自制PF樹脂不同處理對馬尾松LVL性能的影響
2010-07-30 10:01:06于紅衛劉紅征李延軍
浙江林業科技 2010年3期
關鍵詞:工藝
于紅衛,劉紅征,李延軍,于 利
(1. 浙江農林大學,浙江 臨安 311300;2. 浙江大莊實業集團有限公司,浙江 杭州 311251)
目前,隨著世界范圍內天然林資源的枯竭和國家天然林保護工程的實施,我國木材資源供求的矛盾日益緊張,人工林速生材更是日益成為我國木材工業的主要原料,成為解決我國木材供需緊張矛盾的重要途徑[1~2]。然而,由于人工林材質軟、密度低,在工藝品、地板及各種家具的生產過程中,造成了產品的表面強度低,加工工藝復雜等種種因素限制其應用[3]。
本文主要研究了不同處理工藝與單板增重率的關系,以及增重率對松木LVL物理力學性能的影響,為節約木材資源、緩解我國木材資源供需緊張的矛盾,拓寬人工林速生材的應用領域,并開發出合適、系統的速生材高效利用新技術,開創我國人工林速生材利用的新途徑提供依據。
1 試驗材料及方法
1.1 實驗材料
馬尾松(Pinus massoniana)產于浙江省江山市。單板幅面460 mm×460 mm×2 mm,密度0.426 g/cm3,最高含水率13.6%,最低含水率12.3%。
PF樹脂 試驗所用的水溶性低分子量酚醛樹脂為實驗室合成,采用摩爾比為 n(P):n(F):n(NaOH) = 1:2:0.05,樹脂性能指標按照國家標準GB/T14074-2006進行檢測,結果如表1所示。
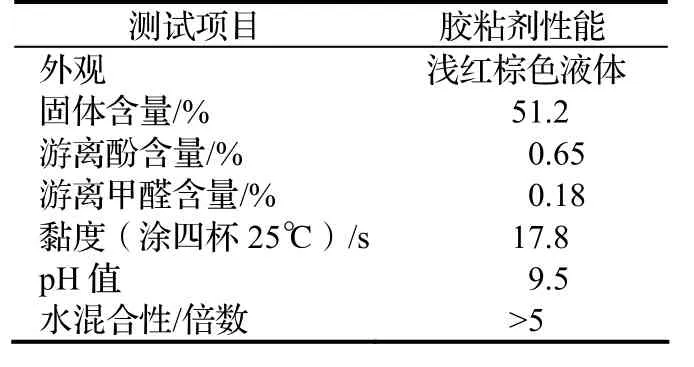
表1 自制PF樹脂的各項性能指標Table 1 Specifications of PF resin
1.2 試驗方法
把PF樹脂配制成10%、20%、30%、40%和50%不同濃度的處理液,采用同一處理工藝,研究濃度對濕增重率與干增重率的影響;同時對30%的處理液設計了10種不同的浸漬處理方式,得到不同的濕增重率與干增重率,并進行制板。本研究依據參考文獻[4],同時參照日本JAS SIS-24《結構單板層積材》標準,主要對單板層積材的密度、吸水厚度膨脹率(TS)、24 h吸水率、彈性模量(MOE)、靜曲強度(MOR)指標進行檢測。
1.3 工藝流程

1.3.1 浸漬 將合成好的酚醛樹脂調制成需要的濃度,將松木單板放置在浸漬設備中進行真空加壓浸注。材料在浸注前后分別稱重,計算材料的增重率。
1.3.2 干燥 浸注過的松木單板分別在50 ~ 55°條件下進行干燥,干燥至含水率為12% ~ 15%。
1.3.3 組坯 每塊LVL由13層單板鋪裝而成,中間9層與最外兩層按照紋理相同方向進行組坯,為了提高橫紋方向的物理力學性能與板材的平整性,向內第2層與其它11層垂直組坯。設計厚度為20 mm,壓縮率為22%。
1.3.4 熱壓 采用熱進冷出工藝,溫度145℃,壓力2.10 Mpa,保壓時間25 min。
1.3.5 平衡養護 在調溫調濕箱中處理至恒重,溫度(20±2)℃,濕度(65±5)%
2 結果與分析
2.1 不同浸漬處理方式對松木單板濕增重率與干增重率的影響
實驗采用了10種浸漬處理方式,采用樹脂的固體含量為30%,松木單板的濕增重率與干增重率情況如表2。

表2 浸漬處理工藝與增重率的關系Table 2 Relationship between weight gain and impregnation process
從表2中可以看出,常溫常壓下隨著浸泡時間的延長,濕增重率與干增重率逐漸增加,但隨著時間的延長增速變慢。當松木單板浸泡時間為1 ~ 2 h時,濕增重率與干增重率分別增加了10.1%與2.7%,但浸泡為4 ~ 8 h時,濕增重率與干增重率分別只增加了3.2%與3.5%。因此,在常溫常壓下浸泡2 mm厚度的松木單板,浸泡時間在2 h之內,濕增重率與干增重率增長速度較快,其原因是水分子的直徑比膠液的粒徑小,水分子先進入單板內部,隨著浸漬時間的延長膠液中的水份減少,膠液的粘度增加,導致進入單板內部的膠液減少,濕增重率與干增重率增長速度減慢。采取加壓方式,可促進單板對樹脂溶液的快速吸收。壓力至0.8 MPa保壓10 min的濕增重率與干增重率達到137%與54.6%,比常溫常壓下浸泡8h的濕增重率與干增重率分別增加了2.3%與1.8%,當浸漬膠液量達到165%左右后,再延長保壓時間單板的浸漬膠液量增加速度很慢;因此,為了提高生產率,對含水率在13%左右的2 mm松木單板的最大浸漬膠液量控制在165%左右。
2.2 不同樹脂濃度對松木單板濕增重率與干增重率的影響
實驗分別采用了10%、20%、30%、40%和50%的膠液濃度,用同一浸漬處理工藝,研究松木單板的濕增重率與干增重率,結果如表3所示。
由表3可以看出,松木單板干增重率隨著樹脂濃度的增加而增大,濕增重率隨著樹脂濃度達到一定程度后達到最大值,當超過一定濃度后濕增重率反而減少。低分子量的酚醛樹脂浸漬木材時與木材的組織結構和尺寸相關,松木單板相對于板材來說厚度較小,樹脂浸漬過程中能夠均勻的滲透到其中,在相同工藝條件下,松木單板的吸收樹脂液的量相當,而隨著樹脂濃度的增加,單板吸附樹脂分子的量增多,此外樹脂溶液的密度增大,所以單板的吸收樹脂溶液的重量增大。但是當濃度過高時,樹脂溶液的黏度變大,水份相對變少,影響濕增重率。隨著樹脂濃度的增加,干增重率增加,但樹脂滲透均勻性不好,造成表面吸附多,而且濃度增加,成本也隨之加大,因此采用樹脂濃度以30%為宜。

表3 浸漬濃度與松木單板濕增重率與干增重率的關系Table 3 Relationship between resin concentration and wet and dry weight gain %
2.3 增重率對LVL物理性能的影響
不同工藝條件下,強化單板層積材的密度、吸水厚度膨脹率(TS)與24 h吸水率如表4所示。
在相同的工藝條件下,隨著干增重率與濕增重率的增加,單板層積材密度逐漸增大。當干增重率為 45.7%時密度為0.623 g/cm3,隨著浸漬量的增加,經熱壓后樹脂固化,致使制得的單板層積材密度增大。
隨著增重率的增大,單板層積材的TS與24 h吸水率逐漸下降。當濕增重率與干增重率浸漬分別為114.2%、45.7%時,TS與24 h吸水率分別為1.57%和14.87%。浸注在松木單板內的酚醛樹脂經熱壓后固化,不僅起到膠接作用,同時在單板內部形成網狀不融不溶物質起到填充作用,從而減少吸收水分的厚度膨脹與24 h吸水率。
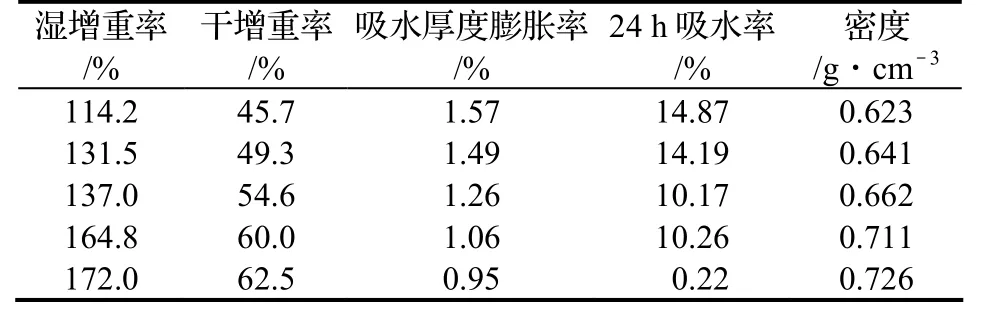
表4 增重率對LVL物理性能的影響Table 4 Effect of weight gain on the physical properties of LVL
2.4 增重率對LVL靜曲強度(MOE)和彈性模量(MOR)的影響
不同工藝條件下,增重率對強化單板層積材的靜曲強度和彈性模量的影響如表5所示。
由表5可以看出,隨著增重率的增加MOE和MOR都呈先快速增大,后下降趨勢。濕增重率為 114.2%時,MOE和MOR分別為12560.7 MPa和107.5 Mpa;濕增重率為164.8%時,MOE和MOR分別為15659.4 MPa和127.43MPa ;MOE達到了日本JAS SIS-24《結構單板層積材》標準的140E級(14.0 GPa),MOR超過了最高標準180E特級(67.5 MPa)。由于浸膠法生產單板層積材樹脂在熱壓過程中受熱后在單板內固化,起填充密實作用,隨著浸漬量的增多單板層積材的力學強度增加。但由于酚醛樹脂與其它樹脂相比本身脆性較大,當單板浸漬量過大時,生產的單板層積材韌性下降,脆性增加,所以MOE下降;同時隨著樹脂固體含量的增加,膠的粘度也相應增加,濕增重率呈先快速增大,后下降趨勢,干增重率由于粘度增加,附著在單板表面的樹脂增加,導致干增重率隨著增加。綜上,浸膠法生產單板層積材以濕增重率為150% ~ 170%,干增重率為60%左右為宜。
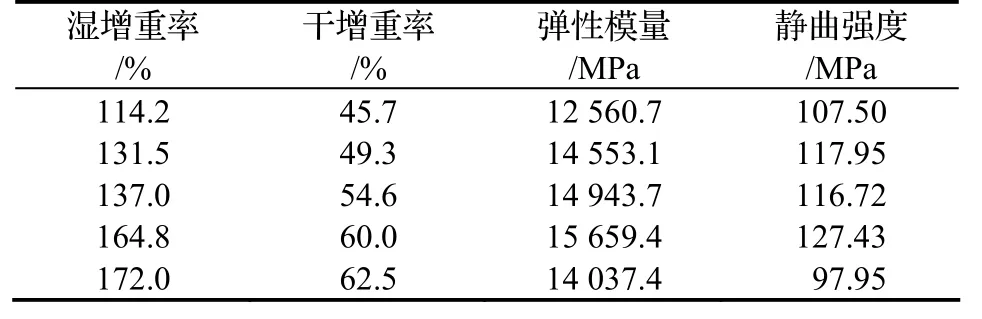
表5 增重率對LVL靜曲強度和彈性模量的影響Table 5 Effect of weight gain on MOR and MOE of LVL
3 結論
(1)在30%PF樹脂濃度條件下,松木單板增重率隨浸漬條件的不同而改變,在常溫常壓和加壓條件下,增重率隨時間的延長而增加;不同的濃度條件下,采用同一浸漬工藝,松木單板濕增重率先增后減,干增重率隨濃度的增加而增加。
(2)不同工藝條件下,強化單板層積材的密度隨增重率的增加而增加,單板層積材的TS與24 h吸水率則逐漸下降。
(3)不同工藝條件下,增重率對強化單板層積材的靜曲強度和彈性模量有明顯影響。濕增重率為 164.8%時,MOE和MOR分別為15659.4 MPa和127.43 MPa;MOE達到了日本JAS SIS-24《結構單板層積材》標準的140E級(14.0 GPa),MOR超過了最高標準180E特級(67.5 MPa)。
[1]劉君良,江澤慧,孫家杰. 酚醛樹脂處理楊樹木材物理力學性能測試[J]. 林業科學,2002,38(4):176-180.
[2]張占寬,劉君良. 密實型楊木強化單板層積材制造工藝及應用前景分析[J]. 林業機械與木工設備,2005,33(7):28-30.
[3]劉煥榮,劉君良,柴宇博. 樹脂浸漬量對楊木單板層積材性能的影響[J]. 木材工業,2007,21(3):11-13.
[4]GB/T17657-1999,人造板及飾面人造板理化性能試驗方法[S].
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52