冷沖壓加工可卸式防塵蓋工藝與模具分析
2010-03-16 12:25:18張愛紅姜亦龍
哈爾濱軸承 2010年3期
張愛紅 ,姜亦龍
(1.哈爾濱軸承集團公司哈爾濱市精密特種軸承廠,黑龍江哈爾濱150036;2.哈爾濱實訓實業發展有限責任公司,黑龍江哈爾濱150036)
1 前言
防塵蓋是軸承用零件之一,是用來保護軸承不被灰塵等雜質侵入、使軸承在劣質環境中正常運轉的關鍵部件,保證軸承在良好的清潔潤滑工況下工作,使軸承壽命延長并減少油脂的滲出。因此防塵蓋性能好壞非常重要。
根據產品圖尺寸推算出毛坯尺寸,從而根據經驗給出模具的各部分尺寸,使冷沖壓加工出的防塵蓋的質量達到最佳工藝效果。
2 可卸式防塵蓋的加工方法及工藝簡介
根據防塵蓋加工工藝,加工形狀可分為兩種,即Dc>50mm,為中大型軸承用防塵蓋,兩次加工成型;Dc≤50mm的為中小型用防塵蓋,一次加工成型。其外形象草帽形,如圖1所示。
圖1中:

Dc—成型外徑尺寸,
K—經驗系數,
Hc—成型高度,
S—料厚尺寸,
dc—內徑尺寸,
D1、D2—產品成型后鄰近平面尺寸。
Dc>50mm防塵蓋成型采用兩道工序完成,即:切環和成型。第一道工序是利用切料打字模在壓力機上將板材加工出圓環形狀同時打字,加工防塵蓋所用的板材普遍用08號或10號鋼。首先根據產品圖計算出毛坯外徑尺寸,毛坯外徑尺寸如圖2所示。
DM=Dc-Δb+K(Hc-δ/2-2S),見圖1、圖2。根據經驗K一般取值為:(1)當Hc<3.5S時,K取 0.8;(2)當Hc≥3.5S時,K取0.9;再根據毛坯外徑尺寸大小選擇切環打字工序所用板材的范圍。板材表面要求有良好的清潔度與光滑度,不允許有劃傷、磕傷、墊傷以及銹蝕,具有良好的延展性,否則加工出來的防塵蓋帽沿處容易裂紋,尺寸達不到要求,從而產生廢品。
第二道工序是防塵蓋成型工序,應把第一道工序加工出的半成品圓環用汽油進行徹底地清洗,待其風干后再進行加工。
3 模具分析
當可卸式防塵蓋Dc>50mm時,采用兩道工序加工,所用模具為切環打字模和成型模,如圖3、圖4所示。

成品主要由沖壓模具來保證,因此要求模具的各個尺寸加工精度高,公差值小,各個模具之間的配合高度要達到產品工藝尺寸,所以模具精度的好壞對防塵蓋的質量起著很大作用。要求凸模與凹模的外觀不得有缺陷,如毛刺、灰塵、倒角R處要圓滑等。
由于有些防塵蓋采用不銹鋼材料,材料硬度高,塑性低,打字時回彈大,這就要求凸模與凹模的剛性及硬度必須達到要求,淬火硬度值必須達到60~62HRC。在加工防塵蓋時,如果是大批量生產,就要及時更換模具,以保證加工出的防塵蓋達到質量要求。如果模具沒有及時更換,防塵蓋切環打字工序容易出現內外徑橢圓現象,出現邊緣尺寸,防塵蓋的外徑出現雙眼皮。此類防塵蓋安裝到軸承上會產生縫隙從而使防塵性能降低。

對于Dc≤50mm的中小型防塵蓋,一般采用一道工序沖壓就可以完成。要根據經驗準確地計算出毛坯尺寸,相應地設計出模具尺寸。通過改變可卸式防塵蓋切環打字模、凸凹模及退料筒的結構形式,就可以直接沖壓成型可卸式防塵蓋,如圖5、圖6所示。調整時要修整切環成型凸凹模R、h的尺寸,切環成型退料筒的h1等各部尺寸調整比較繁瑣。
4 結論
對于外徑Dc≤50mm的產品,精度要求高,公差要求嚴,尺寸難以控制,相應對模具精度要求更嚴格。該模具結構不宜分體,因為件數越多組合模具累計誤差越大,且部分模具相互配合條件不允許分體加工,否則,使強度減弱,所以采用一次成型加工。一次成型模具費用低、節省材料、降低成本,但對毛坯尺寸DM要求更加準確,才能保證成品質量。
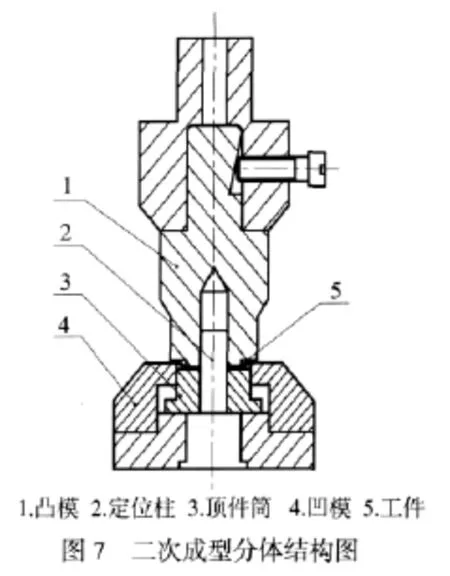
對于外徑Dc>50mm的產品,采取兩道工序加工,第二道工序為單獨成型,成品尺寸容易控制。由于成型模定位采用分體結構,見圖7所示,容易調整,且模具磨損時更換方便,單獨成型模具受力小、磨損小、壽命長,所以對于較大尺寸的產品,建議采用兩道工序加工。
多年來對于可卸式防塵蓋的加工,無論是較硬的材料(不銹鋼),或是一般鋼(08、10號鋼),采用上述兩種結構方式加工,均能取得良好結果。
