無軸傳動技術(shù)在柔印機上的實現(xiàn)與研究
2010-07-09 11:29:32續(xù)明進郭慶云
制造業(yè)自動化 2010年2期
續(xù)明進,郭慶云,常 瑞
(北京印刷學院,北京 102600)
0 引言
無軸傳動技術(shù)也稱為直接驅(qū)動技術(shù),就是用多個單獨的伺服電機取代傳統(tǒng)的機械傳動鏈,伺服驅(qū)動器之間依靠高速現(xiàn)場總線進行數(shù)據(jù)傳輸,通過程序保證各驅(qū)動軸嚴格同步。本文給出了多機組的柔印機通過改造,機組的印刷部、裁單張部、送收紙張力控制部分采用了無軸傳動,解決了印刷產(chǎn)品重復長度受齒輪節(jié)距限制、印刷過程中的張力控制、縱向套準等問題,提高了印刷效率、保證了印刷質(zhì)量。
1 柔印機改造前狀況
本文所改造備為窄幅機組式柔印機,其結(jié)構(gòu)主要包括給紙部、四個印刷部、裁單張部與復卷部。其驅(qū)動輥是通過主傳動齒輪鏈傳動的,驅(qū)動輥的直徑小于傳動齒輪的節(jié)圓直徑,即其表面線速度低于印版滾筒。最高印刷速度為200m/min,最大紙張寬度為482mm,最大開卷直徑為1200mm;主馬達額定功率為18.5KW、復卷變頻電動機額定功率為2.5KW。為消除機械長軸對印刷速度和精度造成的影響,提高套準的穩(wěn)定性與系統(tǒng)的快速響應性能,減少傳動部件的維護工作與材料的損耗,采用無軸傳動技術(shù)對該柔印機進行改造。
2 無軸傳動系統(tǒng)配置
2.1 傳動數(shù)值估算與電機選型
根據(jù)系統(tǒng)傳動與控制需要,對設(shè)備的驅(qū)動共采用8臺伺服電機實現(xiàn),即8個電子軸。其中4個印刷機組各1臺,送紙部與收紙部各1臺,裁切部刀輥及底輥各1臺。
根據(jù)柔印機各部分的機械結(jié)構(gòu)與傳動要求,利用運行速度、歸算力矩和歸算慣量來計算該軸峰值力矩、均方根力矩和運行速度,進而進行電動機的選擇。在估算時,按最佳變速比公式計算各軸的變速比和慣量比,來構(gòu)成伺服驅(qū)動系統(tǒng)。其負載能獲得最大的加速度,在慣量不變的情況下傳遞的力矩最大,以保證系統(tǒng)能實現(xiàn)最優(yōu)化的功率傳輸。
式中,i為齒輪的變比;JL為電動機的慣量;JM為負載的慣量。
在傳動比確定后,選擇齒輪輻作為減速裝置,綜合考慮傳動傳動裝置的效率,以確認執(zhí)行電機和傳動裝置的參數(shù)。通過核算后,確認柔印機無軸傳動改造電機選型如表1所示。
2.2 控制系統(tǒng)設(shè)計
機組式柔版印刷機電氣控制系統(tǒng)由SYNAX200無軸控制系統(tǒng)、電氣檢測元件(如光電檢測開關(guān)、張力檢測輥)、電氣執(zhí)行元件(如伺服電動機或電磁閥)、電氣操作及顯示裝置(按鈕或觸摸屏)四部分組成。通過三種總線結(jié)構(gòu)將上述四部分有機地聯(lián)系起來,構(gòu)成整機的電氣硬件系統(tǒng)。在電氣操作裝置上進行操作,電氣控制裝置綜合操作指令以及電氣檢測元件反饋回來的機械運動部件或紙張狀態(tài)的信息,進行數(shù)據(jù)運算或邏輯判斷,并將其結(jié)果發(fā)送給電氣執(zhí)行元件進行各種印刷功能的控制;或者將檢測及執(zhí)行結(jié)果發(fā)送給電氣顯示裝置進行相應的顯示。系統(tǒng)框圖如圖1所示。
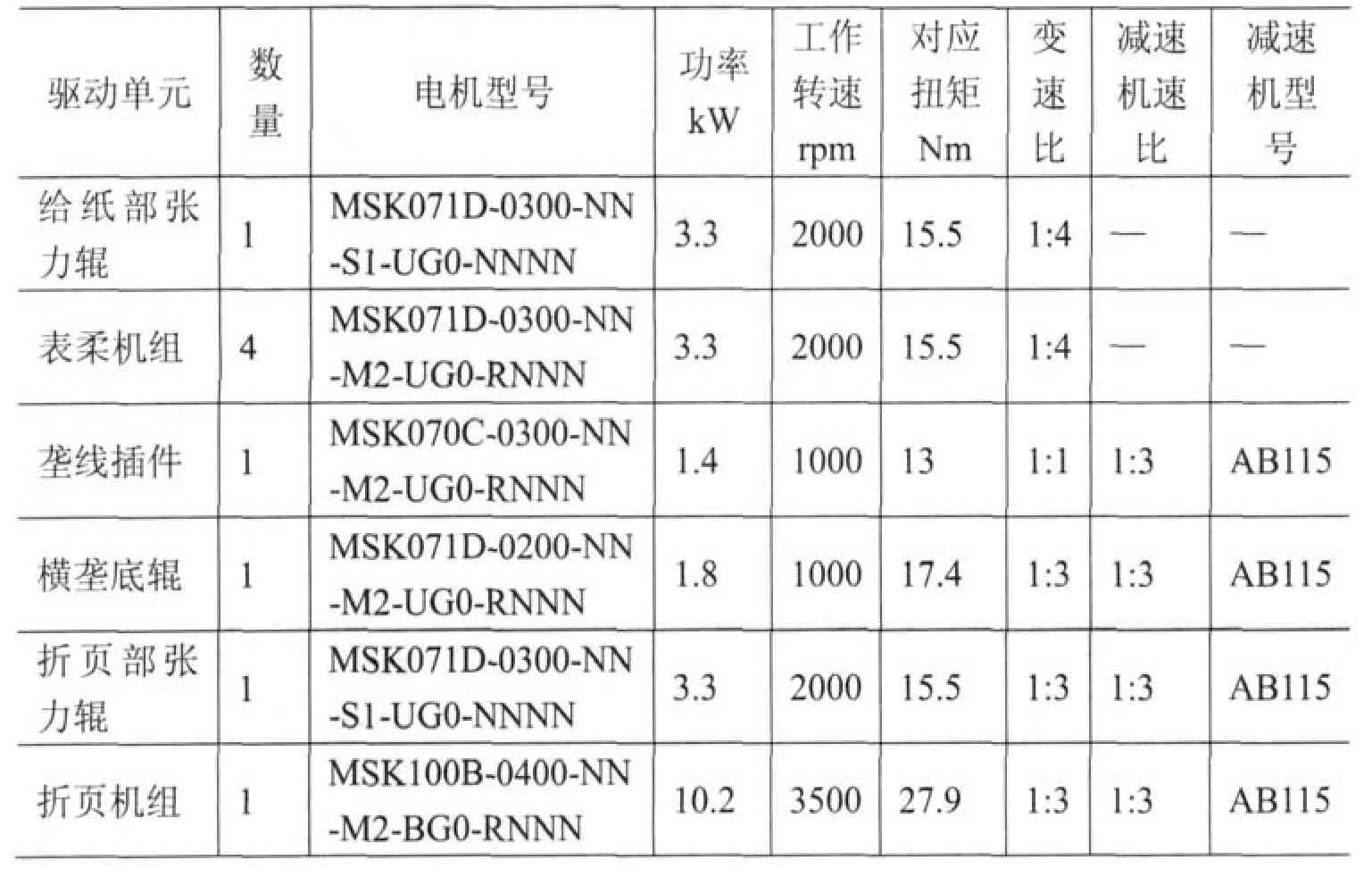
表1 柔印機無軸傳動改造電機選型列表
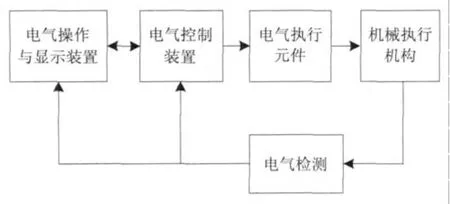
圖1 電氣控制系統(tǒng)原理框圖
電氣控制系統(tǒng)采用力士樂公司的無軸運動控制器(PPC-R)為控制核心。PPC集成了運動控制和PLC邏輯控制功能,每個PPC可控制40個電子軸,允許有2個主軸(實軸或虛擬主軸)。PPC利用光纖與8個伺服驅(qū)動器連接在一起,采用SERCOS總線形成交互通信環(huán)路。通過SERCOS系統(tǒng)環(huán)路,每個單元的驅(qū)動器自動跟蹤來自虛擬主軸的輸入信號和來自電機軸上的絕對值編碼器的位置信號,通過系統(tǒng)的高速運算完成高精度的位置測量和控制,以保證各個印刷單元的同步進行。
電氣操作、執(zhí)行、顯示等作為PLC的I/O點與PPC相連。為方便系統(tǒng)配置,PLC的I/O點分為本地與遠程兩種。給紙部、第一與二機組的信號進入遠程I/O模塊,通過PROFIBUS現(xiàn)場總線與PLC(PPC-R)通訊,其他信號通過本地I/O進入PLC ;在運行過程中PPC進行信號收集、數(shù)據(jù)處理、邏輯運算,通過本地I/O模塊及遠程I/O模塊,控制各執(zhí)行元件動作,比如氣閥、繼電器、斷路器等。
工控機作為上位機,通過以太網(wǎng)與PPC-R相連,利用組態(tài)軟件WINSTUDIO構(gòu)造HMI(人機界面),由工控機的觸摸屏,對設(shè)備進行相應操作控制、狀態(tài)監(jiān)控、報警顯示等。通過觸摸屏可以進行主機速度、調(diào)版步長、送紙與收紙導率等參數(shù)設(shè)定,人機交互友好。
3 系統(tǒng)主要功能的實現(xiàn)
3.1 人機界面設(shè)定
根據(jù)對印刷工藝的需求分析,進行了系統(tǒng)的人機界面設(shè)計。主程序采用多頁菜單方式來實現(xiàn),主控界面如圖2。
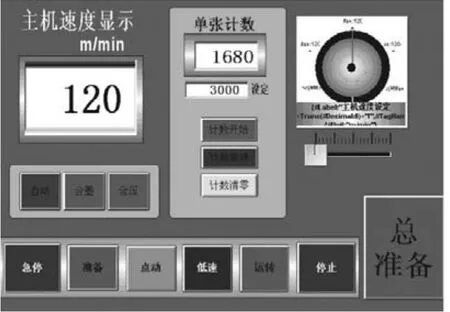
圖2 主控操作界面
主控菜單主要實現(xiàn)印刷速度設(shè)定與顯示、運轉(zhuǎn)控制、合墨輥/合版輥操作模式,以及進行裁單張計數(shù)。參數(shù)設(shè)定菜單主要實現(xiàn)印品規(guī)格、印刷速度、給出紙部張力(導率)、調(diào)版步長的設(shè)定。數(shù)據(jù)顯示菜單主要是實時顯示各軸的實際位置、轉(zhuǎn)速、扭矩。故障診斷菜單實現(xiàn)各伺服電機、各墨輥電機、各個機組的故障診斷與故障信息記錄。
3.2 印刷過程中的張力控制
在卷筒紙印刷過程中,紙帶必需保持一定的張力,以便控制紙帶的運動,并保持紙帶在印刷過程中的張力大小恒定不變。
從紙卷到送紙輥段的張力控制,采用紙卷制動、浮動輥加傳感器輥的張力閉環(huán)控制實現(xiàn),通過控制和調(diào)整紙帶卷出張力,把紙帶張力波動控制在印刷允許的范圍內(nèi),消除紙帶內(nèi)應力,減少紙帶變形。
送紙輥與收紙輥為伺服驅(qū)動的主動輥,以控制紙帶送入與送出印刷部的速度。根據(jù)虛擬主軸的轉(zhuǎn)速信號,實現(xiàn)二者與主印刷軸的速度同步。根據(jù)張力控制需要,送紙輥的線速度要比印刷滾筒的線速度低一些,目的是把紙帶拉緊,使得從紙卷到送紙輥區(qū)段的張力波動很難通過送紙輥,以保證印刷部的紙帶平坦且張力也很穩(wěn)定;收紙輥的線速度應比印刷滾筒的線速度大一些,以保持一定的張力。送紙輥與收紙輥的速度調(diào)整通過人機界面的導率設(shè)定來實現(xiàn),調(diào)整范圍為0.1%~1.0%。
在印刷過程中紙帶的張力調(diào)速整以印刷機組需要為基準,紙帶在通過兩個過紙輥之間時,可通過改變?nèi)魏我欢说闹鲃虞伒木€速度,不改變紙帶的張力。
復卷采用比例張力控制方式,系統(tǒng)產(chǎn)生兩個信號,一個與線速度成正比,來自虛擬主軸,另一個與加速度成比例,由控制系統(tǒng)計算得出;根據(jù)預定的張力初始值和張力變化比例,通過PID算法,驅(qū)動變頻調(diào)速電動機,自動逐漸減小復卷張力。
3.3 印刷過程中的縱向套印控制與裁切位置控制
印刷過程中的縱向套印控制,通過設(shè)定HMI的周向調(diào)節(jié)數(shù)值,控制伺服電機進行調(diào)節(jié)。調(diào)版的步長從0.01mm至1.0mm分為若干檔,由機組上的正向反向調(diào)節(jié)按鈕控制,每按一次,版輥正向或反向調(diào)節(jié)一次定。橫向(即軸向)調(diào)節(jié)采用手動調(diào)節(jié)方式實現(xiàn)。為保證裁切位置的準確,裁切部刀輥及底輥的伺服驅(qū)動與主印刷速度(主軸速度)之間采用位置同步模式。
4 設(shè)備的實際應用
設(shè)備采用無軸傳動技術(shù)改造后,對系統(tǒng)進行了主傳動與電氣控制試驗,以及整機試驗;在不同的印刷速度下,進行了印刷品套準精度與裁單張誤差測試,其測試數(shù)據(jù)如表2所示。經(jīng)過試運行,表明系統(tǒng)運行穩(wěn)定。
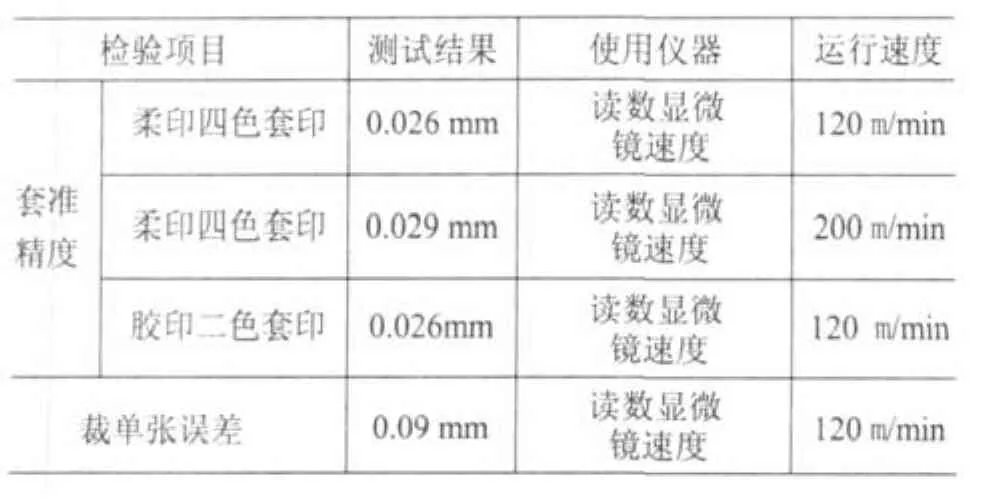
表2 印刷品套準精度與裁單張誤差測試數(shù)據(jù)表
采用無軸傳動技術(shù)的機組式柔版印刷機,裝版后輸入印版滾筒的印版滾筒周長,通過PPC控制,使印版滾筒和網(wǎng)紋輥達到預印刷、預套準位置,更換柔性版滾筒和網(wǎng)紋輥變得簡單快捷,壓縮了印刷準備時間,也比原有方式節(jié)省了原材料。無軸傳動取消了機械傳動的大部分齒輪和傳動軸,減化了結(jié)構(gòu),從根本上解決了由于齒輪精度、安裝和齒輪側(cè)隙等誤差累積及磨損引起的傳動不平穩(wěn),以及由此引起的套印不準、齒輪條痕等問題。
5 結(jié)論
利用無軸傳動技術(shù)進行改造的多機組柔印機,其傳動與電氣控制系統(tǒng)實現(xiàn)了傳動中的張力控制、運動同步控制、凸輪定位控制等模式;基于SYNAX200為核心的控制系統(tǒng),采用多種工業(yè)現(xiàn)場總線,通過系統(tǒng)仿真工程環(huán)境、優(yōu)化的界面,實現(xiàn)了對多色組、裁單張、收放卷等柔性印刷的功能,系統(tǒng)運行可靠,達到了對設(shè)備進行無軸傳動控制改造的任務。
[1] 陳文革.柔印基礎(chǔ)知識[M].北京:印刷工業(yè)出版社,2008.
[2] 張莉松.伺服系統(tǒng)原理與設(shè)計[M].北京:北京理工大學出版社,2006.
[3] 齊福斌.卷筒紙膠印機[M].北京:印刷工業(yè)出版社,2006.
[4] 葉金虎.現(xiàn)代無刷直流永磁電動機的原理和設(shè)計[M].北京:科學出版社,2007.
