π形保持架成型模的改進
2010-03-16 12:25:16王運濱
哈爾濱軸承 2010年3期
王運濱,李 銳
(1.哈爾濱軸承集團公司質量管理部,黑龍江哈爾濱150036;2.哈爾濱軸承集團公司技術中心,黑龍江哈爾濱150036)
1 前言
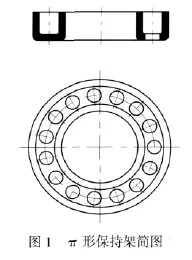
π形保持架用于推力軸承,其特點是承載力大,運轉精度不高,保持架結構簡單,作為軸承配件之一,主要起到隔離滾動體的作用,其質量的好壞直接影響著軸承的成品質量。所以,為滿足用戶使用要求,對保持架模具設計及加工要求比較嚴格。保持架簡圖如圖1。
2 π形保持架加工工藝及要求
π形保持架的加工工序主要有:切料、成型、沖孔。
2.1 切料工序
切料是加工π形保持架的第一道工序,該工序是確定π形保持架的毛坯尺寸。因此,從設計上就要考慮加以滿足,生產過程中控制好表面質量就能達到工藝要求。
2.2 成型工序
成型工序是π形保持架加工中比較重要的工序,其產品質量對π形保持架成品有著較大的影響。
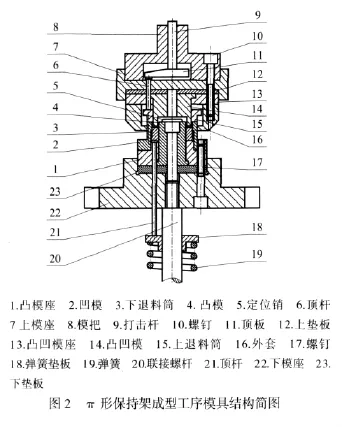
π形保持架成型工序的模具結構如圖2所示。
工作原理:將毛坯內徑置于定位銷5上定位,上模在壓力機的作用下隨滑塊向下運動,在凸凹模14、上退料筒15、凹模2、下退料筒3、凸模4的作用下將環狀毛坯彎曲成型。當壓力機滑塊向上移動時,上、下模具分開,工件在彈簧力的作用下推動頂桿21,頂桿21推動下退料筒3把工件推出凸模、凹模工作區。
2.3 沖孔工序
沖孔工序對產品質量的影響較小,在控制好表面質量的情況下,其他部分由模具保證。
根據π形保持架加工的特點及影響產品質量的重要程度,重點對成型工序模具設計及加工做詳細探討。
3 出現的問題及解決方法
通過分析發現,π形保持架在成型工序加工中,為保證平面平整,模具承載力很大,經常產生下模座變形甚至裂紋,導致較大的浪費,使生產無法正常進行,嚴重地影響了生產計劃的順利完成。
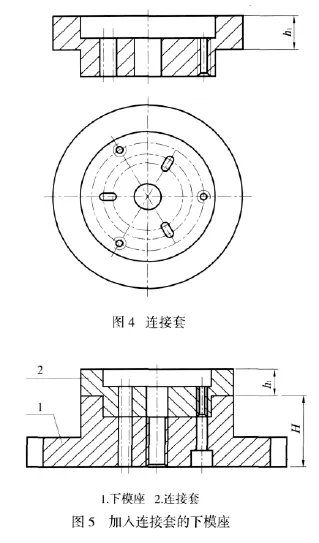
初始改進過程中,采取在下模座加入連接套的方法,如圖4所示。由于在下模座上增加連接套,導致下模高度增加h1,如圖5所示,使模具的閉合高度超過了壓力機的最大閉合高度,無法在100 t壓力機上使用,只能采用160 t壓力機加工,而160 t壓力機為雙人操作,且每分鐘行程次數比100 t壓力機少很多,生產效率大大降低,生產成本增加很大,因此,需重新設計下模座。
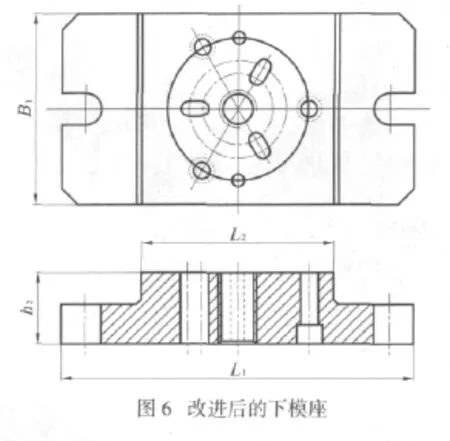
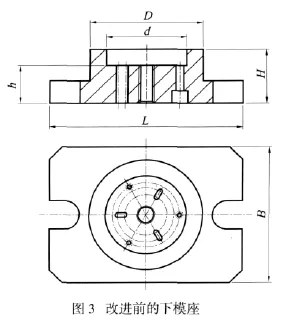
經過重新設計的下模座厚度是將改進前的下模座厚度H與h重合,見圖3。高度由50mm、 32mm改為45mm,取消定位沉臺,外形尺寸縮小,其中長度由250mm改為220mm,寬度由180mm改為120mm,凸臺由圓柱形改為邊長120mm的矩形,便于加工制造。改進后由于外形尺寸減小很多,不但滿足100 t壓力機加工要求,亦可以在60 t壓力機上加工,設備適應性較高,如圖6所示。
4 結束語
改進后的下模座,重量輕,面積小,結構簡單,便于加工、搬運、調整,提高了生產效率,降低了生產成本,經過幾年的使用,完全滿足加工產品的質量要求,適用于推廣。
