LR1200鋼軌閃光對接焊機電流變送器的研制
2010-06-20 09:46:26吳元良上海鐵路局科學技術研究所
上海鐵道增刊 2010年4期
吳元良 上海鐵路局科學技術研究所
電流變送器分為直流電流變送器和交流電流變送器兩種。交流電流變送器是一種能將被測交流電流轉換成按線性比例輸出直流電壓或者直流電流的儀器。它可直接與PLC、計算機、自動記錄儀等等配套使用組成各種自動化電氣監控設備,是實現電控設備自動化不可缺少的儀器之一。
1 簡介
LR1200鋼軌閃光對接焊機的自動焊接程序是以焊接電流作為控制焊機前進速度的依據。電控柜中被測焊接電流經過1 500/5的電流互感器輸出0 A~5 A的交流信號。如果要被系統中PLC采集就必須經過電流變送器的轉換,轉換后輸出4 mA~20 mA(DC)。電流變送器轉換時間的快慢直接影響到焊機的焊接質量。因為在焊接過程中,焊接電流是瞬息萬變的。如果焊機前進速度變大,則焊縫間距變窄,回路阻抗變小,焊接電流變大,當超過設定值時,經過反饋信號,減小焊機前進速度;反之如果焊縫的熱熔金屬飛濺出去,焊縫間距變大,電流變小,當小于設定值,則要減慢焊機前進速度。這個過程大部分是隨機的,焊機自動焊接程序就是要很快測定焊接電流的有效值,跟上過程的變化,才能保證焊機質量。現在市場上普通電流變送器的轉換時間都在300 ms以上,而焊機對電流變送器轉換時間的要求在100 ms以內,遠不能滿足焊機的要求。此外,由于焊機正常工作時,交流電的信號波形為非正弦波,如果要正確描述鋼軌焊接燒化過程中所使用的功率,普通平均響應的電流表不能客觀的反應出電流與功率的關系,要使用真有效值電流表示法才行。因此必須設計一種轉換速度快,并且能夠正確測量波形真有效值的電流變送器,才能滿足整個焊機系統的需要。
2 工作原理
電流變送器主要由I/V轉換、真有效值轉換、以及V/I轉換三個電路組成。其電路圖如圖1所示:
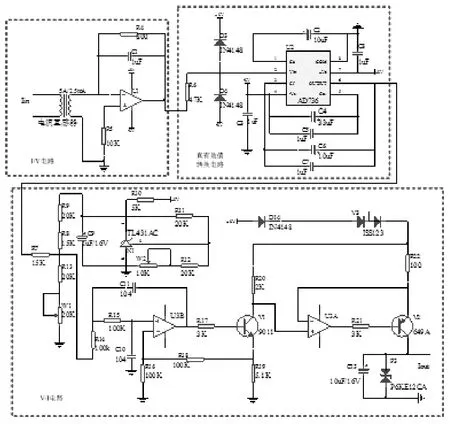
圖1 電流變送器電路圖
2.1 I/V轉換電路
I/V轉換電路的主要作用是將輸入的0A~5A交流電流信號轉變為0V~2V的交流電壓信號,并且有著隔離輸入信號的作用。這個環節主要由電流互感器,運算放大器和一些阻容件組成。
電流互感器的輸入端接入一個被測的0 A~5 A交流電流信號,其輸出端接著低輸入阻抗運放負載,輸出0mA~2.5mA的交流電流信號。記電流互感器輸出端的電流為Iu1in,則運放輸出電壓為Vu1out=-Iu1inR4,R4的取值是800Ω,輸出的電壓值范圍在 0~2V。
2.2 真有效值轉換電路
交流信號的真有效值用公式可以表示為 。隨著集成電路的迅速發展,近年來出現了各種真有效值AC/DC轉換器。在LR1200鋼軌閃光對接焊機的電流變送器中,采用了美國AD公司的AD736芯片作為真有效值轉換器。
AD736是經過激光修正的單片精密真有效值AC/DC轉換器。其主要特點是準確度高,靈敏性好,測量速度快,適用波形廣,頻率特性好,輸入阻抗高,輸出阻抗低,電源范圍寬,功耗低。用它來測量正弦波的電信號綜合誤差不超過 ±0.3%。AD736的邏輯圖和引腳排列如圖2所示。
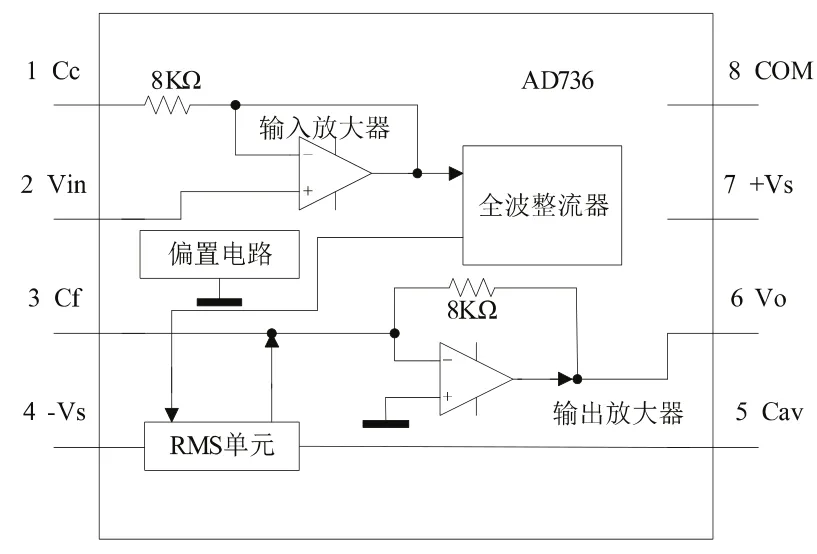
圖2 AD736的內部框圖
它主要由輸入放大器,全波整流器,真有效值單元,偏置電路,輸出放大器等組成。芯片2號引腳Vin為被測信號的輸入端,工作時,被測信號電壓加到輸入放大器的同相輸入端,而輸出電壓經全波整流后送到真有效值單元并將其轉換成代表真有效值的直流電壓,然后再通過輸出放大器的Vo端輸出。偏置電路的作用是為芯片內部各單元電路提供合適的偏置電壓。
系統中采用雙電源供電的電路,如圖1所示:電路中+Vs與COM之間、-Vs與COM之間都并聯了一個0.1uF的電容,作用是降低電源高頻內阻。隔直電容C2是讓芯片選擇AC方式。電阻R6為限流電阻。D3和D4是雙向限幅二極管,起到過壓保護的作用。電容C4是平均電容,用以進行平均值計算,其大小直接影響到測量精度,電容值取大,其精度會升高,但是響應速度也會變慢,因此其取值要適當。經過試驗證明,當C4取值為33uF時,電流變送器轉換時間在50ms左右,精確度優于0.5%,滿足焊機的要求。反饋電容C6起到濾波作用,減小輸出紋波,使輸出更平穩。C5和C7為薄膜電容器,它的作用是彌補電解電容高頻特性的不足,其容量可取0.1uf~2.2uf。
2.3 V/I轉換電路
如圖1所示,由真有效值轉換電路輸出的信號經過由U3B等元器件組成的二階低通濾波器,過濾掉紋波,使輸出的直流信號更純。該直流信號經V1進行放大,由R20輸出信號,再經由U3A,R22和V2組成的恒流源電路輸出4mA~20mA直流電流信號。
偏置電路中W1為增益調整電位器,W2為零點調整電位器。
3 在LR1200鋼軌閃光對接焊機中的應用
焊接電流是自動焊接程序的主要參考依據,它必須通過電流變送器的轉換才能被PLC采集處理。只有轉換速度在100ms以內,并且能夠實現真有效值轉換的電流變送器才能滿足焊機的要求。以往使用市面上的電流變送器,其轉換時間一般在300ms以上,焊接時焊接記錄曲線稀疏,不能有效保障焊接質量。現在針對LR1200鋼軌閃光對接焊機設計的專用電流變送器,不僅能夠轉換電流的真有效值,而且經過測試其轉換時間在50ms左右,精度優于0.5%,滿足焊機的要求。實際應用也證明該電流變送器在LR1200鋼軌閃光對接焊機中的工作情況良好,能有效的保證鋼軌焊接質量。
圖3和圖4對比了使用焊機專用電流變送器的焊接曲線與使用普通電流變送器焊接曲線的情況。從曲線圖上可以看出,使用了焊機專用的電流變送器之后,由于其轉換速度比普通的電流變送器快,因此它的電流曲線密度要比使用普通電流變送器的大,證明了該電流變送器在LR1200鋼軌閃光對接焊機上的良好應用。
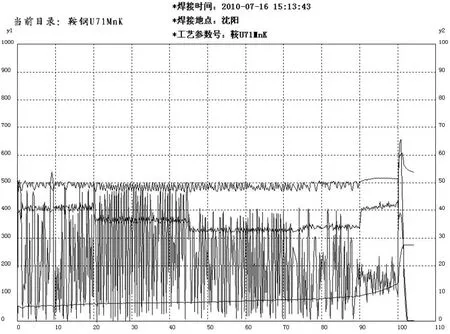
圖3 使用普通電流變送器焊接曲線
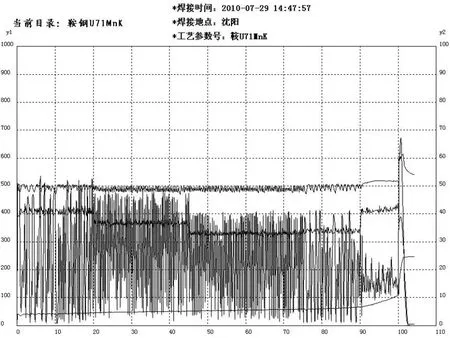
圖4 使用焊機專用電流變送器焊接曲線
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
今日農業(2021年14期)2021-10-14 08:35:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
海峽姐妹(2020年8期)2020-08-25 09:30:18
中國生殖健康(2019年3期)2019-02-01 06:12:26
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
人民中國(日文版)(2015年10期)2015-04-16 03:53:58
人民中國(日文版)(2015年9期)2015-03-20 15:08:12
