銅塑復合板(征求意見稿)
2010-02-23 09:11:58
中國建材科技 2010年5期
關鍵詞:測量
范圍
本標準規定了銅塑復合板(以下簡稱銅塑板)的術語和定義、分類、規格尺寸及標記、原材料、要求、試驗方法、檢驗規則、標志、包裝、運輸、貯存及隨行文件。
本標準主要適用于建筑幕墻用銅塑板和室內外裝飾用銅塑板。門窗、家具、廚衛等其他用途的銅塑板也可參照本標準。
1 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅所注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 191 包裝儲運圖示標志(GB/T 191-2000,EQV ISO 780:1997)
GB/T 1634.2 塑料 負荷變形溫度的測定 第2部分:塑料、硬橡膠和長纖維增強復合材料 (GB/T 1634.2-2004,IDT ISO 75-2:2003)
GB/T 2059 銅及銅合金帶材
GB/T 2790 膠粘劑180°剝離強度試驗方法 撓性材料對剛性材料(GB/T 2790-1995,EQV ISO 8510-2: 1990)
GB/T 2918 塑料試樣狀態調節和試驗的標準環境(GB/T 2918-1998,IDT ISO 291:1997)
GB/T 3198 鋁及鋁合金箔(GB/T 3198-2003,MOD EN 546-1997)
GB/T 3880.1 一般工業用鋁及鋁合金板、帶材 第1部分:一般要求
GB/T 3880.2 一般工業用鋁及鋁合金板、帶材 第2部分:力學性能
GB/T 3880.3 一般工業用鋁及鋁合金板、帶材 第2部分:尺寸偏差
GB/T 6388 運輸包裝收發貨標志
GB 8624 建筑材料及制品燃燒性能分級
GB/T 17748-2008 建筑幕墻用鋁塑復合板
2 術語和定義
下列術語和定義IS適O 用28于13本:1文9件94。,IDT)
2.1 銅塑復合板 copper-plastic composite panel
以塑料為芯層,裝飾面為銅材,背面為銅材、鋁材等其他金屬材料的三層復合板材。
2.2 幕墻用銅塑板 copper-plastic composite panel for curtain wall
最小厚度為4mm,且用作建筑幕墻材料的銅塑復合板。
2.3 普通裝飾用銅塑板 copper-plastic composite panel for decoration
除用作建筑幕墻材料以外的其他用途的銅塑復合板。
3 分類、規格尺寸及標記
3.1 分類
按產品的用途分為建筑幕墻用銅塑板和普通裝飾用銅塑板。
按產品的燃燒性能分為阻燃型銅塑板和普通型銅塑板。
按背面金屬基材分為銅塑銅復合板和銅塑鋁復合板。
3.2 規格尺寸
銅塑板的常見規格尺寸如下:
長度:3200,單位為mm。
寬度:600、800、1000,單位為mm。
厚度:3、4,單位為mm。
其他規格尺寸的銅塑板也可由供需雙方商定。
3.3 標記
3.4 代號
建筑幕墻用銅塑板,代號為W;
普通裝飾用銅塑板,代號為D;
阻燃型銅塑板,代號為FR;
普通型銅塑板,代號為G;
背板為銅材,代號為Cu;
背板為鋁材,代號為Al;
3.5 標記方法
按銅塑板的產品名稱、用途、燃燒性能、規格尺寸、面板厚度/背板厚度和背板材質,以及標準編號順序等進行標記。
3.5.1 標記示例
規格為3200mm×800mm×4mm、面板厚度為0.30mm、背板鋁材厚度為0.50mm的阻燃型幕墻銅塑板,其標記為:
示例:銅塑復合板 W FR 3200×800×40.30/0.50Al JC/T XXXX -XXXX
4 原材料
4.1 金屬基材
銅塑板采用的銅材應為符合GB/T 2059要求的銅及銅合金。
銅塑板背面采用的鋁材應為符合GB/T 3880和GB/T 3198要求的純鋁或鋁合金。
銅材和鋁材應經過清洗和化學預處理。
4.2 芯材
銅塑板芯材所用原料的的材質性能應保證其制成的銅塑板性能符合6.4中表4的規定。
普通型銅塑板所用芯材宜為高壓低密度聚乙烯樹脂(LDPE),阻燃型銅塑板所用芯材應符合GB 8624中規定的C級以上(含C級)要求。
5 要求
5.1 外觀質量
銅塑板外觀應光滑、清潔,非裝飾面無影響產品使用的損傷,裝飾面外觀質量應符合表1的要求。
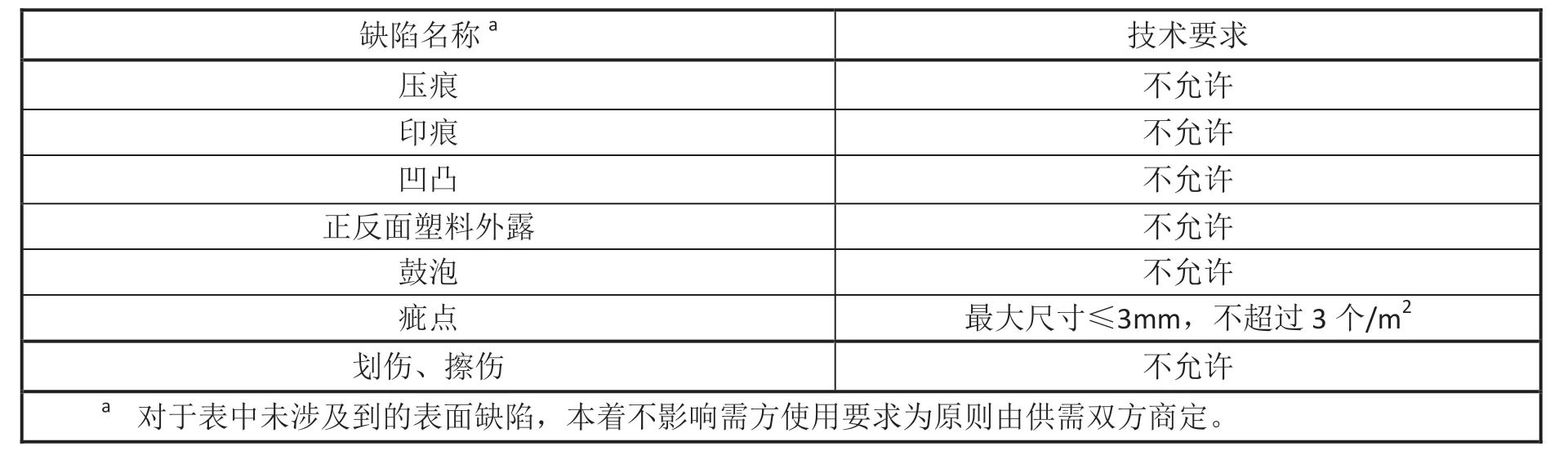
表1 外觀質量
5.2 尺寸允許偏差
銅塑板尺寸允許偏差應符合表2的要求,特殊規格的尺寸允許偏差可由供需雙方商定。
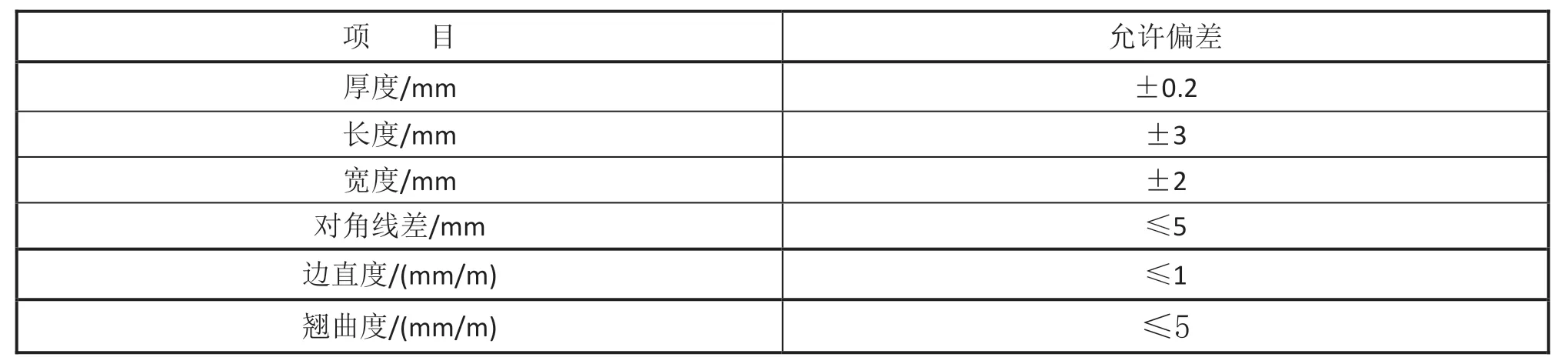
表2 尺寸允許偏差
5.3 金屬基材厚度
銅塑板的銅材厚度及鋁材厚度應符合表3的要求。

表3 銅材厚度及鋁材厚度
5.4 性能
銅塑板的性能應符合表4的規定。
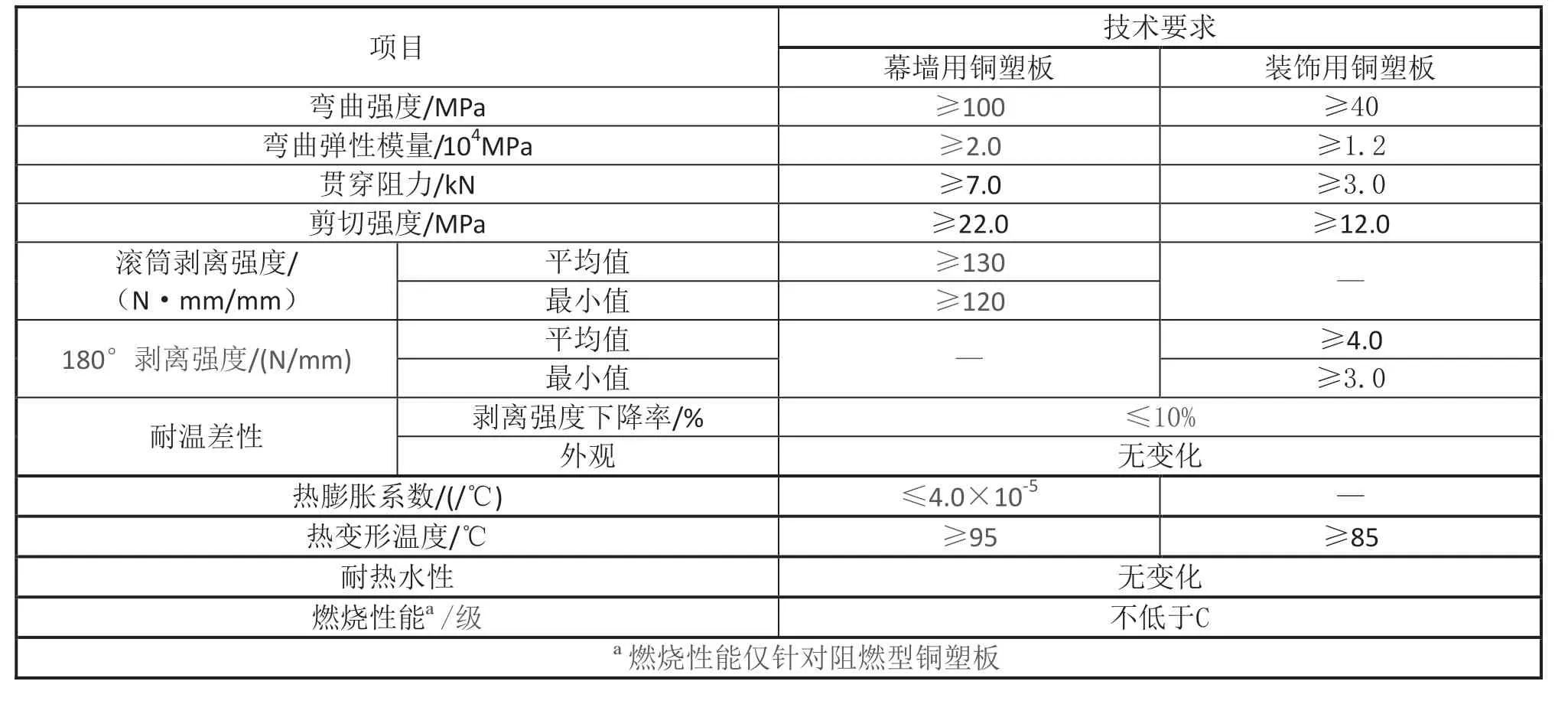
表4 性能
6 試驗方法
6.1 試驗環境
試驗前,試樣應在GB/T 2918規定的標準環境下放置24h。除特殊規定外,試驗也應在該條件下進行。
6.2 試件的制備
制備試件時應考慮到產品的物理力學性能在縱、橫方向和正背面上的要求具有一致性。試件的制取位置應在距產品邊部50mm以里的區域內,試件的尺寸及數量見表5。
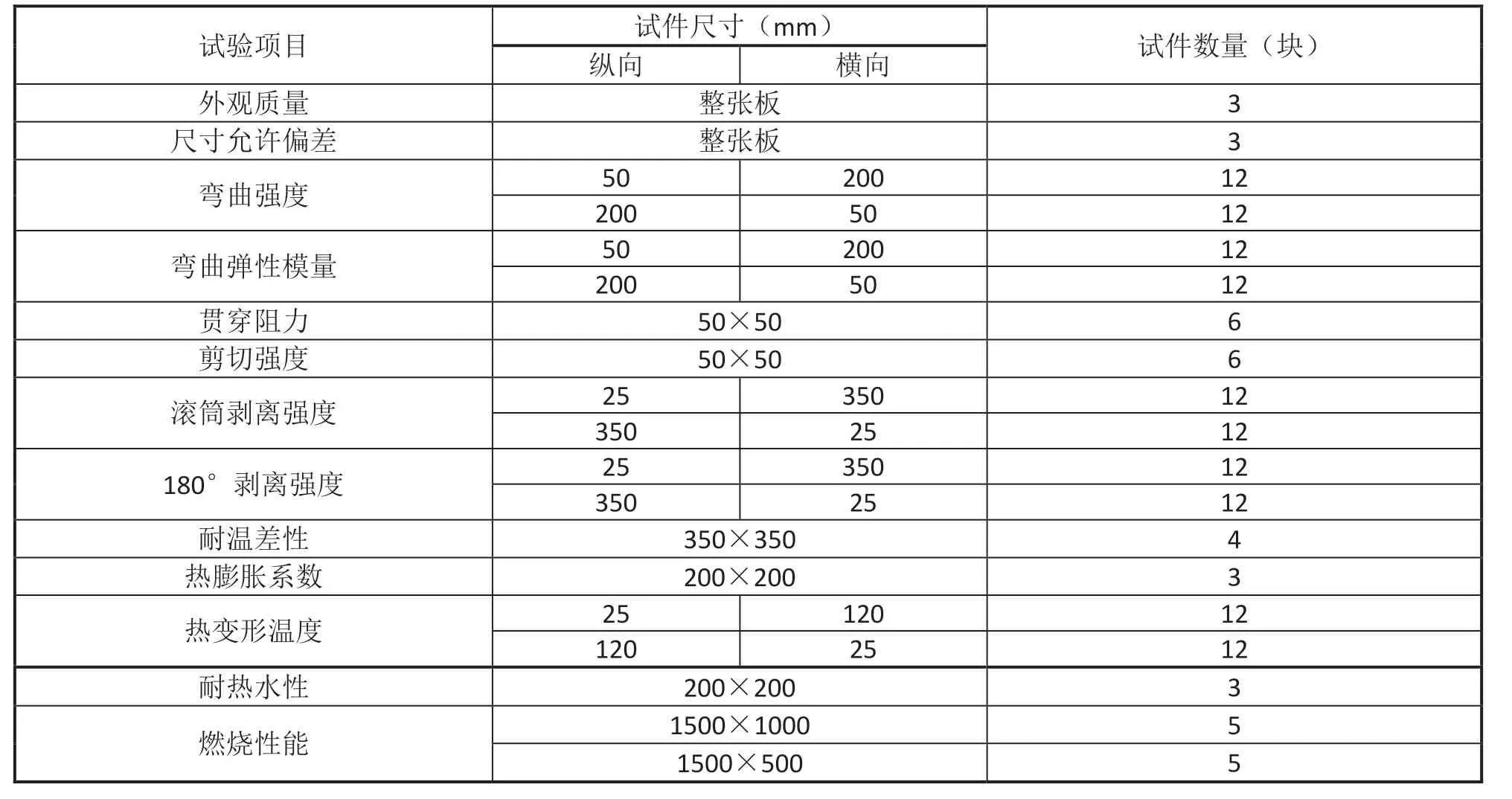
表5 試件的尺寸及數量
6.3 外觀質量
目測試驗應在非陽光直射的自然光條件下進行。
將板按同一生產方向并排側立拼成一面,板與水平面夾角為70°±10°,距拼成的板面中心3m處目測。
對目測到的各種缺陷,使用最小分度值為1mm的直尺測量其最大尺寸,該最大尺寸不得超過表1中缺陷規定的上限。抽取和擺放試樣者不參與目測試驗。
6.4 尺寸允許偏差
6.4.1 厚度
用最小分度值為0.01mm的厚度測量器具,測量從板邊向內至少20mm處的厚度,這些測量點至少應包括四角部位和四邊中點部位在內的多處的厚度。以全部測量值與標稱值之間的極限值誤差作為試驗結果。
6.4.2 長度(寬度)
長度在板寬的兩邊,寬度在板長的兩邊用最小分度值為1mm的鋼卷尺測量。以長度(寬度)的全部測量值與標稱值之間的極限值誤差作為試驗結果。
6.4.3 對角線差
用最小分度值為1mm的鋼卷尺測量并計算同一張板上兩對角線長度之差值。以測得的全部差值中的最大值作為試驗結果。
6.4.4 邊直度
將板平放于水平臺上,用1000mm長的鋼直尺的側邊與板邊相靠,再用塞尺測量板的邊沿與鋼直尺的側邊之間的最大間隙。以各邊全部測量值中的最大值作為試驗結果。
6.4.5 翹曲度
將板凹面向上平放于水平臺上,用1000mm長的鋼直尺側立于板上面,再用一最小分度值為0.5mm的直尺測量鋼直尺與板之間的最大縫隙高度。以全部測量值中的最大值作為試驗結果。
6.5 性能
6.5.1 彎曲強度、彎曲彈性模量
6.5.1.1 材料試驗機
能以恒定速率加載,示值相對誤差不大于±1%、試驗的最大荷載應在試驗機示值的15%~90%之間。
6.5.1.2 試驗過程
用游標卡尺測量試件中部的寬度和厚度,將試件居中放在彎曲裝置上,按圖1所示的三點彎曲方法進行加載直至達到最大載荷值,同時記錄載荷-撓度曲線。跨距為170mm,加載速度為7mm/min,壓輥及支輥的直徑為10mm。
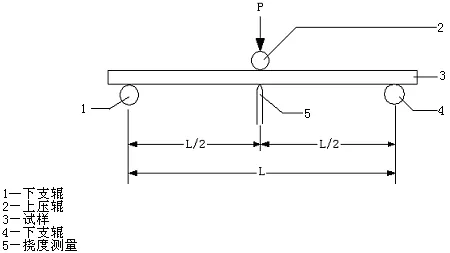
圖1 彎曲裝置示意圖
6.5.1.3 計算
彎曲強度和彎曲彈性模量分別按(1)、(2)式計算:
式中:
—彎曲強度,單位為兆帕(MPa);
E—彎曲彈性模量,單位為兆帕(MPa);
Pmax—最大彎曲載荷,單位為牛頓(N);
L—跨距,單位為毫米(mm);
b—試件中部寬度,單位為毫米(mm);
h—試件中部厚度,單位為毫米(mm);
以六個試件為一組,測量正面向上縱向、正面向上橫向、背面向上縱向、背面向上橫向各組試件的彎曲強度和彎曲彈性模量,分別以各組試件的測量值的算術平均值作為該組的試驗結果。
6.5.2 貫穿阻力、剪切強度
6.5.2.1 材料試驗機
能以恒定速率加載,示值相對誤差不大于±1%,試驗的最大荷載應在試驗機示值的15%~90%之間。
6.5.2.2 剪切夾具
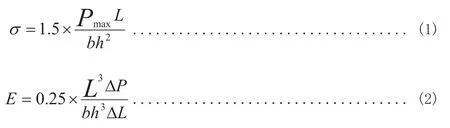
為沖孔剪切夾具,其構造能使試件卡緊在不動模塊和可動模塊之間,使得測試時試件不發生偏斜,如圖2所示。
圖2 剪切夾具示意圖
6.5.2.3 試驗過程
用千分尺在離試件中心13mm對稱的四個點處測量試件的厚度并計算其算術平均值作為該試件的厚度。在試件中心鉆一直徑為11mm的裝配孔,把試件裝在沖頭上,用墊圈和螺母將其固定緊,裝好夾具,擰緊螺栓,在沖頭上以1.25mm/min的速度施加載荷,記錄試件所承受的最大載荷。
6.5.2.4 計算
最大載荷即為該試件的貫穿阻力。剪切強度按(3)式計算。

式中:
R──剪切強度,單位為兆帕(MPa);
P──最大載荷,單位為牛頓(N);
h──試件厚度,單位為毫米(mm);
d─沖孔直徑,單位為毫米(mm)。
以全部試件試驗值的算術平均值作為試驗結果。
6.5.3 滾筒剝離強度
6.5.3.1 材料試驗機
能以恒定速率加載,示值相對誤差不大于±1%,試驗的最大荷載應在試驗機示值的15%~90%之間。
6.5.3.2 滾筒裝置
如圖3所示,滾筒裝置主要由滾筒、試件夾、試件夾的平衡配重、柔性加載帶以及上下夾板所組成。滾筒中間段外徑為100mm,滾筒兩頭纏繞加載帶的凸緣的外徑加上加載帶的厚度應比滾筒中間段外徑大25mm。
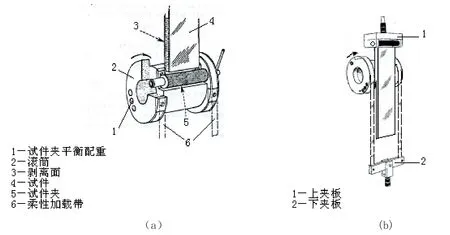
圖3 滾筒剝離強度示意圖
6.5.3.3 試驗過程
在試件兩端將待剝離面的鋁材剝開一小段,其中一端剝開鋁材后將后面的芯材和鋁材截去,把留下的鋁材夾在上夾板上并與試驗機的上夾頭相連;把另一端剝開的鋁材用試件夾夾在滾筒上。使試件的長度軸線與滾筒的中心軸線垂直,試驗機載荷清零,然后把下夾板與試驗機的下夾頭相連。
用游標卡尺測量試件的寬度,試驗機以25mm/min的速度進行拉伸,滾筒向上旋轉爬升,鋁材被剝離開并纏繞在滾筒上,直至試件剝開至少150mm,同時記錄載荷-剝離距離曲線。使試驗機返回直到滾筒回到剝離前的初始位置,重復試驗機拉伸動作并運動同樣的距離,同時記錄拉伸載荷-拉伸距離曲線。根據所記錄的曲線計算試件剝開25mm~150mm范圍內對應的平均剝離載荷、最小剝離載荷和平均拉伸載荷。
6.5.3.4 計算
剝離強度的計算按(4)、(5)式進行:
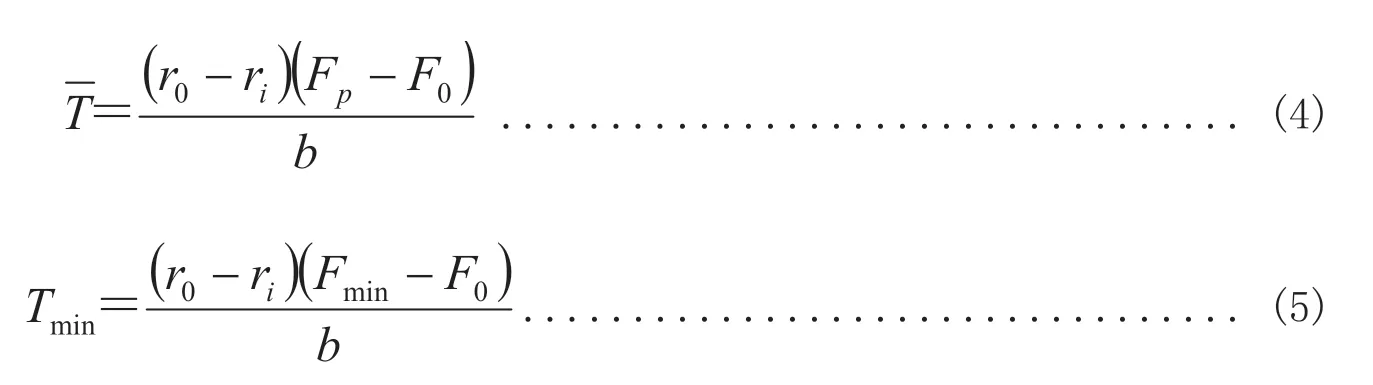
式中:—平均剝離強度,單位為牛頓·毫米每毫米(N·mm/mm);
Tmin—最小剝離強度,單位為牛頓·毫米每毫米(N·mm/mm);
r0—滾筒凸緣半徑加上加載帶厚度的一半,單位為毫米(mm);
ri—滾筒中間段半徑加上被剝離層厚度的一半,單位為毫米(mm);
F0—按等距離方法計算的平均拉伸載荷,單位為牛頓(N);
Fp—按等距離方法計算的平均剝離載荷,單位為牛頓(N);
Fmin—最小剝離載荷,單位為牛頓(N);
b—試件寬度,單位為毫米(mm)。
以六個試件為一組,分別測量正面縱向、正面橫向、背面縱向、背面橫向各組試件中每個試件的平均剝離強度和最小剝離強度。分別以各組試件的平均剝離強度的算術平均值和最小剝離強度中的最小值作為該組的試驗結果。
6.5.4 180°剝離強度
按GB/T 2790的規定進行,以六個試件為一組,分別測量正面縱向、正面橫向、背面縱向、背面橫向各組試件中每個試件的平均剝離強度和最小剝離強度。分別以各組試件的平均剝離強度的算術平均值和最小剝離強度中的最小值作為該組的試驗結果。
6.5.5 耐溫差性
將試件在-40℃±2℃下恒溫至少2h,取出放入80℃±2℃下恒溫至少2h,此為一個循環,共進行五十次循環。目測試件有無鼓泡、剝落、開膠等外觀上的異常變化;按照7.5.3或7.5.4分別測量并計算耐溫差試驗前后剝離強度平均值的下降率。
6.5.6 熱膨脹系數
按圖4所示位置,用最小分度值為0.02mm的游標卡尺分別測量室溫(23℃)、低溫(-30℃)和高溫(70℃)下試件各測量位置的長度(測量位置分別為AB、CD、EF、A′B′、C′D′、E′F′)。在測量長度前,試件應在相應的溫度下恒溫至少1h。
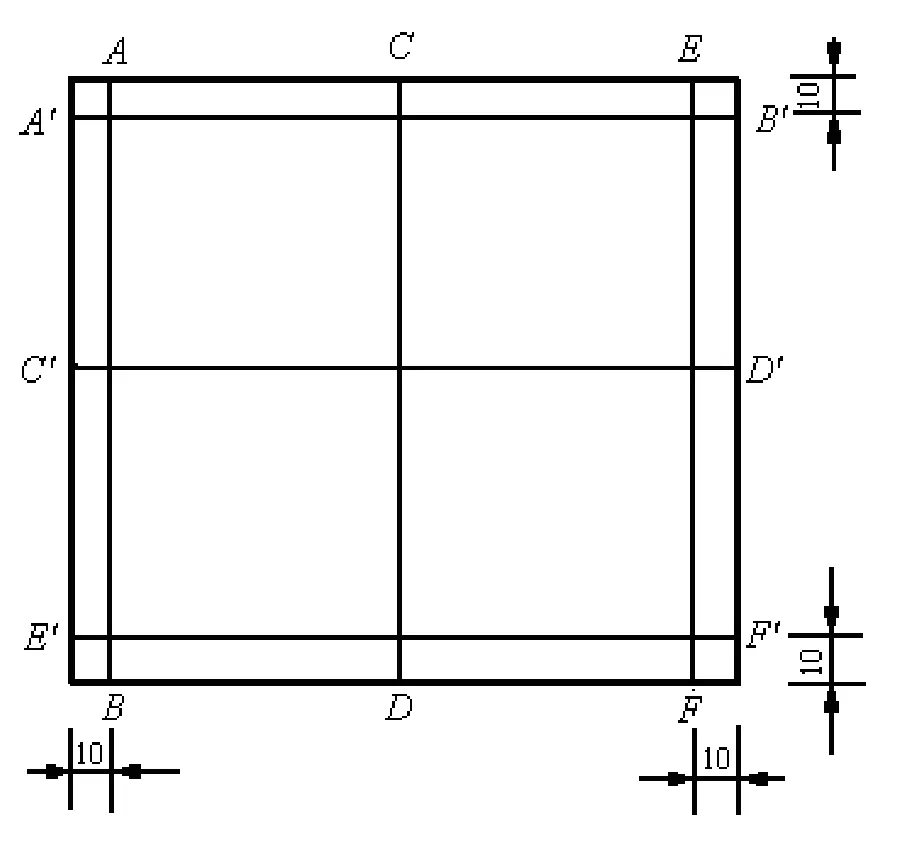
圖4 熱膨脹系數測量位置示意圖
按(6)式分別計算各測量位置的熱膨脹系數:

式中:
α—熱膨脹系數,單位為每攝氏度(℃-1);
L0—室溫下試件長度,單位為毫米(mm);
L1—低溫下試件長度,單位為毫米(mm);
L2—高溫下試件長度,單位為毫米(mm);
T1—低溫溫度,單位為攝氏度(℃);
T2—高溫溫度,單位為攝氏度(℃)。
測量縱向和橫向全部位置的熱膨脹系數,分別以縱向和橫向的測量值的算術平均值作為試驗結果。
6.5.7 熱變形溫度
以加熱前后試件中點撓度的相對變化量達到0.25mm時的溫度作為試件的熱變形溫度。試件平放,所加試驗載荷應使試件的最大彎曲正應力達到1.82MPa,其計算方法按(7)式進行:

式中:
P—試驗載荷,單位為牛頓(N);
L—跨距,單位為毫米(mm);
b—試件中部寬度,單位為毫米(mm);
h—試件中部厚度,單位為毫米(mm);
其余按GB/T 1634.2的規定進行試驗。以六個試件為一組。分別測量正面向上縱向、正面向上橫向、背面向上縱向、背面向上橫向各組試件的熱變形溫度,分別以各組試件的測量值的算術平均值作為該組的試驗結果。
6.5.8 耐熱水性
將試件浸沒在98℃±2℃蒸餾水中恒溫2h,試驗中應避免試驗過程中試件相互接觸和竄動。然后讓試件在該蒸餾水中自然冷卻到室溫,取出試件擦干,目測試件有無鼓泡、開膠、剝落、開裂等外觀上的異常變化;以全部試件中性能最差的試驗值作為試驗結果。距離試件邊緣不超過10mm內的鋁材與芯材的開膠可忽略不計。
6.5.9 燃燒性能
按GB 8624的規定進行。
7 檢驗規則
7.1 出廠檢驗
每批產品均應進行出廠檢驗。檢驗項目包括:規格尺寸允許偏差、外觀質量、剝離強度、耐熱水性。
7.2 型式檢驗
型式檢驗項目包括第6章規定的全部技術要求。
有下列情形之一者,必須進行型式檢驗:
a)新產品或老產品轉廠的試制定型鑒定;
b)正常生產時,每年進行一次型式檢驗,其中耐人工氣候老化和耐鹽霧性能的檢驗可以每兩年進行一次;
c)產品的原料改變、工藝有較大變化,可能影響產品性能時;
d)產品停產半年后恢復生產時;
e)出廠檢驗結果與上次型式檢驗有較大差異時;
f)國家質量監督機構提出進行型式檢驗要求時。
7.3 組批與抽樣規則
7.3.1 組批
7.3.1.1 出廠檢驗
以同一品種、同一規格、同一顏色的產品3000m2為一批,不足3000m2的按一批計算。
7.3.1 .2 型式檢驗
以出廠檢驗合格的同一品種、同一規格、同一顏色的產品3000m2為一批,不足3000m2的按一批計算。
7.3.2 抽樣
7.3.2.1 出廠檢驗
外觀質量的檢驗可在生產線上連續進行,規格尺寸允許偏差的檢驗從同一檢驗批中隨機抽取3張板進行,其余出廠檢驗項目按所檢驗項目的尺寸和數量要求隨機抽取。
7.3.2.2 型式檢驗
從同一檢驗批中隨機抽取三張板進行外觀質量和尺寸偏差的檢驗,其余按各項目要求的尺寸和數量隨機裁取。
7.4 判定規則
檢驗結果全部符合標準的指標要求時,判該批產品合格。若有不合格項,可再從該批產品中抽取雙倍樣品對不合格的項目進行一次復查,復查結果全部達到標準要求時判定該批產品合格,否則判定該批產品不合格。
8 標志、包裝、運輸、貯存及隨行文件
8.1 標志
8.1.1 每張產品均應標明產品標記、顏色、生產或安裝方向、廠名廠址、商標、批號、生產日期及質量檢驗合格標志。
8.1.2 產品若采用包裝箱包裝,其包裝標志應符合GB/T 191及GB/T 6388的規定。在包裝箱的明顯部位應有如下標志:
a)企業名稱;
b)產品名稱;
c)生產批號;
d)內裝數量;
e)產品規格;
f)執行標準。
8.2 包裝
8.2.1 產品裝飾面應覆有保護膜,保護膜的要求可參考GB/T 17748-2008附錄B。
8.2.2 包裝箱應有足夠的強度,以保證運輸、搬運及堆垛過程中不會損壞,應避免產品在箱中竄動。
8.2.3 包裝箱內應有產品合格證及裝箱單。合格證上應有如下內容:
a)企業名稱;
b)檢驗結果;
c)檢驗部門或人員標記。
d)產品顏色
裝箱單應有如下內容:
a)企業名稱;
b)產品名稱、顏色;
c)產品標記;
d)生產批號;
e)產品數量;
f)包裝日期。
8.3 運輸
運輸和搬運時應輕拿輕放,嚴禁摔扔,防止產品損傷。
8.4 貯存
產品應貯存在干燥通風處,避免高溫及日曬雨淋,應按品種、規格、顏色分別堆放,并防止表面損傷。
8.5 隨行文件
供方應向需方提供指導正確使用產品的應用指南,應用指南可參考附錄C。
隨行文件宜包括:產品合格證、裝箱單及產品應用指南。
根據發改辦工業【2008】1242號“國家發展和改革委員會辦公廳關于印發2008年行業標準計劃的通知”的要求,由中國建筑材料檢驗認證中心和上海華源復合新材料有限公司負責《銅塑復合板》行業標準的編制工作,以下將《銅塑復合板》標準征求意見稿向社會發布征集反饋意見。
意見回饋單位:中國建筑材料檢驗認證中心
回饋地址:北京市朝陽區管莊東里1號南樓316
郵編:100024
聯系人:馬麗萍 蔣荃
電話:010-51167664 / 13241861223(手機)
傳真:010-65715369(請注明收件人)
E-mail:mlp@ctc.ac.cn; sxxymlp@163.com
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00