3MZ1410S外圈溝道磨床進給系統的改進
2010-03-16 12:25:08紀洪濤
哈爾濱軸承 2010年1期
關鍵詞:系統
紀洪濤
(哈爾濱軸承集團公司南直軸承分廠,黑龍江哈爾濱150036)
1 前言
在軸承的生產過程中,溝道加工是一個非常重要的加工工序,其質量的好壞將直接影響軸承的裝配性及成品的壽命和旋轉精度。因此,要保證溝道的加工質量,必須要有能滿足加工精度要求的設備,良好的設備是保證加工質量的一個重要因素。
2 影響外溝質量的因素
在生產加工中,影響溝道質量的因素較多,經過調查、分析、檢測,證明影響溝道質量的主要因素是3MZ1410S外圈溝道磨床進給系統的導軌和精進給機構的質量狀態。要保證產品的加工質量,就要求機床導軌和精進給機構必須具有良好的導向精度、定位精度、良好的耐磨性、良好的剛度和運動的平穩性。
3 進給導軌及精進給機構改進前后比較
3.1 改進前的進給導軌
3 MZ1410S球軸承外圈溝道磨床進給系統導軌采用雙邊進油式內部節流的靜壓導軌的結構形式,如圖1所示。
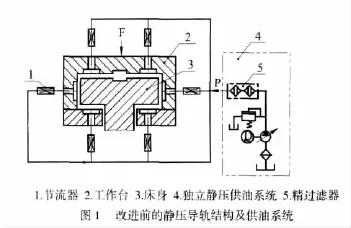
靜壓導軌的工作原理是將具有一定壓力的潤滑油從液壓泵輸出,經過濾器和節流器后輸入導軌面上的各個油腔內,在工作臺與床身導軌面間形成承載油膜,將相互接觸的導軌面隔開,實現純液體摩擦。這種結構在導軌上、下和左、右相對方向上都開有油腔,依靠相對方向上的油腔形成壓力差來產生承載力,平衡工作臺重量和外載荷。
這種導軌運動速度的變化對油膜厚度的影響很小,載荷的變化對油膜厚度的影響也很小,摩擦系數小,消耗功率小,油膜抗振性好,在低速下不易產生爬行。但是這種導軌自身結構比較復雜,需要增加一套獨立的液壓供油系統,對潤滑油的清潔程度要求很高,需經兩次精過濾后進入導軌油腔中,且導軌面間只能保持很小的間隙,對導軌面平行度要求較高,由于油膜的浮力產生的運動精度的誤差也是無法避免的,加之該獨立靜壓供油系統與工作液壓供油系統共用一個油箱,對于液壓油要求很高的的靜壓系統來說很難保證油質的清潔度。因此,工作中經常出現堵塞過濾器現象,使得靜壓導軌不能正常工作,需要經常清洗過濾器。且容易造成過濾器損壞,過濾器損壞后不清潔的液壓油進入靜壓系統后易造成個別進油孔堵塞,使靜壓導軌油腔中壓力不平衡,工作臺偏向一側,使工作臺與床身產生摩擦。運動副磨損后,一是造成靜壓導軌密封性能下降,出現泄油現象;二是工作臺不能平穩工作。
3.2 改進后的進給導軌
將3MZ1410S球軸承外圈溝道磨床進給系統中的靜壓導軌改為滾珠循環直線導軌,其結構如圖2所示。
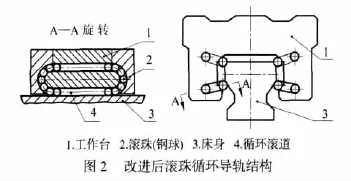
直線運動導軌的移動元件和固定元件之間采用滾動鋼球。當機床的工作部件移動時,鋼球就在支架溝槽中循環滾動,把支架的磨損量分攤到各個鋼球上,從而延長直線導軌的使用壽命。為了消除支架與導軌之間的間隙,需要預加負荷,預加負載能提高導軌系統的穩定性,預加負載的大小取決于作用在鋼球上的作用力。
這種滾珠循環直線運動導軌具有承載能力大、接觸剛性好、可靠性高、吸振性好、定位精度高、導軌運動靈敏度高等優點,可實現無間隙輕快地高速平穩運動,故能使直線滾動導軌系統長期處于高精度運動狀態。同時,由于使用潤滑油也很少,大多數情況下,只需脂潤滑就足夠了,這使得在機床的潤滑系統設計及使用維護、保養方面都變得非常容易。另外,取消了獨立靜壓系統,節約了能源,降低了成本,減少了維修工作量,提高了工作效率。
3.3 改造前精進給機構
精進給機構結構原理圖如圖3所示。
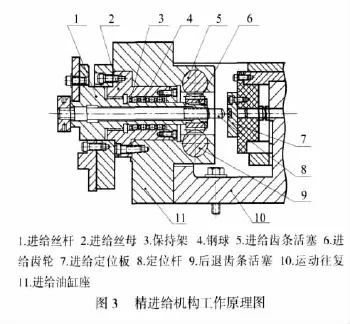
工作時,當進給油缸進油后,進給定位板7向左移動撞到定位桿8后快速進給結束,同時啟動精進給運動。壓力油進入齒條油缸,齒條活塞5推動齒輪6連同進給絲桿1一起轉動。由于進給絲桿1與進給絲母2以螺紋連接,兩者的相對轉動使定位絲桿1向左移動,進給定位板7隨之向左移動,實現了精進給運動。
從進給機構原理圖中可以看出,進給絲桿1與進給絲母2左端由螺紋連接傳動,右端為懸臂式,由幾組鋼球作為支承。工作時,進退齒條活塞在推動齒輪6轉動的同時也對進給絲桿施加了與齒條活塞運動方向相同的推力,此力作用在受力方向上的幾個支承鋼球上。由于精進給轉位較小,總是固定的局部受力,因此局部磨損較嚴重。磨損后進給絲桿、絲母及支承鋼球之間產生間隙,工作時定位桿出現擺動,定位誤差大,影響產品的加工質量。進給絲桿、絲母磨損后無法修復只能更換新件,而且絲桿、絲母工藝復雜,要求精度高,加工難度大,成本高。
3.4 改進后精進給機構
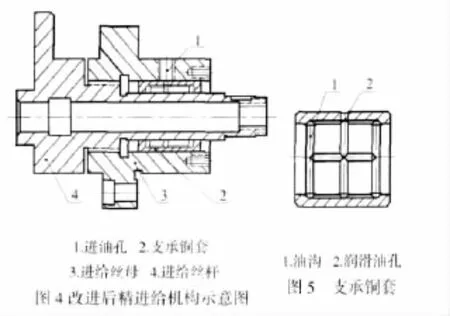
改進后精進給機構及支承銅套如圖4、圖5所示。
將原進給絲桿與絲母之間的支承鋼球改為由支承銅套代替,銅套外徑與絲母內孔采用過盈配合并配有注油孔,絲桿與銅套內孔為間隙配合,銅套內孔中有潤滑油溝,如圖5所示。工作時,絲母與銅套固定不動,絲桿與銅套產生相對滑動,實現精進給運動。其優點是采用支承銅套后,絲母與銅套是固定不動的,避免了相互磨損;在絲桿與銅套的相對滑動中,為了減少摩擦力和磨損,采用潤滑油進行潤滑,由于絲桿為鋼質的,銅套為銅質的,所以銅套磨損相對比較大,而絲桿磨損比較小,銅套磨損后可以及時更換,節省了絲桿、絲母的更換費用,而且銅套加工簡單、成本低,維修快,提高了生產率,保證了設備的加工精度。但還存在一些不足,如支承銅套在工作時銅套內徑與進給絲桿間必須保證要有一定壓力的潤滑油充分潤滑,否則,摩擦阻力就會增大,從而影響進給精度。
4 結束語
通過對該設備進給系統的導軌和精進給機構進行改進,提高了設備傳動機構的定位精度、導向精度和進給速度,節省了維修費用,降低了維修率,提高了生產率,提高了設備加工精度。設備改進后在實際生產中已使用了多年,經實踐證明解決了原設備進給系統的導軌和精進給機構中的不足,提高了產品的加工質量。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32