MCP-H250加工中心機械手旋轉不到位故障
2010-07-16 09:53:56何祥金
設備管理與維修 2010年6期
關鍵詞:故障
何祥金
一、故障現象
從德國HELLER公司引入一批柔性線數控加工中心機床MCP-H250,主要用于柴油發動機機體及缸蓋的關鍵工序加工。這種數控加工中心的特點就是換線生產容易,可兼顧加工多種柴油機機型的重要配件。近期MCP-H250加工中心機械手換刀時旋轉不到位,刀具裝不進主軸錐孔,即加工中心機械手旋轉角度本應該為180°,現在只能旋轉175°左右。
二、機械手工作原理分析
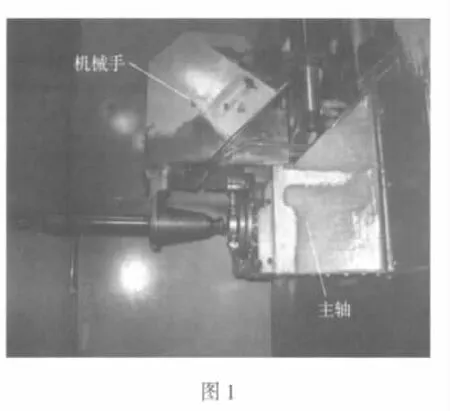
MCP-H250加工中心機械手處于主軸位置的正上方(圖1)。在圖1中,機械手由兩個相互垂直的刀具抓爪組成。換刀時,通過180°的順時針旋轉來實現刀具的交換。動作順序為:機械手抓爪抓刀→由油缸向主軸前方推出→順時針旋轉180°使刀從機械手的上方轉到下方,對正主軸錐孔前方→機械手向主軸后方退回→把刀裝進主軸錐孔中→抓刀手松開刀體→待加工完后再抓刀逆時針旋轉180°,完成該動作進入下一個動作循環。
三、故障原因分析
由于機械手實現刀具交換的過程中旋轉不到最終位置,即旋轉了175°左右,無法執行下一步動作,而驅動機械手旋轉的執行元件是擺動液壓缸,由數控系統控制其換刀動作順序。造成這一故障的可能原因主要有:
(1)機械阻礙,擺動液壓缸在旋轉即將到達最終行程的過程中,機械手中的某個零件松動,阻礙機械手繼續旋轉。
(2)液壓系統壓力不足,觀察其他加工中心時發現,在旋轉即將到達終點位置時,有一個短暫的緩慢過程,所以極有可能旋轉到末端時有緩沖阻力,壓力不足時,推力與阻力平衡就旋轉不到位置。
(3)液壓系統油溫高,引起擺動液壓缸內部泄漏,在到達終了行程時泄漏嚴重,無法推動擺動液壓缸旋轉。
(4)數控系統方面,當機械手尚未旋轉到180°前,電磁換向閥的電磁鐵過早失電而切斷壓力油進入擺動液壓缸,使旋轉動作失去動力而停止旋轉。
(5)擺動液壓缸有鐵屑微粒進入,使缸壁起毛刺形成阻力。
(6)控制機械手旋轉的液壓系統中某個元件的阻尼孔堵塞。
四、查找故障主要原因
首先,檢查機械手旋轉部位的每個連接件和刀夾的連接件未見異常。在機床故障狀態下,檢查液壓系統的壓力為6MPa,符合要求;液壓系統油溫為50℃,符合機床液壓系統工作溫度;檢測電磁換向閥的電磁鐵,一直處于吸合狀態,不存在失電的可能。
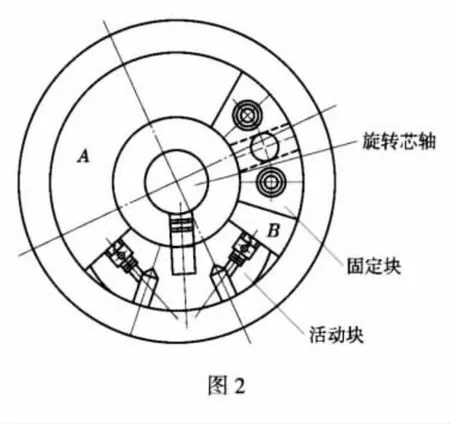
在把原因定位在擺動液壓缸和機械手旋轉控制的液壓系統的某個元件之前,首先對擺動液壓缸的結構構圖和機械手旋轉控制的液壓系統液壓原理圖(圖2)進行分析。固定塊是固定在擺動液壓缸缸壁內,起到密封和分開擺動液壓缸兩個工作腔(A腔和B腔)的作用,而活動塊就是擺動液壓缸的活塞,與旋轉心軸固定在一起,能隨旋轉心軸在固定塊分開的工作腔內旋轉運動。
擺動液壓缸的兩個工作腔A腔和B腔的控制油路,在圖2中看不到,查找有關資料中得知,進入A腔和B腔的油路是從心軸的軸向通孔進來,控制活動塊繞旋轉心軸旋轉。在活動塊旋轉到接近終了行程時,回油要經過活動塊內部的三角槽節流口,極有可能就是三角槽節流口堵塞。
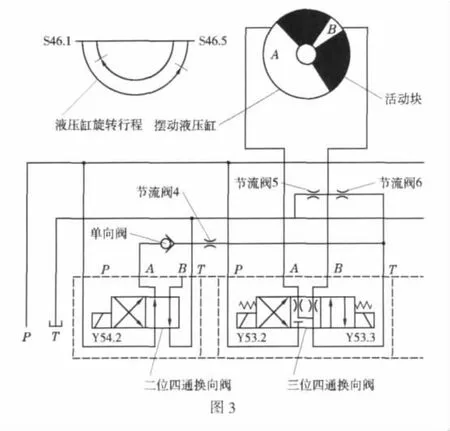
擺動液壓缸的旋轉換刀原理見圖3。刀具交換時,三位四通換向閥的電磁鐵Y53.2得電、二位四通換向閥的電磁鐵Y54.2得電。系統的壓力油P經三位四通電磁換向閥,接通油路B進入擺動液壓缸的B腔,擺動液壓缸的活動塊繞心軸旋轉。而擺動液壓缸A腔的油經管路A、三位四通換向閥、節流閥4、單向閥、二位四通換向閥、經管路流回油箱T,擺動液壓缸帶動刀具交換機構順時針旋轉180°。 當三位四通換向閥的電磁鐵Y53.3得電、二位四通換向閥的電磁鐵Y54.2得電,系統的壓力油P經三位四通換向閥,接通油路A進入擺動液壓缸的A腔,擺動液壓缸的活動塊繞心軸旋轉。而擺動液壓缸的B腔的油經管路B、三位四通換向閥、節流閥4、單向閥、二位四通換向閥、經管路流回油箱T,擺動液壓缸帶動刀具交換機構逆時針旋轉180°。在機械手旋轉液壓原理分析中,要注意二位四通換向閥是在當刀具重量超過一定值時,電磁鐵Y54.2才失電不吸合。其回油路是不經二位四通換向閥的,而是從擺動液壓缸出來的回油經三位四通換向閥、節流閥6、節流閥5回油箱,經兩級節流,實現刀具慢速交換。不要誤認為這是作為擺動液壓缸接近終了行程的慢速動作來理解,否則查找原因時,就會把節流閥6、節流閥5的阻尼孔堵塞,認為是機械手旋轉不到位的主要原因。
由于所發生的故障是旋轉不到位,如果是節流閥4的阻尼孔堵塞,整個旋轉過程就不會有動作,既然有了動作,就說明節流閥4不會堵塞。所以,把機械手控制旋轉的液壓系統所有液壓控制元件排除在外。那么就剩下了機械手控制旋轉的擺動液壓缸。
進一步檢查擺動液壓缸,在手動狀態下,開動旋轉擺動液壓缸旋轉,逆時針方向可以旋轉到位,但順時針方向轉不到位。在液壓停止狀態下,把機械手置于向主軸前方伸出狀態,用手搬動擺動液壓缸旋轉,同樣在順時針方向旋轉不到位,在順時針方向旋轉快接近終了行程時,有反彈的感覺,用力越大,反彈越明顯。而在逆時針方向用手搬動旋轉順暢,從這點看,擺動液壓缸起毛刺的嫌疑可以排除。再把擺動液壓缸的外接油管擰松,用手搬動擺動液壓缸旋轉,感覺也是一樣。故此可以斷定,機械手旋轉不到位的故障就在擺動液壓缸里面,問題可能出在三角槽節流口的堵塞上。
拆卸擺動液壓缸,發現一粒3mm大的橡膠碎粒堵在三角槽節流口的前方,把橡膠碎粒清除,裝回擺動液壓缸,工作正常。至此,機械手換刀時旋轉不到位的故障問題圓滿解決。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39