多線切割機砂漿控制系統研究
2010-05-11 04:21:24黨蘭煥賀敬良王學軍吳序堂
制造業自動化 2010年6期
黨蘭煥,賀敬良,王學軍,吳序堂
(1. 西南石油大學,成都 610500;2. 北京信息科技大學 機電工程學院,北京 100192;3. 西安交通大學 機械工程學院,西安 710049)
多線切割機砂漿控制系統研究
黨蘭煥1,賀敬良2,王學軍2,吳序堂3
(1. 西南石油大學,成都 610500;2. 北京信息科技大學 機電工程學院,北京 100192;3. 西安交通大學 機械工程學院,西安 710049)
0 引言
多線切割機是近年來發展非常迅速的一種高效率切割設備,在半導體行業得到廣泛應用,半導體單晶材料的加工很多采用多線切割機進行切割[1],近年來,超薄的太陽能硅片切割也大量采用多線切割機,它主要采用多圈繞制的金屬鋼線對被切材料進行批量切割加工,由于金屬鋼線直徑很小,普遍在0.08mm-0.16mm之間,當繞制在特殊加工的軸輥線槽上后,即可磨削切割厚度200um左右的硅片,最新技術的多線鋸甚至能切割厚度達120um的超薄硅片,由于切割線直徑很小,切割過程中材料的損耗也相應減小,切割效率高[2],切割的硅片表面粗糙度、TTV值、彎曲度、翹曲度等指標均好于其他方式加工的硅片,而切割晶片的幾何參數主要取決于多線切割機的工藝條件[3],因此,多線切割機在半導體及太陽能硅片的切割領域應用廣泛,隨著技術的日趨成熟,目前多線切割已成為太陽能硅片切割的主要切割手段[4]。多線切割機切割原理如圖1所示。

圖1 多線切割機切割原理
硅棒材料在緩慢下降的過程中,繞制在軸棍槽中的多圈金屬鋼線則進行高速單向或往復運動,帶動噴射在金屬鋼線上的砂漿對硅料進行持續磨削,從而將硅棒切割成多個硅片。在硅棒的切割過程中,砂漿的作用非常重要,砂漿必須要有足夠的切削能力,并且要保持一定的密度和黏度,而噴射到切割線上的砂漿還必須要有足夠的流量,在切割過程中,隨著切割線、砂漿和硅料之間持續的相對運動還會產生大量的熱,作為切削介質的砂漿必須帶走產生的熱量,以保持系統正常的工作溫度,否則,產生的熱量累積會逐步升高,從而使砂漿和硅料的溫度都逐步升高,這會對硅片切割質量產生嚴重影響,容易出現崩邊,表面損傷,形成缺陷[5,6],甚至造成斷線。因此,在硅片切割過程中,應根據硅料的切割狀態實時監控砂漿的密度、流量、溫度等數據,并根據監測數據實時控制砂漿流量。因此,研究多線切割機的砂漿控制系統,獲得穩定的砂漿流量對于硅片的切割過程是非常重要的。
1 砂漿控制系統構成
基于對太陽能硅片TTV值及表面粗糙度的要求,采用多線切割機對硅棒進行切割時要求砂漿流量的波動范圍保持在±2L/min,砂漿流量過大,會對切片形成沖擊,切割過程中會造成掉片,砂漿流量太小,將造成切削能力不足,切割溫度升高,從而影響硅片表面質量,切割時要求砂漿溫度波動范圍保持在±1℃以內,溫度波動過大,極易對切割狀態產生影響,甚至造成斷線,從而造成切割硅棒報廢。根據系統對砂漿溫度和流量的控制要求,砂漿控制單元的設計采用質量流量傳感器、砂漿泵、砂漿攪拌泵、砂漿噴射裝置及運動控制器構成,根據砂漿流量的控制要求,系統構成如圖2所示。
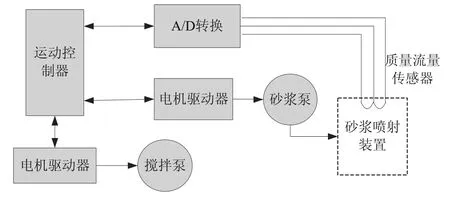
圖2 流量控制系統原理
攪拌泵可把磨削砂粒和切削油攪拌成一定密度的砂漿漿液,使砂粒和切削油充分混合,砂漿泵用于將攪拌均勻的砂漿抽取到砂漿噴射管中,并以一定的流量噴射到切割線上,用于對硅棒的高速切割,由于流量大小對硅片的切割非常重要,因此設置質量流量傳感器實時監測砂漿流量,并通過運動控制器動態調整砂漿泵轉速,使砂漿流量根據設置值變化。
2 砂漿控制方法分析及實現
根據系統對砂漿流量和溫度的控制要求,采用較為容易實現的ON-OFF方式進行控制,首先對砂漿流量控制系統進行試驗,設定好砂漿流量,并設定流量波動范圍為-2L/min—2L/min,砂漿流量從零開始上升,通過流量傳感器檢測砂漿流量變化,如果流量的波動大于設定值+2L/min,則控制系統會通過減小砂漿泵轉速來提高砂漿流量,如果流量的波動小于設定值-2L/min,則控制系統會通過增加砂漿泵轉速來提高砂漿流量。通過實驗發現,此控制方式簡單易行,但控制精度較差,由于砂漿溫度并不能迅速增加,控制上有滯后,這樣往往會使控制目標超差,試驗中監測溫度數據如圖3所示。
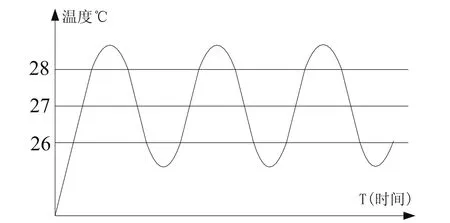
圖3 溫度ON-OFF控制圖
由試驗可知,采用ON-OFF控制方式達不到控制精度的要求,擬采用PID控制方法,以提高控制精度。根據PID算法的輸出量公式如下:

式中,U為輸出量,P值是比例帶(PB);I值為積分時間(Ti);D值為微分時間(Td)。比例帶PB控制輸出量的大小,是控制砂漿流量精度的基礎因素,而e = PV(現在值)– SV(設定值),當目前砂漿流量等于設定流量時,e值即為零,此時P控制中即無輸出量,P無輸出量是無法將砂漿流量一直保持在設定值的,此時便需利用I控制來執行補償的動作。因此,當激活I量控制時,公式中1/Ti*1/PB∫edt也隨之運算,式中可知Ti是位于算式中分母的位置,所以當Ti值愈小時,所算得的積分量愈大;反之,Ti值愈大,則計算的積分量則愈小。而當系統砂漿流量產生變化時,將激活D量控制。在系統中,當砂漿流量快速的下降時,此時U(輸出量)=P量+I量+D量。相反,系統中砂漿流量快速上升時,此時U(輸出量)=P量+I量-D量,因此D量是用來控制流量急劇變化時,輸出的快速反應以減少和設定值的誤差。D量值是由公式中TD*1/Pb de/dt 計算取得,因此當D值愈大時,反應的速度愈快;反之,D值愈小,反應速度愈慢。
根據PID控制方法分別對砂漿流量進行控制,設置好砂漿流量和溫度,試驗中實時監測流量和溫度,由于砂漿流量上升慢,采用PID控制能較好地控制砂漿流量的變化,但砂漿流量在開始控制中出現超調現象,檢測的流量數據如圖4所示。
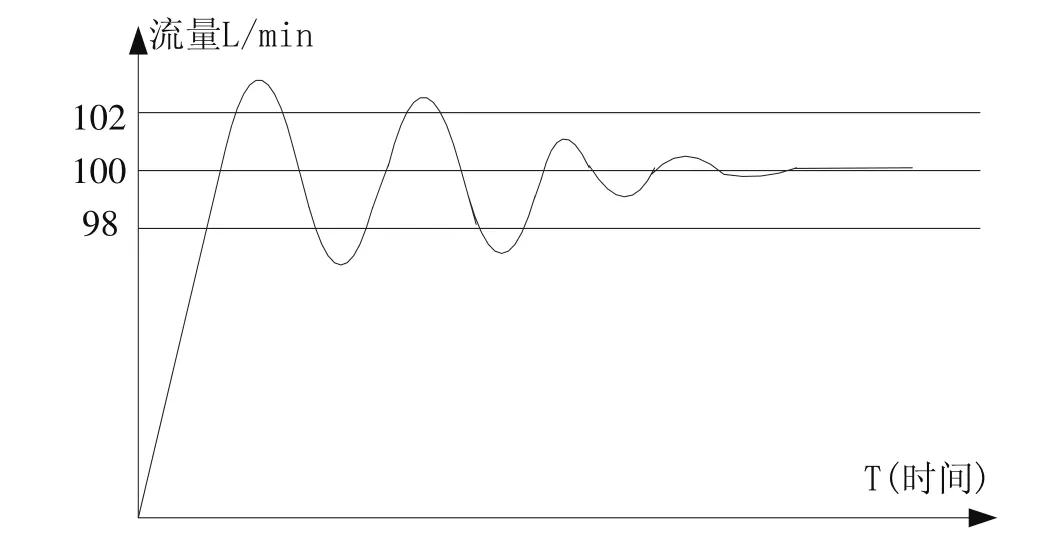
圖4 砂漿流量PID控制圖
分析發現,由于砂漿流量在開機后上升慢,監測流量低,必需提高砂漿泵轉速以增加流量,轉速提高使得流量迅速增大,從而造成流量過高,而形成上下振蕩。實際上,P值調整的太小,則將會產生流量增加過高而造成上下振蕩的情形,若將P值調整的太大,則流量應答速度慢,不易達到設定的流量值,需要I值和D值調整。通過反復多次調整PID參數,砂漿流量的波動最終能很好地控制在±2L/min以內,而且流量在長時間運行中也非常恒定。
3 流量控制方法驗證和討論
采用調整好的PID參數控制砂漿系統進行兩根單晶材料的切割試驗,由于太陽能硅棒材料是準方形,切成的硅片四角為圓弧形,通過實際切割試驗發現恒定的砂漿流量并不適應硅片的切割,尤其在切至末端時,硅片極易被砂漿沖掉,造成切割的成片率降低,硅片破損嚴重,太陽能單晶硅片外形是準方形,厚度在180-200um之間,如圖5所示。
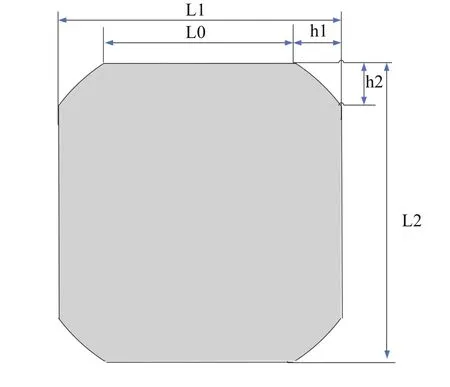
圖5 太陽能硅片外形圖
硅片的準方形是通過圓形硅棒切斷、切方后磨削而成的,成型的準方形硅棒在切割時要粘接在玻璃托板上,當被切割至硅棒末端時,硅片輪廓變小,砂漿沖擊在硅片斜面上,流速會對硅片造成很大沖擊,造成部分硅片掉落、破損,必須根據硅片外形變化實時調整砂漿流量。因此,采用砂漿變流量的控制方式應該能解決這一問題,即根據硅片外形尺寸變化實時調整砂漿流量,使砂漿流量即相對恒定,又隨著硅片外形的變化而變化。另外,切削速度對晶片崩碎坑的影響較大[7],必須進行變速進給控制,通過控制硅棒進給速度的變化和砂漿流量的變化,減小砂漿在切割末端時的沖擊,增加硅片表面質量,并減少崩邊和破損。對于125mm規格的硅片,上圖中L1=L2=125mm,h1=h2=20mm,由于圓弧部分直徑為150mm,當L1變化至L0的過程中,其圓弧部分變化較小,砂漿對這部分變化量造成的影響較小,可將此部分圓弧變化視為直線,假設硅棒進給時在L0處速度為V0,進給至L1處時速度為V1,則硅片寬度在圓弧部分的長度L變化為:
采用125mm規格的硅片進行試驗,檢測硅片初始寬度L0值為85mm,實驗中設置硅片進給初速度V0為0.25mm/min,V1設置為0.3mm/min,隨著進給時間Δt的變化,硅片寬度L值將最終增加到125mm,設置砂漿流量在90-110L/min之間變化,切割過程中實時檢測硅片長度變化,而流量變化的控制方式與進給速度的控制相同,多次試驗發現當切割2根硅棒時,砂漿流量從120L/min變化到85L/min時,砂漿溫升很低,最大約為29.5℃左右,硅片的成片率也大大增加,在未進行變速進給和變流量控制前,切割后硅片掉片約在20-30片左右,改進控制后每次切割掉片小于2片,通過檢測清洗后的硅片,由于采用變速進給方式,硅片的邊緣破損和表面質量均有很大提高,完全達到太陽能硅片的指標要求,硅棒切割后的硅片如圖6所示。
4 結論
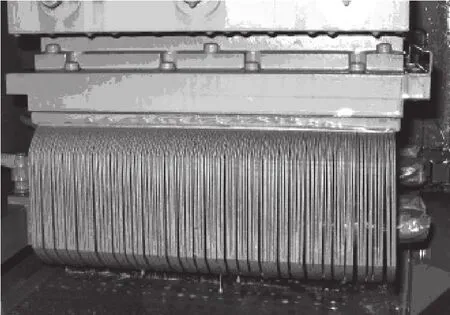
圖6 切割后的硅片外形圖
本文通過試驗分析介紹了多線切割機在硅片切割中砂漿流量的控制方法和控制方案,并通過試驗進行了改進和完善,該方法通過多次切割試驗證明可行,而且所切硅片具有很好的切割質量,各項指標均達到工藝要求,解決了多線切割機中砂漿控制對切割硅片的影響,在對156mm規格的硅片試切中也取得了很好的效果。
[1]林健.多線切割工藝中晶片翹曲度的檢測[J].半導體技術.2009,(4):318-319.
[2]戴瑜興,湯睿,張義兵,蔣近.數控多線切割機術及發展趨勢[J].電子工業專用設備,2007,11:1-4.
[3]寧培桓,周建偉,劉玉玲,等.Si單晶片切削液掛線性能的研究[J].半導體技術,2008,(11):981-984.
[4]富揚,劉兆濱,宋恩軍,等.硬脆性材料切割切削液的組成和發展[J].半導體技術,2008,(4):292-295.
[5]TONSHOFF H K,SCHMIEDEN W V,INASAKII I.Abrasive machining of silicon[J].Annual of the CIRP,1990,39(2):621-630.
[6]BISMAYER U,BRINKSMEIER E,GUTTLER B,et al. Measurement of subsurface damage in silicon wafers[J].Precision Engineering,1994,16(2):139-143.
[7]方素平,小森雅晴,趙宇,等.半導體芯片切割加工品質的評價方法[J].半導體技術,2008,(4):300-303.
Multi-wire saw cutting slurry control system research
DANG Lan-huan1, HE Jing-liang2, WANG Xue-jun2, WU Xu-tang3
多線切割機是近年來發展非常迅速的一種高效率切割設備,在半導體領域應用廣泛,它通過驅動多圈繞制的金屬鋼線高速旋轉,帶動噴射在金屬鋼線上的砂漿對硅材料進行磨削切割,在多線切割機對硅片的切割過程中,砂漿必須保持一定的流量和溫度,才能對硅料進行持續高效的切割,砂漿流量的變化會影響切割效率和切割質量,切割過程會產生熱量,砂漿在循環過程中必須帶走產生的熱量,否則熱量在砂漿中聚積,對硅片切割會產生不利甚至斷線。研究了多線切割機砂漿控制系統,對硅片切割中砂漿流量控制方法進行研究,通過實驗驗證通過該砂漿控制系統能得到的穩定的流量,砂漿流量波動很小,很好地提高了硅片切割質量及切割成片率,工藝線使用效果良好。
多線切割機;砂漿流量;PID控制
黨蘭煥(1971-),女,高級工程師,博士生,研究方向為機械設計理論與方法。
TN305.5
A
1009-0134(2010)06-0068-04
10.3969/j.issn.1009-0134.2010.06.23
2009-08-21