利用型鋼萬能連軋機組軋制槽鋼
2010-05-04 10:45:08劉瑞剛張傳蓮吳雪峰薛躍華
中國設備工程 2010年8期
劉瑞剛,張傳蓮,吳雪峰,薛躍華
(山東日照鋼鐵有限公司型鋼廠,山東 日照 276806)
一、利用現有萬能機組軋制槽鋼工藝條件
國內軋制槽鋼多采用橫列式軋機或者是兩輥連軋機組,兩輥軋制槽鋼通常采用直軋式、彎腰式以及蝶式孔型系統。傳統槽鋼軋制屬于純孔型軋制,存在的主要問題有:孔型系統設計比較復雜,對孔型設計要求較高;軋件脫槽難度大,容易引起纏輥等事故;在線可調整量小,軋輥磨損后只能通過下線重車以保證成品尺寸;軋輥磨損嚴重,車削量大,增加了軋輥消耗;兩輥軋機軋制槽鋼時負荷相對較大,容易引起斷輥事故。
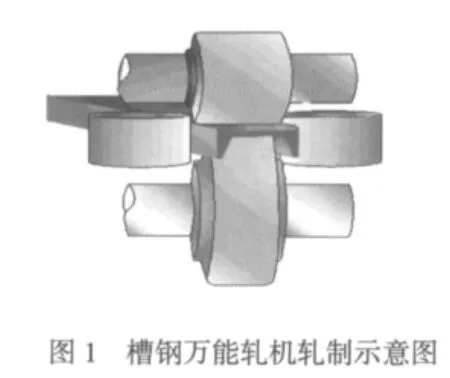
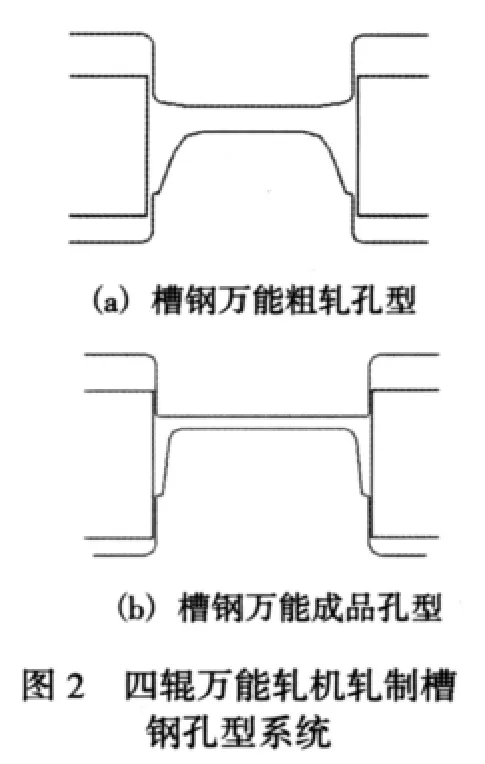
為此,通過分析論證結合目前生產H型鋼及工字鋼使用萬能軋機軋制的規(guī)律和特點,決定采用現有萬能軋機連軋機組混合孔型軋制槽鋼,如圖1所示,四輥萬能軋機由上下水平輥及兩側立輥組成,水平輥帶驅動,兩側立輥無驅動。軋制槽鋼所需的萬能孔型系統包括萬能粗軋孔型及萬能成品孔型,如圖2所示,通過調整水平輥輥縫及立輥輥縫可以在線對軋件尺寸進行調整。
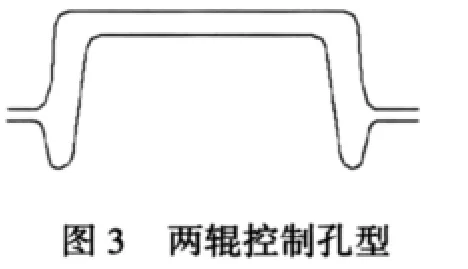
由于四輥萬能軋機屬于開口式,軋件腿端屬于自由寬展,因此需要在連軋機組中的兩輥軋機布置控制孔,對腿端和肩部進行控制加工,保證軋件外端形狀滿足要求(如圖3所示),同時兩輥軋機對軋件腿長進行控制,保證料型尺寸符合要求。
二、萬能軋法軋制槽鋼的工藝及孔型系統介紹
1.兩輥可逆軋機開坯軋制設計要點
為減少設備投入費用,降低開發(fā)成本,軋制槽鋼所需坯料仍采用目前軋制H型鋼所用連鑄方坯。開坯由兩輥可逆軋機進行,由于坯料方大,所以根據不同規(guī)格需要在開軋機上布置一到兩個箱型孔進行縮料,再進入切深孔進行切深軋制。BD最后一個孔型出來料型尺寸、假腿尺寸等可以通過連軋逆推得到。由于槽鋼槽式結構的特殊性,在設計BD孔型時要充分考慮到腿部金屬與腹板金屬延伸的不均衡性,尤其是在切深孔型中要保證腿高及腿部金屬量,切深孔型一般采用閉口式,以充分利用其特點使腿部得到加工。其他設計原則基本同工字鋼孔型設計一致。BD軋機孔型中可布置一個控制孔,也可不設。BD出來最終料型如圖4所示。
2.四輥萬能軋機軋制槽鋼孔型的特點
四輥萬能軋機軋制槽鋼的孔型設計同其他型鋼萬能孔型設計,即通過從成品軋機逆軋制順序進行推算,最后根據前后架次變形情況及壓下量等進行適當調整。
相對于H型鋼及工字鋼等對稱截面的萬能軋法而言,槽鋼的變形有所不同。由于少了兩側翼緣,軋件在變形過程中腿部金屬受腹板拉縮較大,金屬向腹板流動趨勢大,不利于腿的增長,因此在設計孔型時,在后期靠近成品孔型架次上應盡量保證腿和腹板的延伸比大于1。另外由于立輥與水平輥輥縫可調,對于槽鋼肩部的充滿度影響較大,在設計孔型及制訂壓下規(guī)程時必須充分考慮到上述因素。所以在設計萬能孔型時必須在肩部給予一定的金屬補償,即設計一個假帽儲存金屬,防止后期加工過程中肩部金屬充不滿造成塌肩現象,圖5為萬能粗軋孔型料型。

控制孔用來加工槽鋼腿高、肩部及腿端。腿高加工量一般取4~6mm,要保證腿端高度方向有壓下量,以便使腿端得到充分加工。控制孔中腹板的壓下量要小,腿端不給側壓以防止出耳子。
成品孔型設計不同于兩輥軋制,如圖6所示,由于立輥可以進行壓、放調整,所以腰高、腿厚可調整量大,只有上輥寬度W上和下輥輥緣寬度W下是相對固定的,所以在設計W上時應盡量保證軋機壓靠后腰高不超尺寸下限,同時根據要求軋制。負差情況綜合考慮適當進行選擇,下輥側壁斜度及圓角R按國標要求進行選取,下輥輥緣寬度W下結合腰高及腿厚進行選取,確保軋后成品滿足尺寸要求。
3.萬能連軋機組軋機布置形式
萬能軋機由兩側立輥及上、下水平輥構成孔型,屬于純開口式,軋制槽鋼時軋件在變形過程中腿端及肩部均屬于自由寬展,必須布置控制孔對軋件腿端及肩部進行充分加工,因此合理布置軋機形式十分重要。在實際軋制過程中連軋機組采用四架兩輥軋機布置控制孔型,其余七架均為四輥萬能開口式軋機,立輥全部采用平輥。其中連軋第一架布置為兩輥控制孔,以便對BD來料腿端及肩部進行加工,然后進入萬能軋機軋制,后面兩輥跟四輥萬能軋機適當交叉布置,以合理控制軋件腿端及肩部金屬。最后一架成品軋機采用萬能軋機,成品前采用兩輥控制孔,這樣能夠很好地加工軋件腿端及肩部,保證成品質量。


軋制槽鋼時的萬能連軋機組軋機具體布置形式如下: (BD)→H→U→U→H→U→U→H→U→U→H→Uf(萬能成品)(其中H代表兩輥軋機布置控制孔,U代表四輥萬能軋機)。
三、綜述
采用萬能連軋機組軋制槽鋼具有下列優(yōu)點:軋制比較穩(wěn)定,事故相對較少;連軋機組軋制槽鋼小時產量得到提高,C25等規(guī)格達到每小時200t以上;軋機負荷小,比較均勻,最大負荷不超過50%,兩輥軋機負荷在20%左右;軋件尺寸調整更加靈活,產品規(guī)格調整更加方便快捷。
在現有萬能軋機連軋機組生產線上進行槽鋼開發(fā)軋制,充分利用現有設備條件,根據槽鋼和H型鋼的特點適當共用部分導衛(wèi)件及軋輥,拓展了工藝件的共用范圍,軋輥利用率得到提高,減少了設備投入費用,提高了經濟效益。
[1]高真鳳.用萬能孔型軋制方坯和槽鋼 [J].國外鋼鐵,1996.
[2]李正平.20號槽鋼在600軋機萬能粗軋孔型中的軋制 [J].國外鋼鐵,1991.
