基于宏程序的非圓曲面數(shù)控車削編程
2010-07-10 07:01:16李增平何世松
制造業(yè)自動化 2010年6期
張 華,李增平 ,何世松
(1.南昌大學 機電工程學院,南昌 330000;2.江西交通職業(yè)技術學院 機電工程系,南昌 330000)
0 引言
數(shù)控系統(tǒng)一般只能進行直線和圓弧的插補運算,一旦待加工的零件表面存在諸如拋物線、雙曲線、橢圓線和漸開線等非圓曲線時,就只能采取自動編程或宏程序編程等方式解決了。
非圓曲面類零件的數(shù)控程序編制較難,加工質量難保證,成為了影響生產進度的主導制約因素。回轉體零件中存在的非圓曲面,若能用數(shù)學方程式表達,則可利用數(shù)控系統(tǒng)提供的使用變量編程的功能,以解決由于采用擬合法加工非圓曲線所帶來的復雜計算問題,并能有效控制形狀與尺寸誤差。
1 用戶宏程序
隨著數(shù)控加工技術的發(fā)展,數(shù)控車床在加工零件的過程中,除了提供一般的準備功能、輔助功能指令和調用子程序指令以外,還出現(xiàn)了允許使用變量并可以進行算術與邏輯運算、循環(huán)及轉移等功能。這種類加工程序剛好解決了上述問題,使零件的加工質量大大提高。對于不同的數(shù)控系統(tǒng)其采用的編程方法有所不同,比如西門子SINUMERIK系統(tǒng)采用R參數(shù)編程,F(xiàn)AGOR系統(tǒng)采用計算機高級語言編程,而FANUC系統(tǒng)采用宏程序編程等等。在FANUC數(shù)控系統(tǒng)中提供了兩類用戶宏程序,即A類和B類。FANUC 0系列采用A類型用戶宏程序,而FANUC 0i系列則采用B類型的用戶宏程序。這里以FANUC 0i數(shù)控系統(tǒng)的B類宏程序為例,說明宏程序在拋物面加工中的應用。
1.1 變量
與普通程序相比,用戶宏程序中是使用變量來代替常量進行編程的,并且還可以使用宏指令對變量進行賦值、運算等處理。變量的表示方式在宏程序中有規(guī)定,要求以“#”及后面的變量號組成,如#100等。變量號也可以用表達式指定,但表達式必須用中括號封閉起來,如#[#22+100]等。
其中變量分為四種類型,即空變量、局部變量、公共變量和系統(tǒng)變量。其變量號和功能如表1所示。

表1 變量號及其功能
1.2 變量的運算和控制指令
1.2.1 變量的運算
用戶宏程序中,變量可以進行算術運算和邏輯運算。比如賦值、算術運算、函數(shù)計算、邏輯運算與各種進制的轉換等。
1.2.2 控制指令
控制指令主要是控制用戶宏程序主體的程序流程。根據(jù)控制方式不同分為條件轉移和非條件轉移兩類。其中條件轉移根據(jù)條件不同又分為3類,即IF[<條件式>] GOTO n(n為順序號)、WHILE[<條件式>] DO m(m為順序號)……END m和IF[<條件式>] THEN。
1)條件轉移語法規(guī)則
(1)IF[<條件式>] GOTO n(n為順序號)
如果<條件式>成立,從順序號為n的程序段以下開始執(zhí)行;如果<條件式>不成立,則執(zhí)行下一個程序段。
(2)WHILE[<條件式>] DO m(m為順序號)
……END m
當<條件式>成立,從DO m的程序段到END m的程序段重復執(zhí)行;如果<條件式>不成立,則從m的下一個程序段執(zhí)行。其中DO和END后面的號是指定程序執(zhí)行范圍的標號,標號為1、2、3,若用其他的值會發(fā)生P/S報警。
(3)IF[<條件式>] THEN
如果[<條件式>]滿足,執(zhí)行預先決定的宏程序語句,并只執(zhí)行一個宏程序語句。
2)無條件轉移語法規(guī)則為:GOTO n。
2 宏程序編程思想
在用戶宏程序中,由于可以使用變量來代替具體數(shù)值,因而在加工同一類零件時,如能有一個通用宏程序,用戶只需將實際加工零件的值賦予變量即可,而不需要對每一個零件都編一個程序,這樣可以極大地提高工作效率。下面以非圓曲面的回轉體類零件中拋物面為例來說明如何建立這樣的一個宏程序。假設一個加工通用拋物面的宏程序,拋物線的開口距離為V,拋物線方程為X2=-2PZ,如圖1所示。

圖1 拋物線曲線類零件示意圖
車削此回轉體零件時,假設工件坐標原點在拋物線頂點上,采用直線逼近法,即在X向分段,以0.2~0.5mm為一個步距,并把X作為自變量,Z作為X的函數(shù)。為了編制一個可以適用于加工不同的拋物線、不同起始點和不同步距的零件,在宏程序中只用變量,而不用具體數(shù)據(jù)。使用時在主程序中調出該宏程序的用戶宏指令段內為上述變量賦值,用戶就可以加工出不同拋物線、不同起始點和不同步距的拋物面回轉體零件,從而大大提高了編程效率和零件的加工生產效率。
根據(jù)上述工藝分析,可編制出用戶宏程序的流程圖,如圖2所示。

圖2 宏程序編制流程圖
3 非圓曲面零件的宏程序應用舉例
零件圖如圖3所示:毛坯直徑為Φ40mm,總長為102mm,材料為45#鋼棒料。該零件的編程難點主要在右端拋物線這里,因此我們只分析拋物線的數(shù)控加工程序編制。
采用公共變量#101作為X軸變量,#100作為Z軸變量,加工拋物面時,拋物線方程原點與工件零點重合。粗加工刀具路徑如圖4所示。這種加工方法避免使用G73指令產生的“空切”現(xiàn)象,提高了生產效率。
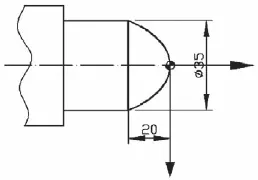
圖3 零件圖
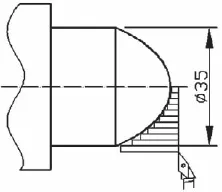
圖4 粗加工拋物面部分的走刀路徑
根據(jù)圖3,經(jīng)計算后求得拋物線方程為X2=-15.31Z。該零件的拋物面部分數(shù)控加工程序如下:
O0001;
……
#101=17.5;#101為X軸變量,置初始值17.5
#102=1.5;#102X方向步距值變量,設為1.5
#103=0;
WHILE[#101GT#103]DO1;
#101=#101-#102;X方向減去一個步距
IF[#101LT#103]THEN#101=#103;
#104=[#101*#101/15.31];
G01 Z2.0 F1;
G42 X[2*#101] F0.12;
G01 Z[-#104+0.5];留0.5mm精加工余量
G40 U1.0;
END1;
……
這里只給出了粗加工的部分程序,精加工程序簡單易編,在此省略。在實際加工前,可應用數(shù)控加工仿真軟件對上述粗加工程序進行驗證,以確保程序正確無誤。
4 結論
借助數(shù)控系統(tǒng)提供的宏程序功能編制拋物面回轉體零件的數(shù)控加工程序,使非圓曲面的數(shù)控車削加工零件的表面質量得到提高,加工誤差大大減小,從而產品合格率得到極大提升。使用宏程序編程之后,可以在編程中用變量代替具體的數(shù)值,這樣加工同一類工件時,只需將實際數(shù)值賦值給變量即可,而不必對每一個零件編程,因而可極大地提高數(shù)控編程與加工效率。
[1] 穆瑞.應用宏程序高速車削梯形螺紋[J].機床與液壓,2009(12):248-249,230.
[2] 仲軍勇.宏程序及其在橢圓編程加工中的應用[J].CAD/CAM與制造業(yè)信息化,2009(11):90-92.
[3] 何世松,賈穎蓮.基于Pro/E的模具數(shù)控加工的研究與應用[J].煤礦機械,2008(6):97-98.
[4] 韓鴻鸞.數(shù)控車削工藝與編程一體化教程[M].北京:高等教育出版社,2009,174-176.
[5] 徐巍,王宇晗.FANUC和SIEMENS的宏程序處理非圓曲線的編譯實例[J].組合機床與自動化加工技術,2008(9):72-74.
猜你喜歡
語數(shù)外學習·高中版上旬(2024年18期)2024-02-20 00:00:00
中學生數(shù)理化(高中版.高二數(shù)學)(2022年1期)2022-04-26 13:59:56
中學生數(shù)理化·中考版(2021年10期)2021-11-22 07:26:38
中學生數(shù)理化·中考版(2019年10期)2019-11-25 09:39:04
中學生數(shù)理化·中考版(2017年10期)2017-04-23 06:29:38
中學生數(shù)理化(高中版.高二數(shù)學)(2017年1期)2017-04-16 05:33:44
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
創(chuàng)業(yè)家(2015年10期)2015-02-27 07:55:08