利用PLC對組合機(jī)床進(jìn)行改造
2010-06-11 08:42:36吳海燕
中國設(shè)備工程 2010年7期
吳海燕
(威海職業(yè)學(xué)院,山東 威海 264210)
組合機(jī)床原有的控制電路為繼電器、接觸器控制,其觸點多、線路復(fù)雜、故障率高。用PLC改造后,故障率大為降低,提高了利用率。
一、設(shè)計思路及實施
(1) 原有機(jī)床的加工工藝步驟保持不變。
(2) 原有的電氣系統(tǒng)的操作方式不變。
(3) 在改造過程中,機(jī)床原有的按鈕、行程開關(guān)、控制變壓器、交流接觸器及熱繼電器等繼續(xù)使用,總停按鈕SB6繼續(xù)使用常閉觸頭。
(4) 將原有的繼電器控制線路改為由PLC來實現(xiàn),型號為FP1-C40。
組合機(jī)床有單機(jī)控制、雙機(jī)控制和多機(jī)控制。加工工位有四個:鉆孔、擴(kuò)孔、鉸孔、裝卸工具。
這里只分析單機(jī)控制一道工序PLC控制的改造與調(diào)試過程。其工作過程如圖1所示。動力頭由原位快進(jìn),當(dāng)鉆頭接近工件時由快進(jìn)轉(zhuǎn)為工進(jìn),當(dāng)鉆孔達(dá)到要求深度時由工進(jìn)轉(zhuǎn)為快退,當(dāng)動力頭退回原位停止。
M1主軸電動機(jī)、M2液壓泵電動機(jī)、M3冷卻泵電動機(jī)分別由交流接觸器KM1、KM2、KM3控制。主電路電壓為380V,由電網(wǎng)提供;三臺電動機(jī)控制用的交流接觸器,繼續(xù)使用原來的,其控制電壓為220V,仍然用原有的控制變壓器提供;電磁閥的直流控制電壓為24V,由原來的整流電路提供,PLC中也有24V輸出,考慮到PLC的輸出功率,所以不采用。
主電路部分不做改動,控制電路原理由梯形圖體現(xiàn),如圖2所示,控制電路接線如圖3所示。
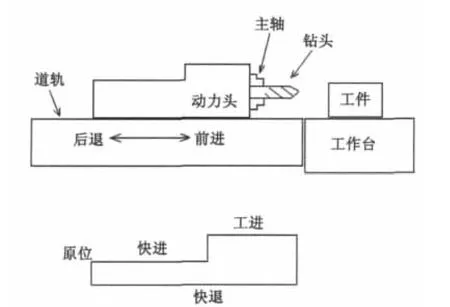
圖1 機(jī)床結(jié)構(gòu)和加工示意圖
二、調(diào)試過程
1.主電路調(diào)試
原電路要求M1、M2電動機(jī)同時啟動工作。由復(fù)合開關(guān)SA3、SA4可控制M1與M2單獨啟動、停止 (機(jī)床調(diào)試用);M3電動機(jī)在動力頭工進(jìn)時自動啟動,也可以由按鈕SB2單獨控制。
按動電動機(jī)啟動按鈕SB1輸入繼電器X11得電動作,輸出繼電器YB、YC得電動作,交流接觸器KM1、KM2得電動作,M1、M2電動機(jī)啟動。停止時,按動按鈕SB6,輸入繼電器X16斷電,輸出繼電器YB、YC斷電,KM1、KM2同時斷電,M1、M2電機(jī)停止。
2.液壓回轉(zhuǎn)工作臺調(diào)試
(1) 回轉(zhuǎn)工作臺轉(zhuǎn)位過程:回轉(zhuǎn)工作臺轉(zhuǎn)位過程為自鎖銷脫開及回轉(zhuǎn)臺抬起、回轉(zhuǎn)臺回轉(zhuǎn)及緩沖、回轉(zhuǎn)臺反靠、回轉(zhuǎn)臺夾緊。
(2) 調(diào)試過程:M1、M2電動啟動后,動力頭在原位,SQ1被壓合,輸入繼電器X1得電,按下回轉(zhuǎn)臺啟動按鈕SB3,輸入繼電器X13得電動作,輸出繼電器Y4得電動作,電磁鐵YA4得電動作(電磁鐵控制相應(yīng)的電磁閥動作,控制相應(yīng)油路的通、斷),自鎖銷脫開,回轉(zhuǎn)臺抬起。
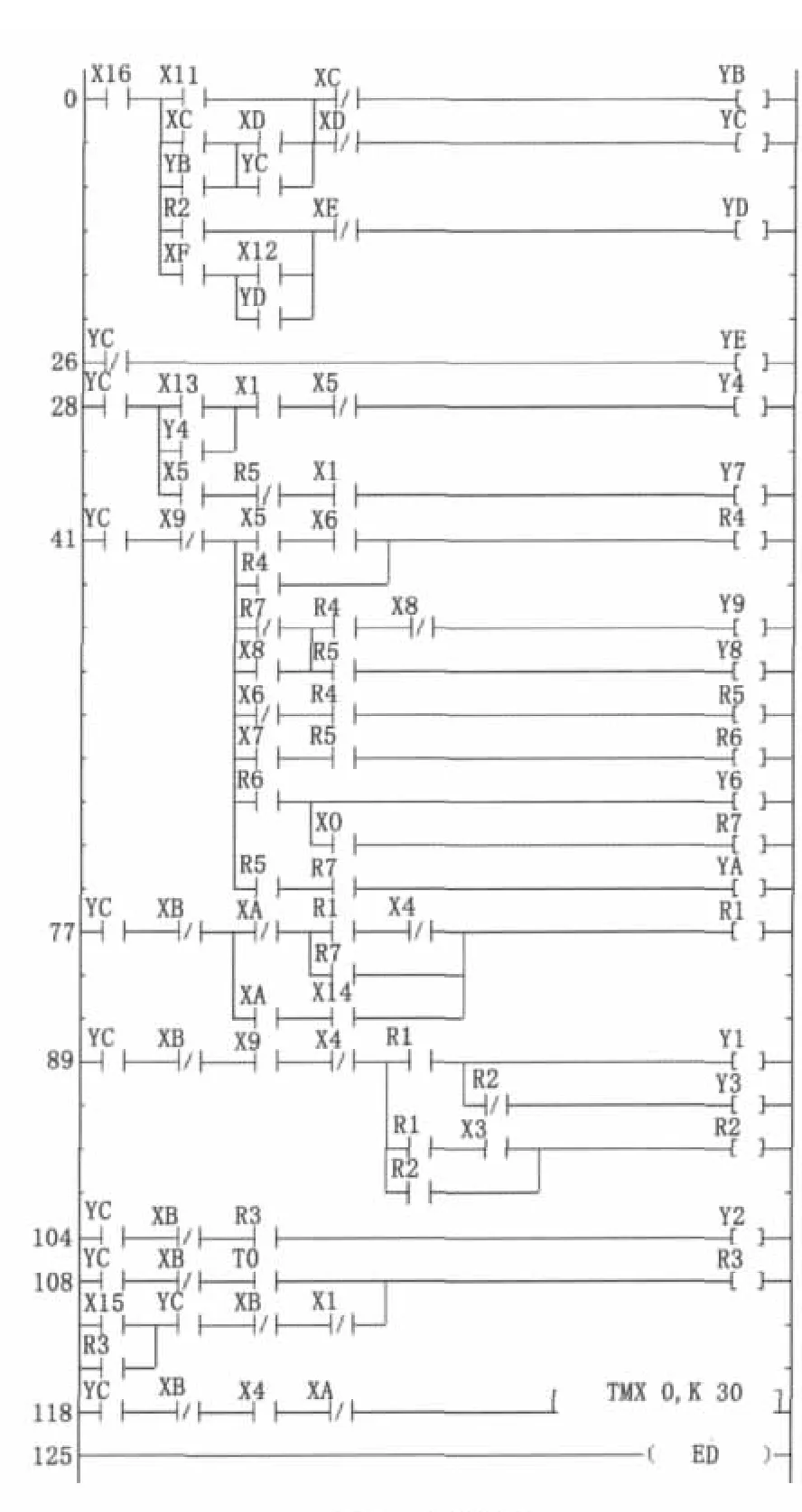
圖2 梯形圖
回轉(zhuǎn)臺抬起后,壓動行程開關(guān)SQ5,輸入繼電器X5得電,輸出繼電器Y7得電動作,電磁鐵YA7通電、回轉(zhuǎn)臺回轉(zhuǎn)。
回轉(zhuǎn)臺轉(zhuǎn)到接近定位點時,壓合行程開關(guān)SQ6,輸入繼電器X6得電動作,輸出繼電器Y9得電動作,電磁鐵YA9通電動作、工作臺低速回轉(zhuǎn)(緩沖動作),回轉(zhuǎn)臺繼續(xù)低速回轉(zhuǎn),SQ6復(fù)位,輸入繼電器X6斷電,使輸出繼電器Y7斷電、電磁鐵YA7斷電,同時輸出繼電器Y8得電、電磁鐵YA8通電動作,工作臺反靠。
回轉(zhuǎn)臺反向靠緊后壓合行程開關(guān)SQ7,輸入繼電器X7得電動作,輸出繼電器Y6得電,電磁閥YA6得電動作,將工作臺夾緊,同時頂起自鎖銷。回轉(zhuǎn)臺夾緊壓力達(dá)到一定值后,壓力繼電器SP1動作,輸入繼電器X0得電動作,輸出繼電器Y8、Y9同時斷電,電磁閥YA8、YA9斷電,同時輸出繼電器YA得電,電磁鐵YA10通電,使離合器脫開。
離合器脫開時壓合行程開關(guān)SQ8,輸入繼電器X8得電,輸出繼電器Y8得電,電磁鐵YA8得電,使活塞復(fù)位。
活塞復(fù)位后,壓動行程開關(guān)SQ9,輸入繼電器X9得電,以上所有繼電器均斷電,電磁鐵YA10斷電,離合器重新結(jié)合以備下次循環(huán)。
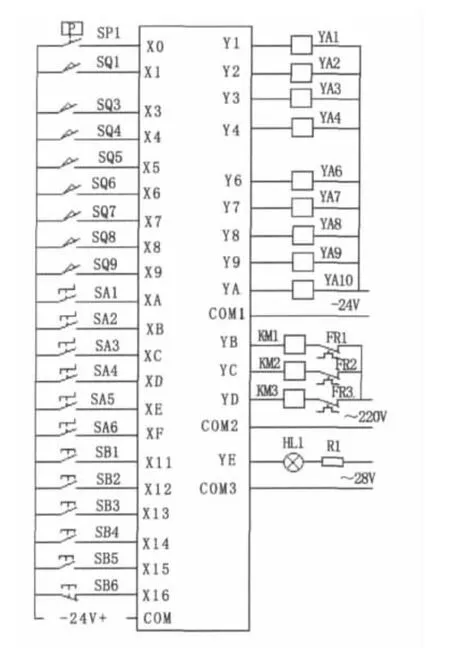
圖3 PLC輸入、輸出接線圖
3.動力頭的調(diào)試
(1) 動力頭的自動工作循環(huán)。動力頭的快進(jìn)、動力頭的工進(jìn)、延時停留、快速退回原位。
(2) 調(diào)試過程。當(dāng)回轉(zhuǎn)工作臺夾緊,液壓回轉(zhuǎn)臺的回轉(zhuǎn)油缸活塞返回原位后,行程開關(guān)SQ9被壓合,輸入繼電器X9得電,輸出繼電器Y1、Y3同時得電,電磁鐵YA1、YA3也同時得電,動力頭快速前進(jìn)。
當(dāng)動力頭快進(jìn)壓動行程開關(guān)SQ3,輸入繼電器X3得電,輸出繼電器Y3斷電,電磁鐵YA3斷電,動力頭轉(zhuǎn)為工作進(jìn)給。
當(dāng)動力頭工進(jìn)到達(dá)終點時,壓動行程開關(guān)SQ4,輸入繼電器X4得電,輸出繼電器Y1斷電,電磁鐵YA1失電,動力頭停止前進(jìn),同時時間繼電器得電,并延時停留。經(jīng)一定時間后,輸出繼電器Y2得電,電磁鐵YA2得電動作,控制油缸,使動力頭快速退回。
當(dāng)動力頭退回原位后,壓動行程開關(guān)SQ1,輸入繼電器X1得電,輸出繼電器Y2斷電,電磁鐵YA2斷電,動力頭停止。
動力頭退回原位后,壓動行程開關(guān)SQ1也為回轉(zhuǎn)工作臺的回轉(zhuǎn)進(jìn)入下一道工序做好準(zhǔn)備。
猜你喜歡
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
電子制作(2018年12期)2018-08-01 00:47:44
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學(xué)一年級版(2016年28期)2017-06-03 00:28:49
中國核電(2017年1期)2017-05-17 06:10:11
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
