OMRONPLC在石灰窯配料、上料控制系統中的應用
2010-01-04 08:50:14巨克選王向釗毛洪利
純堿工業 2010年1期
巨克選,王向釗,毛洪利,陳 靖
(青海堿業有限公司 電氣儀表處,青海 德令哈 817000)
經驗交流
OMRONPLC在石灰窯配料、上料控制系統中的應用
巨克選,王向釗,毛洪利,陳 靖
(青海堿業有限公司 電氣儀表處,青海 德令哈 817000)
介紹了OMRONCJ1WPLC可編程控制器在石灰窯監控系統中的應用。可編程控制器由于其在工業控制方面的應用意義日趨明顯和突出,并在發電、化工、電子等行業工藝設備的電氣、儀表控制方面得到了廣泛的應用。它具有功能強大、使用可靠、維修簡單等許多優點,并且在很多地方已逐步取代了繼電器電路的邏輯控制。人們對控制系統提出了更可靠、更經濟、更通用、更靈活、易維修等要求。
OMRONCJ1WPLC;石灰窯配料、上料;控制系統
青海堿業120萬t/a純堿工程石灰窯配、上料控制系統采用PLC(ProgrammableLogicController)控制。PLC不僅可靠性高、抗干擾能力強、配套齊全、結構緊湊,而且功能完善、適用性強、維護方便,容易改造,并與DCS通信非常方便,滿足集散控制系統的要求。
現將該系統詳細介紹如下。
1 工藝系統概況
石灰工段主要生產出合格的CO2(窯氣)和石灰乳,供重堿工段碳化及鹽水工段的除鎂、除鈣之用。其石灰窯配上料系統選用OMRON公司CJ1W PLC,該系統共有7套已成功應用。
石灰窯配上料系統的工藝主要是配料計量和上料過程。配料計量過程首先根據稱量要求控制每次石灰石給料器出料至計量槽的時間,從而控制進入計量槽的石灰石量,然后根據石灰石和焦炭的配比要求控制每次焦炭給料器出料至計量槽的時間,從而控制進入計量槽的焦炭量,這樣完成一次稱量過程,直至完成規定的每次燒制需進行的稱量次數。上料過程是在計量部分每次稱量完成后控制卷揚機及附件運動,把石灰石和焦炭的混合料運至窯頂,石灰窯上鐘帽打開后,混合料通過窯頂布料器進入石灰窯進行煅燒。
2 系統的主要配置
?2.1 機柜及PLC
每二套石灰窯系統配置2200×800×600標準機柜1個,前后開門,就近安裝在現場控制室。內置2套石灰窯的PLC設備,柜內另配置24VDC電源1臺,供24VDC繼電器及二線制模擬量使用。系統可接受一路交流220VAC±15%,50Hz電源(進第一個柜內),設計容量20A,并設有浪涌保護。另有若干小型斷路器把電源分配至各用電設備,包括對2臺稱重儀表的供電。所有用作電源分配的開關,除照明和機柜散熱風扇及220VAC輸入繼電器用單極開關供電外,其余全部為雙極開關,過電流自動跳閘,正常后人工合閘。機柜的正面用于放置2套PLC機架、1臺24VDC電源、OMRON繼電器及若干斷路器,背面布置走線槽和接線端子。
1)PLC采用OMRON作配置,單套的模塊配置如表1,共7套。
2)配套設備如表2。
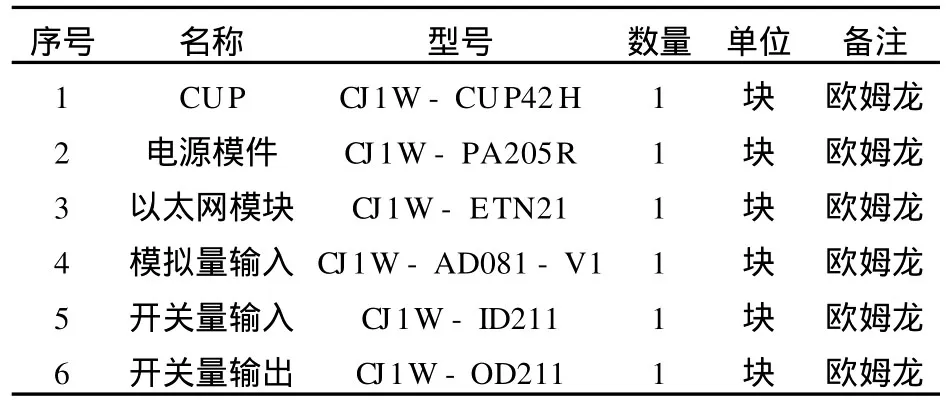
表1 單套模塊配置表
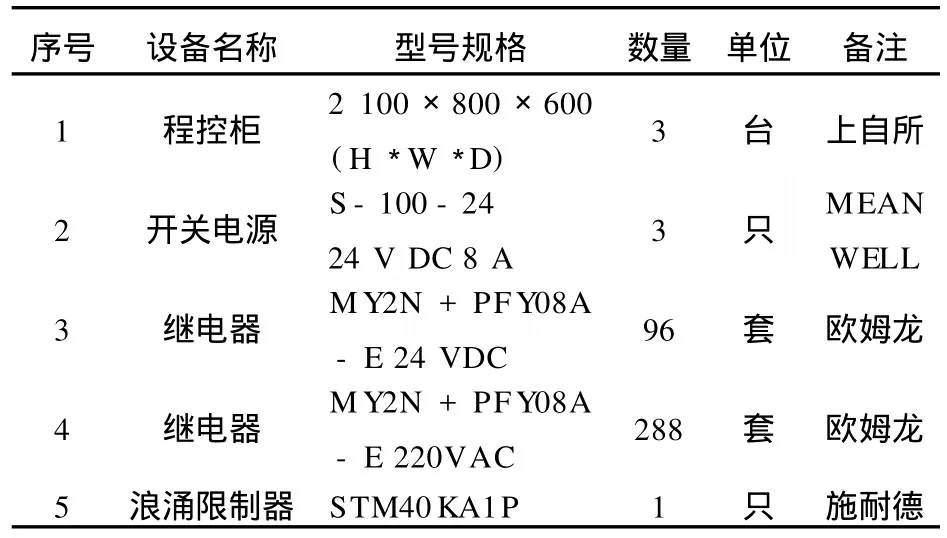
表2 配套設備表
2.2 操作員站
操作員站由北京和利時公司提供,PLC與DCS數據庫整合為一體,PLC監控畫面鑲嵌于DCS監控畫面當中,DCS通過工業以太網(IndustrialEthernet)與7套石灰窯的PLC相連并通訊。
本系統配置1臺手提式編程器及編程電纜1根,可通過RS232接口連至CPU,從而不影響操
2.3 就地儀表
作員站CRT上的操作,便于系統正常運行期間進行PLC的簡易診斷和維護。
每套石灰窯的計量槽配置1套梅特勒-托利多稱量系統,由3只剪切梁式傳感器模塊(型號為:SB -2,優質合金鋼材質,表面鍍鎳,額定載荷2t/只,精度等級:C3)、1個不銹鋼模擬接線盒及1臺專門設計用于過程工業的PantherPTHN防塵式、具有基本稱重指示、單位切換和數據輸出功能的稱重終端組成。3只傳感器模塊分別安裝在計量槽的耳架下,成一水平面,其毫伏信號接至專用接線盒,并用雙屏蔽專用6芯電纜接至稱重終端,稱重終端最終將4~20mA標準信號傳送到PLC模擬量輸入模塊。PantherPTHN稱重終端采用IP67的戶外型,就近安裝在窯旁的墻壁上。
2.4 軟件配置
計算機上軟件環境為Windows2000簡體中文版SP4平臺,分別配有北京和利時公司 FACVIEW、CITEC監控軟件、OMRON的CX-PROGRAMMER4.0梯形圖編程軟件1套、FINSGATEWAY軟件(是專門用來和OMRON的PLC進行通訊的軟件,不論是上位機軟件或下位機軟件都必須通過FINSGATEWAY才能與OMRON的 PLC進行通訊) 1套。圖1為石灰窯配上料部分梯形圖。
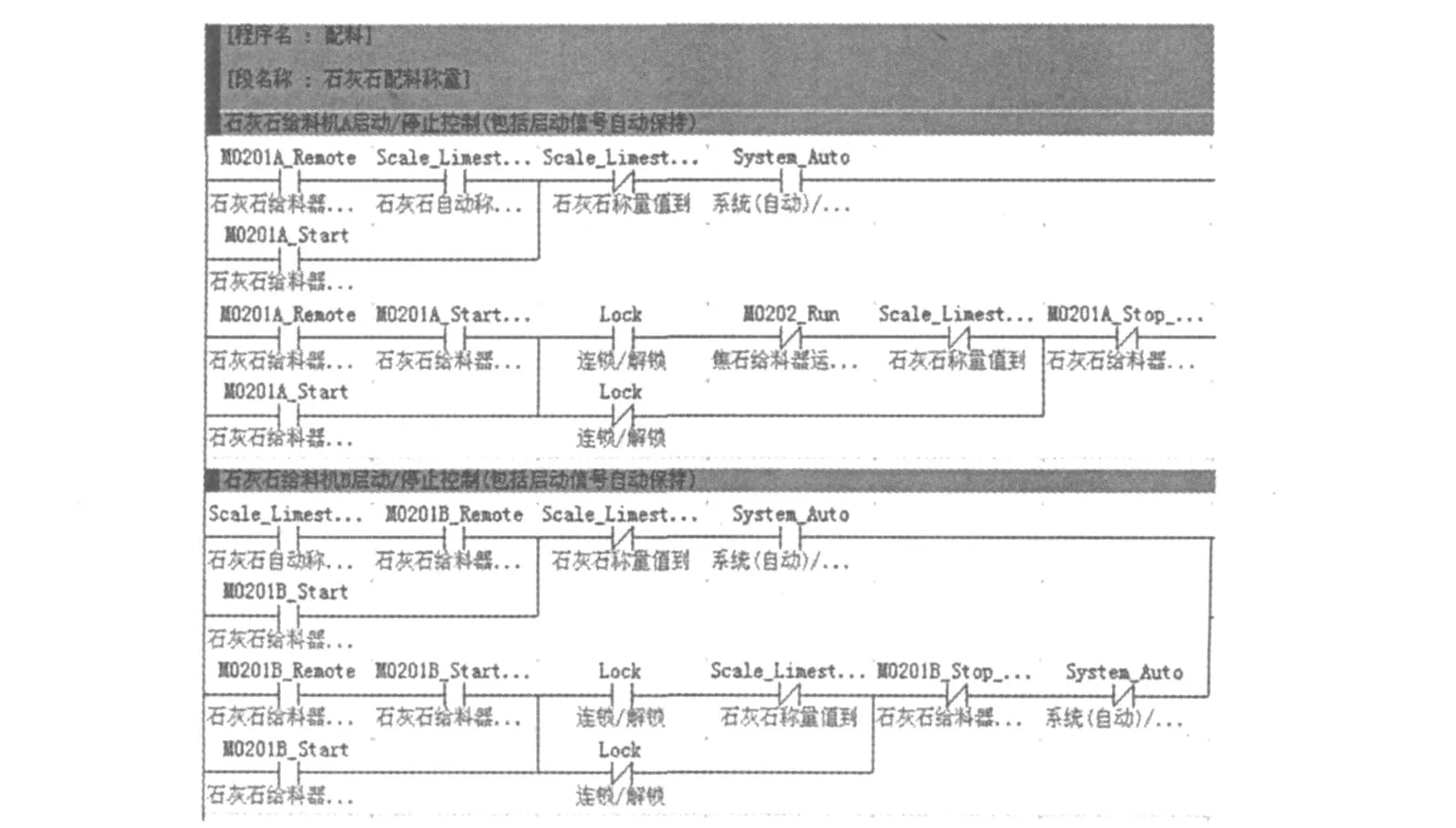
圖1 石灰窯配上料部分梯形圖
2.5 安全措施
為了保證設備和操作人員的安全,所有控制柜、現場儀表都有可靠的接地。設備的“安全保護地”應與廠內接地網連接,“屏蔽地線”是為了保證所有模擬量信號不受外界電信號的干擾。屏蔽地線應當是單獨設置的,用銅排(管)埋設,深度大于1m,接地電阻小于4Ω,連接機柜屏蔽母線至屏蔽地的導線最小截面積不小于16mm2。
3 主要控制對象
7套石灰窯配上料的設備相同,以 F0201A石灰窯(1#窯)為例,工藝設備有:
電子計量稱,套 1(W0201A)
石灰石給料器,套 2(M0201A/B)
焦石給料器,套 1(M0202A)
卷揚機,套 1(F0201A_1)
窯頂布料器,套 1(F0201A_2)
石灰窯上鐘帽,套 1(F0201A_3)
3.1 控制方式
整套系統采用DCS+PLC+就地手動相結合的控制方式。石灰窯配料、上料過程由PLC完成,其窯況(窯壁溫度、窯頂溫度、窯頂壓力、窯底出灰溫度)由DCS系統輔助監視。具體分自動、半自動、遙控手動及就地手動。
3.2 配料計量及控制功能
3.2.1 配料計量
石灰窯配上料系統主要完成配料計量和上料過程控制。PLC根據操作員預先設定的用戶登錄級別在CRT上對設定稱量次數(N)、石灰石配重、配焦比值、石灰石沖擊差、焦炭沖擊差等參數,進行人為設定及調整,同時在CRT上顯示每次配料的實際值及欠值即石灰石實際值、石灰石欠值,焦炭實際值、焦炭欠值,以及經PLC運算得出的下次石灰石目標值,下次焦炭目標值,以及稱過次數,待稱次數,配焦比值等,系統還要求和“配石灰石”聯鎖、“配焦炭”聯鎖、“下行”聯鎖、“上行”聯鎖等設備控制要求,自動或半自動地完成每次石灰石和焦炭的配比、稱量、混合料的上料及布料過程,直至完成每批次要求的稱量/上料次數。至此PLC完成一系列運算和控制。如下次目標值計算、焦炭目標值計算、參數自動修正等。每臺石灰窯的主畫面及其參數設置窗口里都有相關參數的顯示(見圖2),操作員可以作為控制參考。
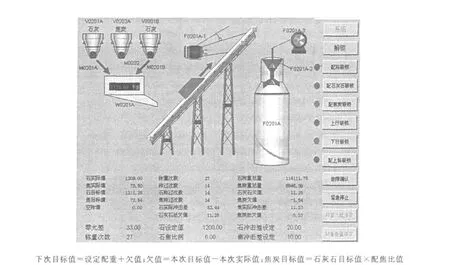
圖2 1#石灰窯配上料控制操作界面
PLC控制計量設備依次稱量,直至規定的N次稱量完后,CRT恢復0次時的顯示狀態。某次稱量時,若因石灰石給料機或焦炭給料機或上料系統的任何設備或控制點出故障而連鎖或人為停止稱量后,PLC能保持該時的記憶,待故障消除后,按該時的記憶繼續進行稱量。
沖擊差的定義:按目標值(初次為“給定值”)進行計量時,若CRT上顯示達到目標值時再發出信號去停給料機,則由于給料機慣性原因,造成電子秤的最終顯示值會有規律的超過目標值,該差值被稱為沖擊差。例如:石灰石的沖擊差為15kg,為了計量準確,當稱量離目標值還有15kg時,PLC發出信號去停石灰石給料機,這樣最終實際值與目標值會相當接近。圖3為配料控制流程圖。
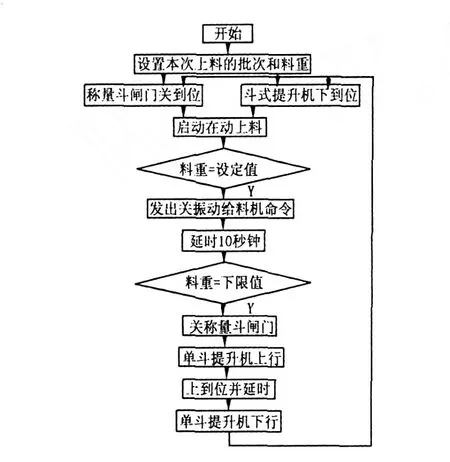
圖3 控制流程圖
3.2.2 控制功能
控制功能分自動、半自動、遙控手動及就地手動。
3.2.2.1 自動控制功能
自動方式用于整個石灰窯配料、上料系統的連鎖控制。系統開停車時,各設備以下列順序啟停:接通總電源→接通所用設備電源→按“配料、上料連鎖開車”按鈕→卷揚機 F0201A-1反轉,(吊斗下行到底,壓開石灰石和焦炭計量槽W0201A的老虎口,混合料溜入吊斗內),(窯頂下鐘帽聯動壓開,混合料通過窯頂布料器F0201A-2分配進石灰窯F0201A內)—電子秤發出“稱空”信號,并開始計時→5s后 ,卷揚機正轉(吊斗上行,下鐘帽聯動關閉)→5s后,上鐘帽F0201A-3上行開→1s后,老虎口電感應開關表明老虎口處于關閉位置,石灰石給料器W0201A/B開始配料→達到設定值后停止給料→4s后,焦炭給料器W0202A開始配料→達到設定值后停止給料—(混合料倒入料盅內),卷揚機行程上限感應開關發出信號→停卷揚機→7s后,卷揚機反轉,開始下行計時(吊斗下行)→1s后,窯頂布料器F0201A-2轉動一定時間→21s后,窯頂上鐘帽F0201A-3開始下行關閉(下行45s以前,應收到電子秤“稱畢”信號,則吊斗繼續下行;否則,停卷揚機)→(吊斗下行到底,壓開石灰石和焦炭計量槽W0201A的老虎口,混合料溜入吊斗內)。周而復始,當達到規定的上料次數后,吊斗下行30s后自動停車→切斷總電源和所用設備電源。
3.2.2.2 半自動控制功能
半自動也稱成組操作,用于設備的單體連鎖控制。半自動時PLC根據“配石灰石”聯鎖、“配焦炭”聯鎖等控制要求依次控制計量設備稱量,直至規定的N次稱量完后恢復0次時的狀態。某次稱量時,若因石灰石給料機或焦石給料機或上料系統的任何設備或控制點出故障而連鎖或人為停止稱量后, PLC能保持該時的記憶,待故障消除后,按該時的記憶繼續進行稱量。同時PLC根據“下行”聯鎖、“上行”聯鎖等控制要求控制卷揚機、鐘帽和窯頂布料器的上下行和啟停,把混合料運至窯頂并布入窯內。
單體設備開停車時,各設備以下列順序啟停(以F0201A為例):
1)“配石灰石”連鎖
接通總電源→接通石灰石給料器M0201A/B→按“配石灰石”連鎖按鈕→(石灰石給料器M0201A/ B開始給料,電子秤即時顯示石灰石重量)(當達到計量要求時)→停石灰石給料器M0201A/B,顯示屏上自動增加一次稱過次數。
2)“配焦炭”連鎖
接通總電源→接通焦炭給料機→按“配焦炭”連鎖按鈕→(焦炭給料器M0202A開始給料,電子秤即時顯示焦炭重量)(當達到計量要求時)→停焦炭給料器M0202A,顯示屏上自動增加一次稱過次數。
3)“下行”連鎖
初次:接通總電源→接通所用設備電源→按“下行”連鎖按鈕→卷揚機F0201A-1反轉,(吊斗下行到底壓開石灰石和焦炭計量槽W0201A的老虎口,混合料溜入吊斗內,)(窯頂下鐘帽聯動壓開,混合料通過窯頂布料器F0201A-2分配進石灰窯F0201A內)。
初次之后:按“下行”連鎖按鈕 →卷揚機F0201A-1反轉,開始計時(吊斗下行)→窯頂布料器F0201A-2轉動0.8s(以后依次轉動6.9s,14 s,21.5s,之后轉動0.8s,周而復始)→22s后窯頂上鐘帽F0201A-3開始下行關閉→(吊斗到底壓開石灰石和焦炭計量槽W0201A的老虎口,混合料溜入吊斗內),(下鐘帽聯動壓開,混合料通過窯頂布料器F0201A-2分配進石灰窯F0201A內)。
最后一次:按“下行”連鎖按鈕 →卷揚機F0201A-1反轉,(吊斗下行)→窯頂布料器F0201A-2轉動(0.8s,或6.9s,或14s,或21.5s,依上次轉動而定,例如:上次轉動6.9s,則這最后一次轉動14s)→22s后窯頂上鐘帽F0201A-3開始下行關閉→吊斗下行30s后,按停車按鈕。
4)上行半連鎖:接通總電源→接通所用設備電源→按“上行半連鎖”按鈕→石灰石和焦炭計量槽W0201A上的壓力傳感器發出稱空信號,開始計時→5s后,卷揚機 F0201A-1正轉,(吊斗上行,下鐘帽聯動關閉)→5s后上鐘帽 F0201A-3上行開(混合料倒入料盅內)卷揚機行程上限感應開關發出信號→停卷揚機。
3.2.2.3 手動控制
手動是指設備的一一對應的操作,系統在就地MCC上和CRT畫面上均設有手動操作方式,以使所有用電設備均可單獨開車、單獨停車,設備間無聯鎖關系,操作員可在畫面上對任一設備進行操作。
3.2.2.4 其它控制
1)石灰窯窯頂、卷揚機現場、二樓、主控室設置系統停車開關。
2)石灰窯配料、上料設備在主控室設置系統/單體開車轉換開關。在系統狀態時,配料、上料設備按連鎖程序開停,現場除連鎖停車、窯頂布料器開停車按鈕外,其余按鈕均失效。轉換開關打至單體位置時,配料、上料設備可以在現場開停。窯頂布料器在現場隨時可以開停。
3)卷揚機上下行由電感應行程開關(上、下限位)控制,并有防過頂、過底、防亂繩開關。
4)使用上、下限位開關控制上鐘帽上下行。
5)石灰石和焦炭計量槽的老虎口安裝電感應開關,3只壓力傳感器的毫伏信號進 Panther PTHN稱重終端,由PantherPTHN稱重終端輸出一路4~20mA信號至PLC,PLC則根據重量變化輸出4個信號(稱空、稱滿、第一種配料、第二種配料)。
4 結 論
基于OMRONCJ1WPLC的石灰窯過程監控系統的設計與實現,本控制系統已在青海堿業純堿生產線石灰窯配上料系統上得到實際使用,降低了石灰工段上料人員的勞動強度,避免了由于操作人員操作失誤而造成的事故。配料稱量計算準確,同時使生產率提高,節能降耗為企業帶來了可觀的經濟效益和良好的社會效益。在該系統中PLC控制充分發揮了其抗干擾能力強、配置靈活、控制可靠、編程方便、易于維護和可現場調試的優點,給整個系統的穩定性帶來較大的益處。而且這種方法對其它生產線或設備的控制有一定的借鑒和參考作用。
[1] CX-Programmer用戶手冊2.0版
[2] 王永華.現代電氣控制及PLC應用技術[M].北京:航天航空大學出版社,2008
[3] 鄭晟,鞏建平,張學.現代可編程序控制器原理與應用[M].北京:科學出版社,1999
[4] 胡學林.可編程控制器教程[M].北京:電子工業出版社,2005
[5] 陸德民.石油化工自動控制設計手冊,第三版[M].北京:化學工業出版社,2001
[6] 孫叔平,劉廣峰,吳幼華.工業自動化儀表與系統手冊,上冊[M].北京:中國電力出版社,2005
TQ177.2.6
B
1005-8370(2010)01-24-05
2009-08-13
巨克選(1980—),2004年畢業于青海大學計算機專業,助理工程師,現在青海堿業有限公司從事自動化儀表管理工作。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00