀尖實際切削點也始終是一個點,但這個切削點和理想刀尖點不是同一個點,因此切削圓錐面時,刀尖圓弧半徑會使被加工表面產生等量的誤差,影響圓錐面的尺寸精度。在切削圓弧面時,刀尖實際切削點是一個變化的點,它會使被加工表面的圓弧半徑發生變化,并且影響圓弧面的軸向尺寸精度。因此,必須通過數控車床的刀尖半徑補償功能來補償刀尖圓角帶來的加工誤差。

一、刀尖半徑補償指令
1.刀尖方位
假想車刀刀尖P相對圓弧中心的方位與刀具移動方向有關,它直接影響圓弧車刀補償計算結果。圖2是圓弧車刀假想刀尖方位及代碼。從圖2可以看出,刀尖P的方位有八種,分別用數字代碼1~8表示,同時規定,刀尖取圓弧中心位置時,代碼為0或9,可以理解為沒有圓弧補償。
2.刀尖半徑自動補償
目前,絕大多數數控機床都具有刀具半徑自動補償功能,根據刀具運動方向以及刀具與工件的相對位置,半徑補償指令可分為刀具半徑左補償指令G41和刀具半徑右補償指令G42。判斷方法是沿著刀具前進的方向看,刀具位于工件的左側,補償指令為G41,刀具位于工件的右側,補償指令為G42,取消刀具半徑補償指令為G40。
二、刀尖半徑補償在加工中的應用
在切削外圓及端面時,刀尖圓弧幾乎不影響加工尺寸和形狀,但在切削錐面和圓弧時,則會導致刀具的行走軌跡與編程軌跡不相吻合。因此,在工件的加工中,必須正確設置刀尖半徑補償。以華中世紀星數控車床為例,介紹刀尖半徑補償在加工中的應用。
1.數控車床刀尖圓弧半徑補償功能的設置
在主菜單下按軟鍵F4 ,再按軟鍵F2 ,彈出刀補表窗口,如圖3所示。在相應的刀號位置填入相應刀具的刀尖圓弧半徑和方位號。完成刀尖圓弧半徑補償設置后,在編程時就可以通過調用刀尖圓弧半徑補償指令來執行刀尖半徑補償功能。

2.刀尖圓弧半徑補償應用實例
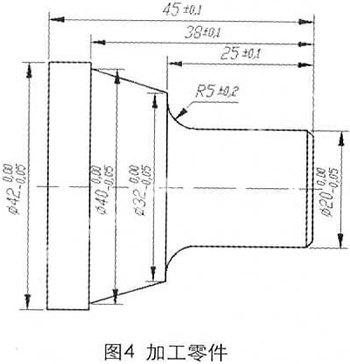
圖4所示的零件,毛坯為? 45×60 mm。分別使用刀尖半徑為0.8 mm和0.4 mm的車刀,刀尖方位為3,不采用刀尖半徑補償和采用刀尖半徑補償各加工一件。參考加工程序如下:
%2009
T0101
M03S1000
G95G00X100Z0
G01X-1.5F0.2
G00Z2
X46
G71U1.5R0.2P100Q120X0.5Z0F0.2
G42G00X20
N100G01X16
Z1
G01X20Z-1
Z-20
G02X30Z-25R5
G01X32
X40Z-38
X42
Z-45
N120X46
G40G00 X100
Z100
M30
四個零件的測量結果如表1所示。

測量結果表明:
(1)刀尖圓弧半徑對外圓柱面和端面的加工影響甚小,可以忽略不計。但對于圓弧面和錐面加工的影響不能忽略,且隨著刀尖半徑的變化而變化。
(2)采用刀尖半徑補償之后,刀尖圓弧半徑的大小對加工的影響也可以忽略不計。
刀尖半徑補償的作用在數控車削加工中,刀尖半徑圓弧對加工有一定的影響,對于要求比較嚴格的零件,必須采用刀尖半徑補償來消除這種影響。并且,刀尖半徑補償功能的應用還可以簡化程序,即按零件的輪廓尺寸編程,而不用考慮刀尖半徑對加工的影響。在加工前,操作者測量實際的刀尖半徑值,作為刀尖補償參數輸入數控系統,即使刀尖半徑磨損帶來加工尺寸變化,只要修改刀尖半徑參數,仍然可以使用原程序,加工出合乎尺寸要求的零件。
(作者單位:河南省開封市高級技工學校)
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
