野外及多風環境下帶網導流件及瓷嘴在氬弧焊中的應用
2010-09-06 08:42:08陳箭
電焊機 2010年8期
關鍵詞:焊縫
陳箭
(山東電力建設第二工程公司,山東濟南250100)
野外及多風環境下帶網導流件及瓷嘴在氬弧焊中的應用
陳箭
(山東電力建設第二工程公司,山東濟南250100)
分析了野外及多風環境中鎢極氬弧焊產生焊接氣孔的原因。確定了其原因為現場環境風速過大。給出了采用帶網導流件及瓷嘴可有效減少焊接過程中產生的焊接氣孔的方法,闡述帶網導流件及瓷嘴的結構、原理、功能和應用范圍,為焊接操作人員提供了借鑒,從而保證了現場焊接質量。
氬弧焊;氣孔;帶網導流件;瓷嘴
1 項目焊接難點
魯西化工水汽三期2×150 MW電廠項目位于山東省東阿縣西部,黃河西部的平原之上。本項目鍋爐的安裝焊接高峰期在春季。春季是魯西地區的多風季節,本地區周圍是大面積的平原,沒有山地的阻擋。經對本地區春季天氣情況統計,平均每月有18天風力達到了4、5級及以上,施工現場尤其是高空安裝焊接時風力特別大。
本項目省煤器為交錯布置4排管,經現場實際測量,管子間隙僅有41 mm,障礙管多,焊接空間狹小,焊接施工難度大,如圖1、圖2所示。
按照常規方案,省煤器一天焊接38只焊口,對當天焊口按50%的比例(即19只)進行了射線檢驗,其中僅6只合格,焊口合格率只有31.6%,不合格焊口的缺陷均為密集分布或呈蜂窩狀分布的氣孔。
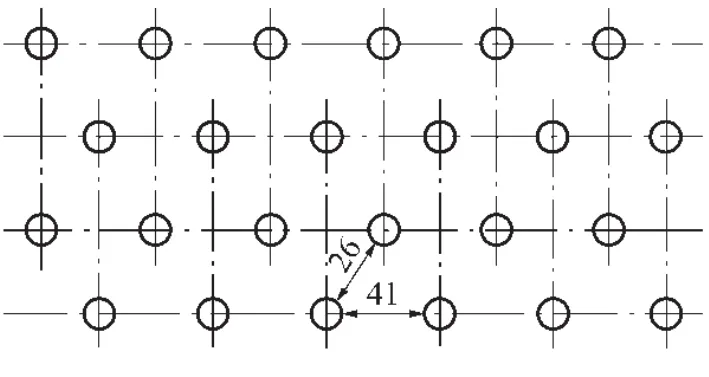
圖1 省煤器管間隙

圖2 現場設備
2 缺陷分析
氣孔是指溶入焊縫金屬的氣體引起的空洞。生成氣孔的氣體主要是H2、CO和N,氣體來自電弧區周圍的空氣、母材和焊材表面的雜質(如油污、銹、水份)以及焊條藥皮和焊劑的分解燃燒。熔化了的金屬在高溫下可以吸收大量氣體,冷卻時,氣體在金屬中的溶解度下降,氣體析出并聚集生成氣泡上浮,如果受到焊縫金屬結晶的阻礙無法逸出,就會留在金屬內生成氣孔。氣孔是一種體積型缺陷,它對焊縫強度的影響主要是減少了受力截面,深氣孔(針孔)有時會破壞焊縫的致密性。
氬弧焊因采用惰性氣體保護,熔池保護方式較為單一,容易受到各種因素的影響從而產生氣孔。產生的氣孔大致為兩類:(1)因氣體保護不好產生的N氣孔,該氣孔的特征為密集分布或呈蜂窩狀;(2)因工件或焊絲表面的油、銹等未清理干凈而產生的H氣孔,它的主要特征是斷面為螺釘狀,內壁光滑,上大下小,呈喇叭口狀。
省煤器焊口的氣孔屬于第1類。一般來說氣體保護不好,主要有以下原因:(1)氣體純度達不到要求;(2)氣體流量過大或過小;(3)氣體紊流;(4)氣管破損;(5)環境氣流過大,一般當風速達到3 m/s以上就容易吹散保護氣體;(6)噴嘴的直徑過大或過小;(7)鎢極的伸出長度不合適。
經分析認為,省煤器焊口氣體保護不好的原因是環境氣流過大,現場焊接位置困難,焊接空間狹小,焊槍無法以正確的角度進行焊接,因而焊口產生大量的氣孔。由此可見,焊接時只要能做好對焊縫的保護,就能有效避免氣孔的發生,提高焊口合格率,保證焊口焊接質量。
3 尋找主因
對現場搭設的簡易焊接棚進行了改進,對省煤器集箱和管排進行整體防風,并將防風蓬布加厚為兩層,改進后的焊接棚如圖3所示。
施工現場尤其是高空安裝焊接時風力特別大。高空施工時由于現場設備的實際情況,無法對施焊地點采取100%嚴密的防風措施,且設備的管排間隙及腳手架間隙是無法進行有效防護的。在采取改進的防風措施后,焊接棚內還是有風,風速達到3 m/s以上。

圖3 改進后的焊接棚
由表1可知,改進防風措施之后,氣孔缺陷減少,焊口合格率得到了一定的提高,但對合格率的提高有限,無法從根本上解決氣孔缺陷問題。很顯然防風措施不是焊口產生大量氣孔的主要原因。因而需尋找到根本原因,以提高焊口合格率,保證焊口質量。經調查分析發現,采用的氬弧焊工具存在缺陷。
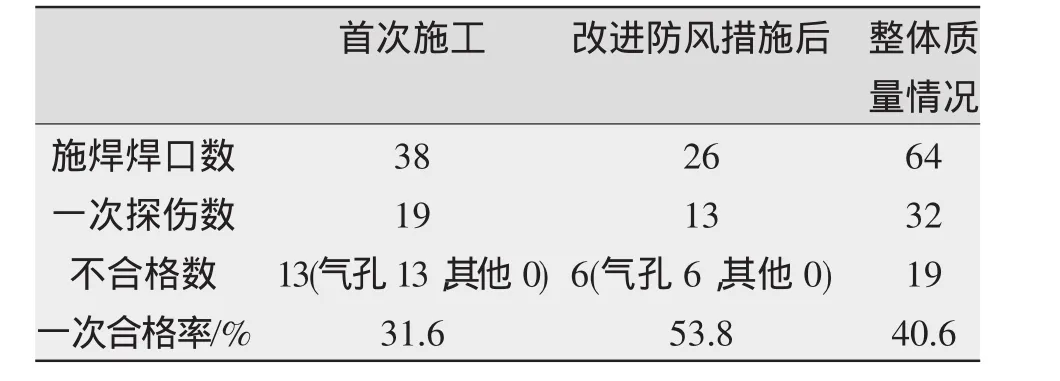
表1 省煤器在改進防風措施后效果對比
一般焊接時,采用如圖4所示的手工鎢極氬弧焊工具及配件,分為焊炬、瓷嘴、導流件、鎢極夾和鎢極等。導流件型號QQ/150A、E809,與之相配的瓷嘴為φ 8 mm×60 mm。導流件為六孔設計的連接體,此結構容易造成保護氣體紊流,由于瓷嘴設計成圓臺形式,因而出來的氣流為圓錐形式,在瓷嘴出口處氣流為傘狀,在氬弧焊時會發現電弧也為傘狀;鎢極要求一定要打磨尖,否則會發現電弧很分散;若瓷嘴偏心,極易出現氣孔,現場環境下有風及焊槍角度過偏,就會導致焊縫出現氣孔缺陷。

圖4 常規手工鎢極氬弧焊工具及配件
4 解決方案
及時與氬弧焊配件生產廠家聯系溝通,尋找相關的配件,生產廠家推薦了一種帶網導流件及瓷嘴,如圖5所示。

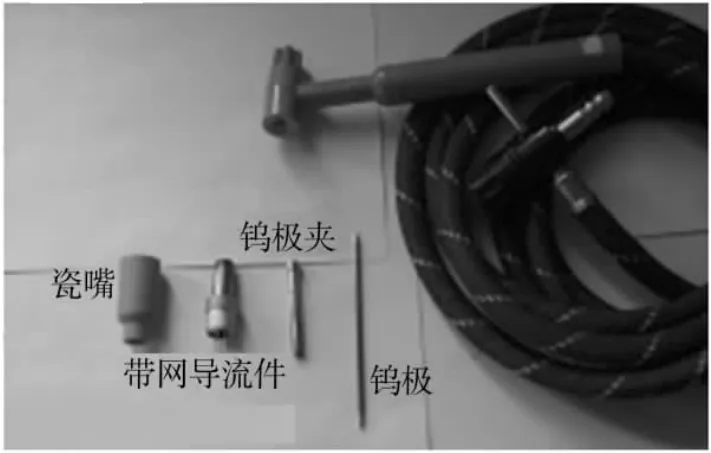
圖5 帶網導流件及瓷嘴
帶網導流件由銅芯、銅罩、出口濾網組成,氬氣氣流從氬弧焊槍流出時,經過導電芯銅芯中的4個氣孔,然后進入由銅芯、銅罩及出口濾網組成的氣室內,在氣室內,流速不均勻的氬氣充分混合,使氣體能趨于均勻。帶網導流件濾網可以起到以下作用:
(1)過濾氬氣中的雜質。
(2)使氣體更加均勻,提高氬氣的保護效果。
(3)帶網導流件能達到更好的降溫效果,防止氬弧焊工具過熱(氬弧焊工具溫度過高時,焊工拿不穩焊槍,會影響焊接操作,進而影響焊接質量),同時延長了工具的使用壽命。
(4)增加氬氣流量,保護效果更好。
(5)氬氣從瓷嘴噴出來近似于圓柱形,氣流穩定,因而空氣等雜質氣體不會摻雜到氬氣中,一般不會出現氣孔等缺陷,對焊縫的保護效果很好。
帶網導流件型號為SQQ/150A、E811,與之相配的瓷嘴為φ 9.5mm×43mm。瓷嘴的出口內徑為9.5mm,比一般瓷嘴的內徑大,因而氬氣流量大,對焊縫的保護效果會更好。該瓷嘴比普通瓷嘴短20mm左右,在焊接空間小、障礙多的地方,使用普通瓷嘴的氬弧焊槍擺不開,焊槍與焊件的角度不正確,易出現氣孔。而使用帶網導流件及瓷嘴后,焊槍可以擺到正確的角度,從而順利進行焊接。
為驗證帶網導流件及瓷嘴的氣體保護效果,進行如下實驗對比:不使用填充焊絲,僅將氬弧焊電弧引弧,保持電弧引燃,緩慢地將鎢極遠離工件,直至熔池向外崩氣孔時結束;測量此時瓷嘴至工件的距離,經實驗發現,使用普通配件的距離為3.1 cm,而使用帶網導流件及瓷嘴的距離為4.3 cm。由此可見,使用帶網導流件及瓷嘴時,氣流的沖力比普通配件大,氣流能在瓷嘴出口外很長一段距離內保證氣流的均勻,從而對電弧及熔池焊縫進行較好的氣流保護。
為驗證帶網導流件的散熱效果,進行了如下實驗并測量了相關的數據:環境溫度15℃~24℃,分別采用普通導流件及瓷嘴和帶網導流件及瓷嘴連續焊接φ 57 mm×4.5 mm的焊口,在焊接完成后采用遠紅外測溫儀對氬弧焊焊槍瓷嘴的表面溫度進行測溫。具體數據如表2、表3所示。

表2 普通導流件及瓷嘴焊接后瓷嘴的表面溫度

表3 帶網導流件及瓷嘴焊接后瓷嘴的表面溫度
由此可知,在焊接電流、氬氣流量和焊接速度等工藝參數相同的情況下,采用帶網導流件及瓷嘴可對氬弧焊工具起到明顯的降溫作用,可防止氬弧焊工具過熱。
5 現場應用
帶網導流件在省煤器和低溫再熱器焊接中的應用如圖6和圖7所示。在實際應用中,采用帶網導流件的效果如表4和表5所示。

圖6 帶網導流件在省煤器焊接中的應用

圖7 帶網導流件在低溫再熱器焊接中的應用
由表4和表5可知,在采用帶網導流件及瓷嘴后,氣孔缺陷明顯減少,有效提高了焊口合格率,保證了焊口質量,促進了現場焊接施工的順利進行。
在火力發電廠的安裝焊接中,帶網導流件及瓷嘴可廣泛應用于多排管和散管。而在一般的鍋爐水冷壁焊口焊接時,由于該瓷嘴外徑稍大且水冷壁管間距實在太小,將無法應用。
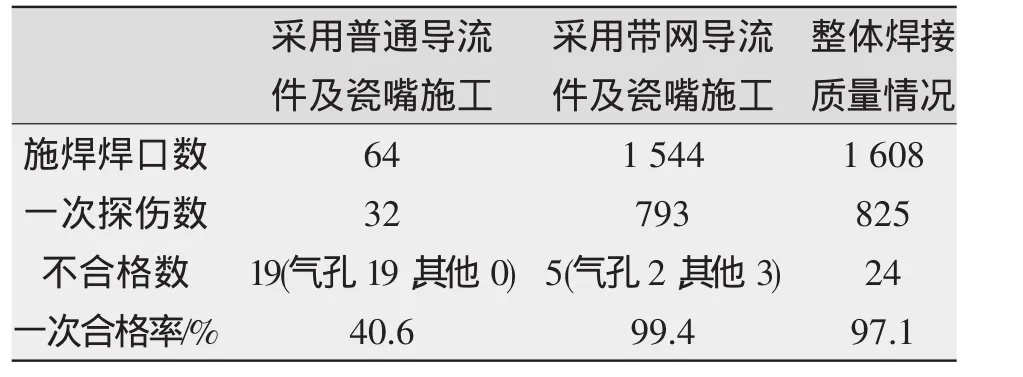
表4 省煤器兩種施工方法效果對比

表5#9鍋爐采用帶網導流件及磁嘴整體焊接情況
6 結論
在西北、北方及沿海項目等多風地區的野外施工環境中,時常會碰到氬弧焊時出現大量焊接氣孔的問題,此時在制定施工方案時首先應作好防風措施,另外可采用帶網導流件及瓷嘴等氬弧焊配件。在魯西化工水汽三期2×150 MW電廠項目鍋爐焊接施工中,采取了防風措施并采用帶網導流件及瓷嘴,有效避免了焊接時氣孔的出現,保證了焊口質量,為機組的安全穩定提供了保障,同時對今后處理類似問題提供了借鑒。
Application of net diversion and ceramic nozzle in GTA welding under wild and windy conditions
CHEN Jian
(Shandong Electric Power Constraction No.2 Company,Ji'nan 250100,China)
This paper analyzes the gas porosity phenomenon during TIG welding under wild and windy conditions.And this paper determines the reason is that the wind speed is too large.Meanwhile this paper gives the methods of reducing gas porosity in the welding process with net diversion and ceramic nozzle effectively.Finally,this paper describes structure,principles,functions and applications of the net diversion and ceramic nozzle.All of this paper provides a reference for welding operators,thus ensuring the onsite welding quality.
GTA welding;porosity;net diversion;ceramic nozzle
book=8,ebook=77
TG444+.72
B
1001-2303(2010)08-0082-04
2010-07-07
陳箭(1976—),男,山東濟南人,助理工程師,主要從事焊接及熱處理工藝方面的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07