冷軋機油霧凈化系統的設計及應用
2010-06-11 08:42:34任鳳萍
中國設備工程 2010年7期
任鳳萍
(山東鋼鐵萊鋼集團有限公司,山東 萊蕪 271105)
在冷軋帶鋼生產軋制過程中所產生的油霧量大且濃度高。它所造成的環境污染會嚴重影響操作工人的健康,因此必須對油霧進行高效處理,以達到排放標準。
一、油霧的形成
冷軋帶材在軋制生產中,必須對軋輥及輥縫噴射乳化液,以保證帶材的質量。乳化液在冷卻軋輥及軋件的同時,自身溫度迅速升高,可產生以下三類油霧: (1) 由乳化液沖擊產生的霧狀乳化液,顆粒范圍為20~30μm,占油霧量的96%以上,不含固體粉塵; (2) 附著在帶鋼表面上的油膜在帶鋼余溫100℃的加熱下,將有一部分霧化,其顆粒直徑小于10μm; (3) 循環乳化液的溫度控制在50~55℃, 在它噴射到軋機時,也會產生少量的氣溶膠氣體,顆粒范圍為0.01~5μm,占油霧總量的很少一部分。另外,抽風機在抽取油霧的同時,也將區域內的部分小油滴一同抽走,所以被收集的油霧中油含量很高。經實測,油霧溫度為60~80℃, 濃度150~250mg/m3。
二、油霧的凈化
油霧中的油主要有兩種分布形式:以微粒子狀均布在空氣中;另一種是以油滴狀離散分布在空氣中。在油霧凈化系統中,油霧通過濾網時粘附在濾絲網上,逐漸凝結成大油滴,然后在重力作用下,回流到廢油收集槽。萊鋼冷軋2#軋機油霧凈化系統的工藝流程如圖1所示。在過濾網內凝結成大油滴,通過排污管進入廢油池,由污油泵提升至廢水處理站集中處理后回用,經過凈化后的干凈空氣經風機排至室外;冷凝的乳化液經過管路收集槽進入廢油池,為后序處理降低了負荷。
三、主要處理單元設計及運行參數

圖1 油霧凈化系統工藝流程示意圖
1.軋機集霧罩
軋機集霧罩采用全封閉設計,提高了排霧系統的排霧效果,集霧罩排出油霧的濃度平均為100~300mg/m3,溫度30~50℃。
2.排風管路
排風管路在進入油霧過濾器之前設計有廢油收集槽,油霧經集霧罩收集進入排風管路后,油霧溫度有所降低,部分油霧液化形成大油滴,先行收集在廢油收集槽,尤其是在冬季使油霧內油的濃度可降低20%,有效降低了油霧凈化器的處理負荷。
3.防火閥
排風管路上設計采用氣動防火閥,質量可靠,且防火閥與排風機、軋機操作系統及CO2滅火系統聯鎖。火災發生時,管路溫度超過70℃時,防火閥自動關閉,并發出報警信號,同時發出控制信號使排風機及軋機停止運行,并啟動CO2滅火系統進行滅火,提高了系統的安全性。
4.油霧凈化器
油霧凈化器采取三級機械過濾技術,科學的組合,模塊化的布置。油霧廢氣進入過濾器后,先進入10μm級的過濾裝置,此級過濾的油霧量最大,然后進入5μm級的過濾裝置,之后進入3μm級的油霧過濾裝置。經過這三級過濾后,油霧的收集效率達95%以上。過濾網采用多層松散的波浪狀不銹鋼絲與玻璃絲的混編絲網,當油霧氣流通過絲網填層時,通過吸附、擴散、凝聚及過濾等過程,使油霧顆粒逐漸由小變大形成油滴,在重力作用下沿絲網滴入收集槽匯集回收。隨著使用時間的增加,為了清除濾網上沉積的油霧及灰塵,設備在各級過濾裝置上設置蒸汽清洗系統,由PLC控制多個電磁閥通過時間(30天) 或差壓(空負荷運行時風阻+500Pa) 清洗優先選擇的模式,控制清洗周期,用蒸汽對過濾層進行逐塊清洗,提高了系統的凈化效果。同時,油霧凈化器過濾網采用U型抽屜式可拆卸立體結構布置,分粗過濾和細過濾,可定期抽出人工清洗,維護管理方便。
油霧過濾器處理風量180 000m3/h,過濾流速1.97m/s,凈化效率≥95%,機組阻力500~650Pa,過濾單元數量20個,處理后的含油濃度≤10mg/m3。
5.廢油收集槽
廢油收集槽內按通風機的全壓設計有U型油封,如圖2所示。在系統運行前將油封灌滿油,避免從油霧凈化器收集的廢油經油封又以高速(由油霧凈化器的前后壓差形成)噴至出風段,并隨排風排到大氣中,導致整個凈化系統完全失去作用。
6.煙囪
對照 《大氣污染物綜合排放標準》 (GB16297-96) 的要求,任何一個排氣筒必須同時滿足最高允許排放濃度和最高允許排放速率兩項指標要求,其高度還應高出周圍200m半徑范圍內的建筑5m以上,根據以上三點要求校核排氣筒高度30m可以滿足環保的各項要求。
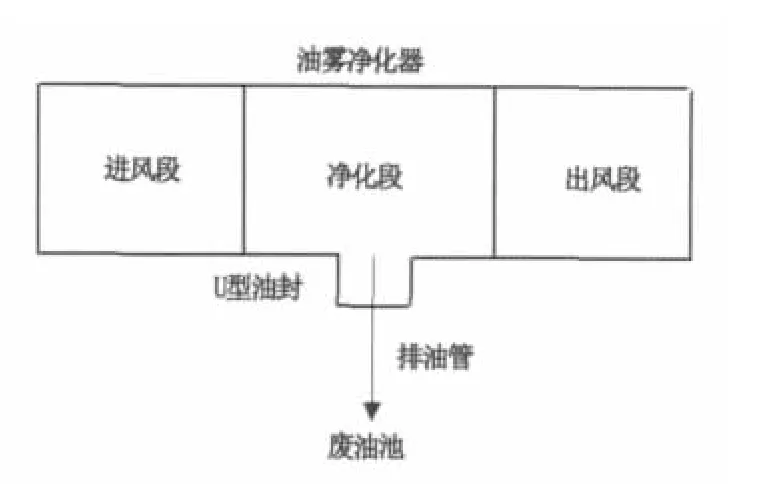
圖2 油霧凈化系統U型油封示意圖
四、運行效果
軋機油霧廢氣經油霧凈化器凈化后,優于《大氣污染物綜合排放標準》 (GB16297-96) 一級標準中的有關規定,排放速率為26.5kg/h,排放氣體含油濃度平均為8mg/m3。處理后的廢油統一回收,2009年共回收廢油88t,年創效益17.6萬元。參考文獻:
[1]肖翠萍,李永剛.軋制油霧治理技術發展概況 [J].有色金屬加工, 2005 (6).
[2]高金林.軋機油霧收集過濾系統的改進 [J].軋鋼,2003(1).
