條并卷機平帶成卷初探
2010-05-02 02:56:22陳俊梅
科學之友 2010年11期
陳俊梅
(山西鴻基科技股份有限公司,山西 晉中 030601)
近年瑞士立達公司研制的E35型條并卷機,雖然到目前為止仍未在國內亮相,但因其結構新穎性和高速化,早已引起精梳工作者的極大興趣與關注,山西鴻基科技股份有限公司于2007年7月開始研制采用平帶成卷的SXF1359型條并卷機,于2008年7月參加了上海舉辦的國際紡機展覽會。
采用平帶成卷,與傳統的成卷羅拉成卷有很大的差別,研發時應當特別注意。
1 避開E35結構專利
其實瑞士立達公司早幾年前已經在研制E35型條并卷機,有關這方面的發明專利就有四項,必須一一認真查閱。
2 棉卷成卷時的成卷壓力
平帶成卷與傳統的成卷羅拉成卷原理截然不同。成卷羅拉成卷是依靠前后兩只成卷羅拉支承,成卷壓力是由筒管壓向成卷羅拉,在成卷羅拉的帶動下,筒管旋轉,將輸入棉層卷繞在筒管上成卷。隨著棉卷的增大,筒管逐步上升。而平帶成卷時,筒管的中心位置不變,筒管被平帶包覆一定的表面,靠著平帶的一定的張力,對其包覆面施壓,由平帶的運動,帶動筒管旋轉,輸入棉層卷繞在筒管上成卷。隨著棉卷的增大,平帶對棉卷的包覆角與包覆面逐漸增大。
由于成卷原理的區別,棉卷成卷時壓力也不同,設計人員必須特別注意,萬不可忽略。
成卷羅拉成卷時的加壓原理見圖1。
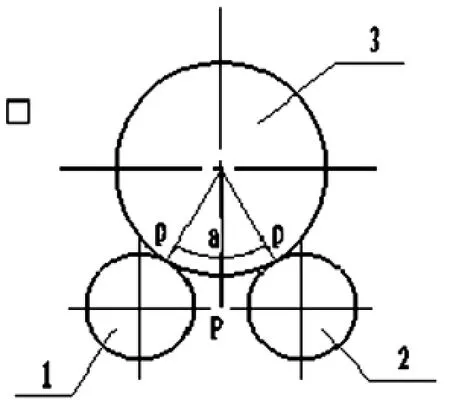
圖1 羅拉加壓時成卷原理圖
圖中1、2為前后成卷羅拉,3為棉卷,P為施加于筒管上的作用力,p為棉卷成卷羅拉的壓力或成卷羅拉對棉卷的反作用力,α為棉卷與成卷前后羅拉接觸點間的夾角。在P力的作用下,棉卷受到的壓力為p,在P力不變的情況下,α的變化不改變p力的值。平帶成卷時加壓原理見圖2。圖中1為平帶,2為棉卷,P為作用于平帶上的拉力。在P力的作用下,平帶對棉卷包覆的一段圓弧面內,都受到平帶張力對棉卷的壓力,形成成卷壓力。平帶對棉卷包覆面的壓力,隨著接觸點的位置不同,棉卷上的成卷壓力亦不同。當平帶對棉卷的包覆角為 180°時,180°兩點處的成卷壓力為0,最下方的成卷壓力最大,兩側壓力逐漸減小,呈曲線分布。當平帶與棉卷的包覆角為0°時,不管平帶拉力P有多大,棉卷的成卷壓力僅為0,所以棉卷無法成卷。所以平帶成卷時,盡量增大平帶對棉卷的包角,在所需成卷力不變的情況下,可降低平帶拉力P,減少動力消耗,提高平帶壽命。
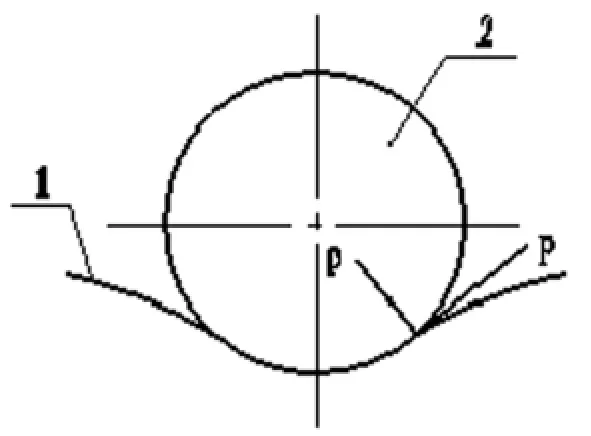
圖2 平帶成卷原理圖
3 緊壓羅拉與棉卷之間張力牽伸
在傳統的成卷羅拉成卷機構中,緊壓羅拉與后成卷羅拉之間的張力牽伸E32型條并卷機為1.005倍。國產各種型號的條并卷機亦基本采用1.005倍左右牽伸倍數。條卷機的牽伸倍數為1.026,并卷機的張力牽伸倍數為1.03倍。
平帶成卷緊壓羅拉與棉卷張力根據我們試驗,需達起到1.056倍方可達到不涌條要求,較成卷羅拉的機構成卷張力大的多。據初步分析認為,其主要原因是:由于SXF1359型條并卷機棉網喂入處為被動帶輪位置,平帶彈性滑動導致從動輪的圓周速度低于主動輪的圓周速度,產生了速度損失。而在張力牽伸計算時,卻采用的是主動輪的轉速,所以引起涌條。其次是由于平帶與棉卷為光滑面接觸,特別是在平帶對棉卷的包角較小時,容易出現棉卷與平帶打滑的可能,致使成卷出現涌條。為了在成卷時平帶不粘花,平帶表面必須為光滑表面,而且應當防靜電。為了防止成卷時打滑,應當在平帶表面隔段粘貼具有一定厚度的窄條塑料帶。
4 平帶成卷時棉卷起泡問題
根據立達公司E35型條并卷機資料介紹,平帶與棉卷采用大包覆角可以防止棉卷成卷過程中的起泡。事實上平帶成卷確實存在棉卷起泡,而且不能同成卷羅拉那樣通過調節解決。因為同一根平帶只能具有同一個速度,不可能出現不同區段具有不同的速度。所以,平帶成卷必須使平帶對棉卷具有較大的包角。E35型條并卷機平帶對棉卷的包角為180°~270°。即空筒管時包覆角為180°,當棉卷直徑達到φ650mm時,其最大包覆角為270°。為了回避立達專利,成卷機構包覆角可能較小,此時應當增加附加包覆機構。附加包覆機構對棉卷不需施加太大的壓力,只需使棉卷松馳區不擴張即可。有關棉卷成卷時起泡問題,《精梳棉卷成卷過程中的起泡問題分析》一文中作了詳細分析,此處不再熬述。
5 平帶的邊緣
對于整條平帶的質量要求,瑞士立達公司有關專利具有詳細的說明,可以參閱。平帶的邊緣,首先應當做到特別光滑,因為在成卷時,棉層均勻分布在平帶上,由于棉卷的寬度必然要比平帶的寬度寬,所以平帶上棉層的寬度,尤其在接近棉卷處,棉層寬度也較平帶寬。由于成卷圓盤的旋轉,圓盤表面很可能將棉層邊緣擠入成卷圓盤與平帶之間的間隙中,如果平帶邊緣不光滑,就將棉層邊緣掛入,形成破邊,嚴重時不能正常運行。當然除對平帶邊緣要求光滑外,自然對圓盤的平面光滑度要求應特別嚴格,不能出現任何的掛花現象。
平帶在成卷過程中,平帶兩側邊緣最容易在長期拉力作用下產生塑性變形,使平帶邊緣一定寬度范圍內出現波浪形,對成卷時棉卷的邊緣質量有很大的影響。另外棉卷在成卷過程中,平帶不能在成卷圓盤之間來回跑偏,這樣也影響棉卷邊緣質量。為了延長平帶的使用壽命,為了對平帶運行具有一定的導向作用,在平帶的兩側面粘接兩條三角帶(這也是立達公司專利)。筆者所要說的關鍵是:粘接三角帶時,三角帶一定要平整,而且兩條三角帶平行。否則,因平帶與成卷圓盤間隙增大而產生漏條。
6 棉條的喂入
平帶成卷不能將棉層直接喂入到平帶上,這樣百分之百會出現棉條被成卷圓盤平面帶入到圓盤與平帶之間縫隙內,產生漏條。應當在緊壓羅拉棉卷之間設置一個導棉裝置。在該導棉裝置上將緊壓羅拉喂入的棉層收縮,然后被收縮的棉層直接卷繞在棉卷上。只需在棉層卷繞時能放開達到棉卷要求即可。這樣,棉層在喂入過程中不與平帶接觸。平帶只與棉卷接觸,才能防止漏條。
[1]Bert Rusch,Anja knick.OMEGAlap條并卷機技術為精梳準備帶來質的飛躍[J].紡織導報,2007(3):55-56