開放式數控系統在高頻群脈沖電解加工機床中的應用研究
2010-07-10 06:51:36張之敬
制造業自動化 2010年6期
關鍵詞:程序
王 強 ,張之敬,殷 亮
(北京理工大學 機械與車輛學院, 北京 100081)
0 引言
高頻群脈沖電解加工具有高效低成本、可加工材料范圍廣、工件表面無應力殘留、無熱變形等優點。根據陰極頭設計的不同,可加工圓孔、方孔以及其它異形孔類特征,可用于引信、武器彈藥等系統上薄片類微小型結構件異形特征的精密加工。
現有的封閉式數控系統大多面向金屬切削機床設計,其操作界面、工藝參數、數控指令等都按照車削、銑削等加工方法開發,而對于電解加工等特種加工,尚無可直接可應用的數控系統。近些年來,開放式數控系統以其良好的硬件開放性、優秀的軟件可定制性以及更少的開發成本和更短的開發周期,使其在各種專機的數控系統開發中得到廣泛應用[1,2]。在幾種不同開放式數控系統中,尤其以“NC 嵌入PC”式開放式數控系統技術最為成熟、應用最多[3~5]。
本文采用Delta Tau公司的PMAC2-PCI LITE與EVOC的IPC810H工業控制計算機組成“NC 嵌入PC”開放式數控系統,以Window為上位操作系統,以Visual Basic6.0為開發工具,實現了對HFGPECM-Ⅱ型高頻群脈沖電解加工機床的控制。
1 控制功能分析
高頻群脈沖電解加工機床,由機床本體、超高頻群脈沖電源、電氣控制柜以及電解液泵和電解液槽等附屬設備構成。其中,超高頻群脈沖電源產生用于加工的超高頻群脈沖電流;電氣控制柜是機床控制系統的硬件載體,用于整個電解加工機床的運動控制操作;電解液泵和電解液槽組成循環式供液過濾系統,為電解加工提供加工介質。
機床本體為三軸加工機床,其中Z軸為加工進給軸,重復定位精度為6μm,要求既可在空行程時高速進給(進給速度mm/sec),又可低速高精度加工進給(mm/sec);XY 兩軸為平臺定位軸,用于對被夾持工件對準陰極頭,重復定位精度10μm。
2 控制硬件構架
“NC嵌入PC ”的開放式數控系統,采用多軸運動控制器作為嵌入式NC部件,通過計算機插槽或其他通信接口與控制計算機相連,組成上下位機的硬件結構。本文采用PMAC2-PCI LITE為NC部件(下位機)。
上位機采用EVOC的IPC810H工業控制計算機。上位機與下位機以PCI插槽作為硬件接口。下位機與機床的連接,采用不同功能的接口卡完成。ACC-8S是專為伺服電機和步進電機設計的兩軸接口卡,可輸出“脈沖+方向”控制信號,接入回零、正負限位等I/O信號,它通過50Pin扁平電纜與PMAC的JMACH端口相連。安川伺服驅動器和步進電機驅動器的控制信號、編碼器的反饋信號以及行程限位開關觸點可直接接入ACC-8S。ACC-34AA是一塊通用I/O接口卡,它通過26Pin電纜與PMAC的JTHW端口相連,倍率波段開關、報警復位、急停開關輔助觸點、電源柜短路保護報警信號等機床I/O信號均接入ACC-34AA,并在PMAC中通過M變量訪問。控制系統硬件結構如圖 1所示。
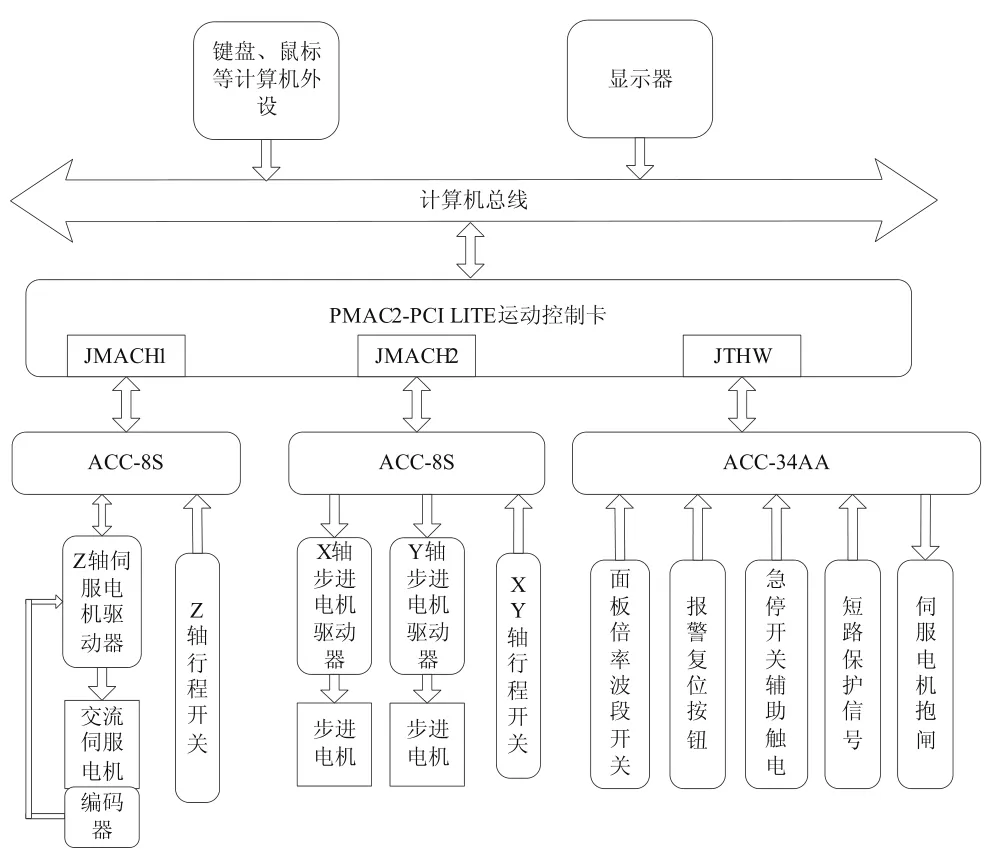
圖 1 電解加工機床控制系統硬件結構圖
3 軟件設計
3.1 軟件構架
“NC嵌入PC”式開放式數控系統要求上下位機之間保持良好的通信,才能滿足控制系統的要求。因上位機一般采用較為高級且完善的用戶操作系統(Windows或Linux等),故多采用上位機訪問下位機的方式進行通信,采用上下位聯合編程的方法,實現系統的控制功能,其中,下位機上運行運動程序和PLC程序,上位機上運行人機界面,用于機床狀態顯示、與操作者的交互操作以及工藝數據的管理和存儲等非實時任務,如圖 2所示。
3.2 機床PLC程序編制
PLC程序是一類特殊的程序,一旦系統啟動,它將按照硬件PLC的模式,往復循環地執行,并根據編制的代碼對不同的條件進行響應[7]。在電解加工機床控制系統中,PLC程序的主要功能包括:初始化PLC運行序列,I/O響應,暫停、急停與報警清除響應,回零。如表 1所示。

圖 2 電解加工機床軟件構架
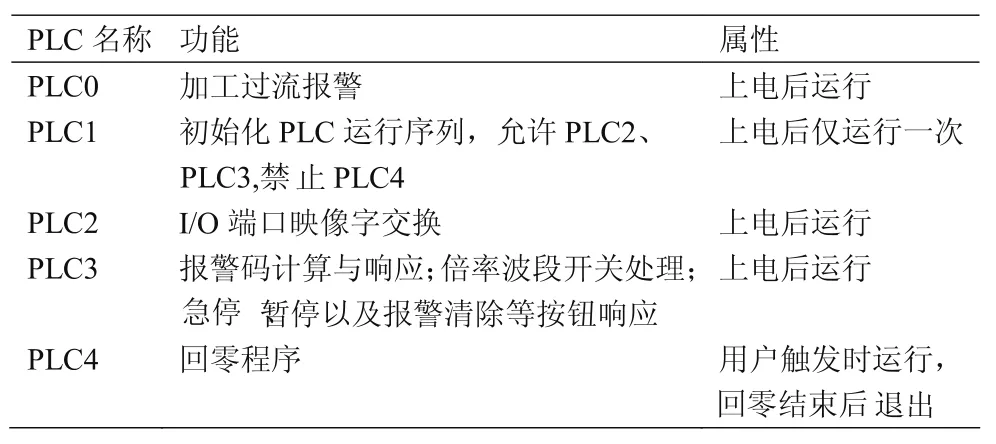
表1 電解加工機床PLC功能列表
3.3 I/O讀寫
I/O變量的讀取和寫入是機床數控系統的基本功能,也是編制PLC程序的前提。在進行I/O讀取操作中,PMAC采用M變量訪問I/O口[8]。TWS變量是一種專用于讀寫ACC-34系列接口卡中數據的M變量,它直接指向I/O口寄存器。但TWS變量是全32位字(full 32-bit word)變量,以串行方式進行數據傳輸,讀出和寫入任何一個I/O口都要刷新整個TWS變量,且該類型變量不能被運動程序和前臺PLC程序直接訪問。為了避免PMAC執行耗時的TWS字分解/合并任務,同時使任意類型的程序都能訪問獨立的I/O口,采用定點M變量作為映射字間接訪問I/O口,并以后臺PLC程序交換映射字與TWS變量的數據。具體方法如下(分號后面表示注釋):
對于輸入口,設置如下變量:
M99->TWS:1;定義M99變量指向TWS:1
M100->D:$770;定義M100變量指向48位定點寄存器
M101->Y:$770,0;定義M101變量指向$770寄存器低位內存的第0位
M102->Y:$770,1;定義M102變量指向$770寄存器低位內存的第1位
……
M124->Y:$770,23;定義M124變量指向$770寄存器低位內存的第23位
M125->X:$770,0;定義M125變量指向$770寄存器高位內存的第1位
同理,對于輸出口:
M199->TWS:6;定義M99變量指向TWS:6
M200->D:$771;定義M200變量指向48位定點寄存器
M201->Y:$771,0;定義M125變量指向$770寄存器高位內存的第1位
以PLC2交換映射字與TWS變量的數據,使映射字與TWS變量保持同步,即不斷地將輸入口TWS變量拷貝到輸入口映射字M100中,使M100完全反映輸入口狀態;將輸出口映射字M200拷貝到輸出口TWS變量中,是輸出口按M200的值改變狀態。PLC2內容如下:
OPEN PLC2;打開PLC程序
CLEAR;清空緩沖區
M100=M99;將輸入口映射字內容拷貝到輸入口TWS變量中
M199=M200;將輸出口TWS變量內容拷貝到輸出口映射字中
CLOSE
3.4 回零功能
由于機械結構緊湊,機床Z軸沒有安裝機械零點行程開關,故在回零時采用機床Z軸上限位兼做機械零點使用,并將采用“回零偏置”變量Ix26將零點向下偏置以脫離限位行程開關。PMAC本身提供了回零在線指令home,但由于機床機械減速比很大,而回零偏置變量Ix26的上限為8388607個脈沖,超過該值將產生溢出,該數值不足以使限位擋塊完全脫離限位行程開關,故編制了PLC4實現回零功能,當回零指令使機床Z軸到達Ix26設定的最大值后,采用Jog指令使Z軸繼續向下運動,使Z軸上限位形成開關脫離限位擋塊并將當前位置設為零點。
3.5 振動進給功能
振動進給功能是電解加工機床的一種加工進給方式,陰極頭按照用戶設定的振幅和進給速度做往復運動靠近和脫離被加工零件,每次往復運動進給一定步距。文獻[9]采用小長度曲柄滑塊機構,以機械的方式實現振動進給。在HFGPECM-Ⅱ型電解加工機床中,交流伺服電機具有優異的動態加減速性能和較高的位置運動控制精度,采用軟件控制的方法,不但可以充分發揮機床本身的運動性能,還可以讓用戶根據不同材料、不同電流、不同電解液成分采用不同的工藝參數,靈活修改振幅、進給速度和進給步距,獲得更好的加工效果。采用上下位混合編程的方法,以循環方式編寫運動程序(Program程序),下載并保存在PMAC中,上位界面調用和觸發該運動程序實現振動進給功能。流程圖如圖 3所示。
4 結論
本文采用“NC嵌入PC”開放式構架,以PMAC運動控制卡與工業控制計算機組建了高頻群脈沖電解加工機床數控系統,并開發了相應的應用軟件。功能強大的下位運動控制卡保證了數控系統控制精度,上位計算機上成熟的操作系統和開發工具使用戶操作界面友好、系統穩定性好。兩者結合縮短了系統開發周期、降低了開發成本,成功應用于HFGPECM-Ⅱ型高頻群脈沖電解加工機床上,并進行了相關的測試,用戶反映良好。

圖 3 振動進給程序流程圖
[1] 郇極,尹旭峰.基于數字伺服現場總線技術的開放式數控系統[J].中國機械工,1999(10):1132-1134.
[2] 戴曉華,王文,王威,秦興,陳子辰.開放式數控系統研究綜述[J].組合機床與自動化加工技術,2000(11):5-7.
[3] 李淑萍,崔延.基于PMAC的電火花成型加工機床控制系統的研究[J].蘇州大學學報(工科版)2007(12):38-41.
[4] 王強,羅學科,謝富春.基于PMAC的開放式數控系統在全自動打膠機中的應用[J].機電工程技術,2006(02):85-87.
[5] 陳松敏,康敏.基于PMAC卡的數控超聲加工控制系統開發[J].現代制造工程2008(02):61-63.
[6] PCOMM32PRO SOFTWARE REFERENCE MANUAL,DELTA TAU Data System, Inc.
[7] PMAC/PMAC2 SOFTWARE REFERENCE MANUAL,DELTA TAU Data System, Inc.
[8] Accessory 34AA USER MANUAL, DELTA TAU Data System, Inc.
[9] 沈健,陳心昭,朱樹敏.振動進給與脈沖電流電解加工的工藝特性[J].農業機械學報2002(03):110-114.
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40