純堿生產中MS型單排模鍛鏈埋刮板輸送機的探討
2010-09-08 06:04:34孟慶華
純堿工業(yè) 2010年5期
孟慶華
(南化集團連云港堿廠,江蘇 連云港 222042)
純堿生產中MS型單排模鍛鏈埋刮板輸送機的探討
孟慶華
(南化集團連云港堿廠,江蘇 連云港 222042)
通過對純堿生產企業(yè)中常用的純堿運輸設備的MS型單排模鍛鏈埋刮板輸送機的輸送原理、設計步驟、主要技術參數(shù)、常見問題等方面進行了探討,通過探討希望在以后的MS型單排模鍛鏈埋刮板輸送設備在設計、制造以及在實際生產中能夠更加完善。
單排模鍛;埋刮板;鏈節(jié);計算
由于我國化工企業(yè)起步較晚,大型的純堿生產企業(yè)大部分在上世紀70年代開始建設,上世紀80年代,我國純堿生產企業(yè)開始將埋刮板輸送機運用到純堿運輸中,1981年,大連化機廠和天津堿廠開始使用埋刮板輸送機代替螺旋輸送機來輸送純堿。埋刮板輸送機的技術和工藝為國外引進,其中美國、德國、日本技術較為先進,我國埋刮板輸送機制造廠家多為原化工部組織對進口設備攻關、測繪和國產化所發(fā)展起來的,國內三門峽高新機械有限公司、江蘇運輸機械廠、沈陽飛機氣動力實驗廠技術發(fā)展較為成熟,其中三門峽高新機械有限公司發(fā)展較早,近10年內沈陽飛機氣動力實驗廠市場占有率較高,國內超過60萬t/a的堿廠在同類產品中占有率達80%。在純堿的運輸中,MS型單排模鍛鏈埋刮板輸送機目前主要用于成品堿的輸送。本文以筆者工作中的經驗和教訓,對純堿埋刮板輸送機使用中的幾個問題提出了一些看法,希望能對今后該設備的設計工作有所啟示,使埋刮板輸送機在各行業(yè)的應用得到更進一步的推廣和發(fā)展。
1 物料的特征及埋刮板的技術參數(shù)
在純堿生產企業(yè),埋刮板主要用于煅燒工序和成品包裝工序,特別在煅燒工序,由于純堿的溫度較高,物料飛揚,一般的輸送設備很難滿足使用要求,埋刮板由于它結構簡單、殼體密封性好、耐高溫等優(yōu)點,對改善操作條件和防止環(huán)境污染等有很大的幫助,所以在各大堿廠埋刮板輸送機在此工序中得到普遍的運用。本文用我廠最大型號的MS63埋刮板進行研究。表1、2分別為我廠物料的特征及埋刮板的技術參數(shù)。

表1 煅燒工序中純堿物料的特征

表2 我廠煅燒工序中選用埋刮板的技術參數(shù)
1.1 MS63型單排模鍛鏈埋刮板輸送機的結構
我廠單排模鍛鏈埋刮板輸送機的鏈節(jié)型式多為B型,主要用于輸送輕灰爐內生產出的成品純堿,其中MS63型單排模鍛鏈埋刮板輸送機由大量鏈節(jié)組合而成,研究刮板必須從單獨的每一個鏈節(jié)開始研究,單獨鏈節(jié)結構見圖1:
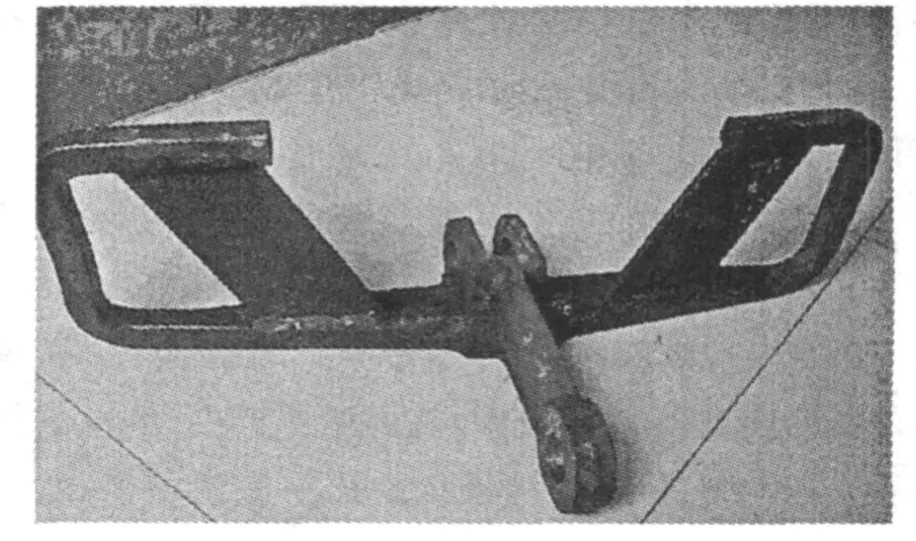
圖1 單鏈節(jié)結構圖
每一個鏈節(jié)由聯(lián)接拉桿和翅片組成,拉桿材質為20CrMnTi,翅片為普通碳鋼,翅片與拉桿采用鍛件,然后焊接而成,見圖2:表3為MS63型單排模鍛鏈埋刮板輸送機的技術參數(shù)。
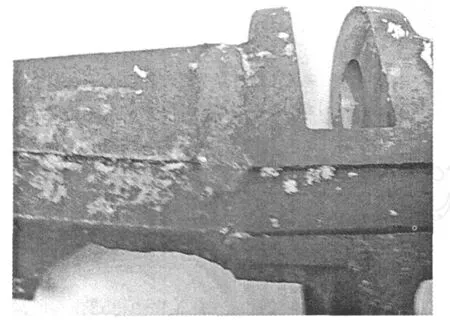
圖2 翅片與拉桿焊接圖
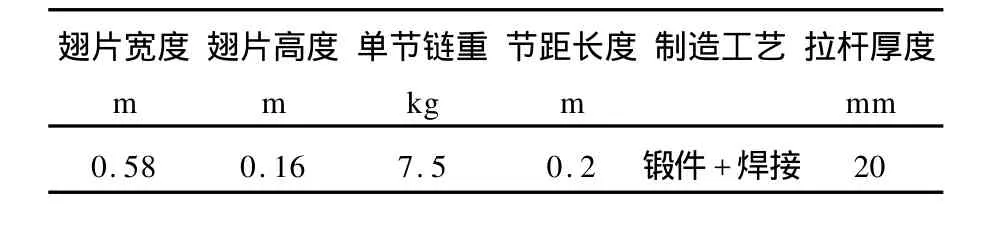
表3 MS63型單排模鍛鏈埋刮板輸送機的技術參數(shù)
2 MS型單排模鍛鏈埋刮板輸送機計算公式上的探討
2.1 參考資料中的計算方法
在以往的技術總結和手冊中,對于MS型單排模鍛鏈埋刮板輸送機的計算著重分析了每米長度物料重量Gv,埋刮板輸送能力Q和物料層的高度 H,在選型的計算公式上主要用到的技術參數(shù)包括機槽寬度、承載機槽高度、刮板鏈條的速度及安裝傾角等,然后根據(jù)產量要求計算選型,確定具體機型寬度、承載機槽的高度、刮板鏈條的速度。
2.1.1 輸送量Q0的計算
在化學工業(yè)出版社最新出版的《運輸機械設計手冊》中,給出的公式為Q0=3 600×B×H×ν×η (2-1)(P9),沒有將物料容重γ計算在內,這樣算出的結果與實際偏差較大,在純堿生產中,純堿的物料容重γ為0.6 t/m,結果相差幾乎達到一半,所以在實際計算中,應該將純堿的物料容重γ考慮在內。江蘇運輸機械廠的資料《埋刮板輸送機通用設計選用手冊》給出的公式為Q0=3 600×B×H×ν×γ× η(2-2)(P17),兩公式相比較后者較為合理。
采用計算公式Q0=3 600×B×H×ν×γ×η對現(xiàn)場成品刮板進行計算。
式中:Q0——計算輸送量,m3/h;
B——機槽寬度,m;
H——承載機槽高度,m;
ν——刮板鏈條的速度,m/s;
η——輸送效率,%;
γ——物料容重,t/m3。
同時要求計算所得的 Q0值滿足Q0≥Qmax,式中Qmax為使用要求的最大輸送量,單位m3/h。
計算中注意事項:
1)機槽寬度、承載機槽的高度是結合物料的粒度特性和產量要求來進行選擇。
2)刮板鏈條的運行速度應根據(jù)物料特性、輸送原理、結構特點、功率消耗、使用壽命和工藝要求來選定范圍,一般刮板鏈條的速度選用范圍為0.08~1.00 m/s之間。
3)輸送效率的選擇主要與物料特性有關,但也要考慮刮板鏈條速度、刮板鏈條型式、機槽尺寸和使用條件、傾斜系數(shù)等因素的影響。
例如:在我廠成品刮板選型中,設計計算如下:

其中已知B—機槽寬度,0.63 m;H—承載機槽高度,0.8 m;ν—刮板鏈條的速度,0.5m/s;γ—物料容重,0.6 t/m3;Qmax=90 t/h;η—輸送效率,部分資料取值為70%,但對于純堿這類物料壓結性比較大,應取小值,故取60%;代入公式:
2.1.2 刮板鏈條張力 F的計算
當0°<α≤15°時;

現(xiàn)場刮板使用為水平安裝,夾角α=0°,《運輸機械設計手冊》中給出的公式為:

手冊中輸送物料時刮板鏈條與刮板殼體間的摩擦系數(shù) f′建議取0.5;
式中:
L0——輸送機的長度,我廠為45 m;
F——刮板鏈條繞入頭輪時的張力,即刮板鏈條最大張力,N;
m——刮板鏈條每米的質量,kg;
g——重力加速度,取9.81 m/s2;
φ——物料的內摩擦角,即堆積角,純堿為35°,流動性較好;
φ1——物料的外摩擦角,純堿為30°;
n——物料對機槽兩側的測壓系數(shù),

x——動力系數(shù),當v≤0.32 m/s時,x=1.0,
當v>0.32 m/s時,x=1.5;
h′——輸送物料的料層的高度,單位m,

B——機槽的寬度。
江蘇運輸機械廠的《埋刮板輸送機通用設計選用手冊》給出的公式與《運輸機械設計手冊》的公式相同。首先計算:
2.1.3 刮板電動機功率 P0的計算

式中:P0——輸送機所需電動機計算功率,kW;
v——刮板鏈條的速度,m/s;
F——刮板鏈條繞入頭輪時的張力,即刮板鏈條最大張力,單位N;
K——電動機功率備用系數(shù),取 K=1.1~1.3;
ηm——傳動效率,ηm=η1η2(2-11),式中:η1為減速機的傳動效率,η1=0.92~0.94,取0.93;η2為開式鏈傳動的傳動效率,η2=0.85~0.90,取0.88。
所以:P0=K(Fv/1 000ηm) =1.2×(43 724.6×0.5/1 000 ×0.93×0.88) =32.1 kW
實際運行電機功率為37 kW。
2.2 計算結果與實際使用中的偏差
在上述計算公式中,刮板機輸送量Q0遠遠大于Qmax90 t/h為326.592 t/h,但在后面的刮板鏈條張力 F以及刮板電動機功率 P0的計算中,算出電動機功率 P0為32.9 kW,與實際情況近似。如果單獨看功率,計算應該沒有問題,但是如果對計算過程逐步推敲,那么刮板機輸送量Q0為326.592 t/h的值是不正確的,因為在實際運行中,刮板機是無法滿足這個輸送量。
2.2.1 埋刮板輸送原理及特點的一般認知
在各類資料中,大家對埋刮板輸送機原理一般都是如下認識:散裝物料具有內摩擦力和側壓力等特征,在水平輸送時,物料受到刮板鏈條在運動方向的推力及物料自身重力的作用,物料層之間產生了內摩擦力,當料層間的內摩擦力大于物料與槽壁間的外摩擦力時,物料就隨同刮板鏈條形成連續(xù)整體的物料流而被輸送。在料層高度與機槽寬度之比值一定的條件時,料流是穩(wěn)定的。在各種資料中的解釋,水平輸送時,由于物料受到刮板鏈條在運動方向的推力及物料自重的作用,從而在物料間產生了摩擦力,這種摩擦力保證了料層之間的穩(wěn)定狀態(tài),并足以克服物料在機槽中移動的而產生的外摩擦力,致使物料形成連續(xù)整體的料流而被輸送。
2.2.2 計算中輸送量 Q0與實際輸送量 Qmax的偏差探討
通過對刮板機輸送量的計算可以看出,用各種資料中提供的Q0=3 600B Hν γ η(2-2)公式計算出的輸送量遠遠大于實際的輸送量,在輸送量Q0的計算中可以看出,實際生產中最大的輸送量Qmax為90 t/h,而計算出來的數(shù)值Q0為326.592 t/h,是實際值的近4倍,其中最主要的問題就是 H值的取值偏差。
在所有的資料中,對Q0=3 600B Hν γ η(2-2)公式中的 H說明為機槽高度或承載機槽高度,這種說法明顯不夠嚴謹。MS63刮板的機槽高度為0.8 m,上部為回程鏈條的導軌,回程鏈條與工作鏈條運行方向正好相反,如果物料充滿了整個箱體,那么,回程的鏈條將會把物料向相反的方向輸送,整個物料的運動變得十分無序,能量的損失將會加大。其實在實際運行中,根據(jù)現(xiàn)場測量,正常工作時運輸物料的層厚一般是刮板翅片高度的1.3~1.6倍, MS63刮板鏈節(jié)翅片的高度為0.16 m,實際物料的層厚一般在0.208~0.256 m,如果刮板內物料過多,容易出現(xiàn)電流跑高、減速機振動嚴重、翅片變形、運輸鏈條跑偏等問題,而且物料過多時,物料的流動性大大降低,導致箱體內的物料越堆越多,后果十分嚴重。考慮到瞬間涌堿的量,取最大 H=0.26 m代入公式計算可得:
這個值與實際使用情況基本相符,所以,公式中的 H值應為物料料層的高度,而不應該為箱體的高度。
2.2.3 刮板鏈條張力 F計算中存在的疑點
在大部分的資料中對于MS型單排鏈埋刮板鏈條張力的 F計算公式為:

手冊中輸送物料時刮板鏈條與刮板殼體間的摩擦系數(shù)f′建議取0.5;另外對于物料每米質量mv所給出的單位kg,公式是:

對此處,筆者有幾點疑問:①輸送物料時刮板鏈節(jié)與刮板殼體間的摩擦系數(shù) f′建議取0.5,有何參照?是否考慮到料層在刮板上施加的重力?物料與鏈節(jié)以及箱體之間的摩擦力是否考慮?運輸鏈節(jié)跑偏時,運輸鏈節(jié)對箱體的側壁的摩擦力是否考慮?另外刮板運輸鏈節(jié)在回程導軌上的摩擦力是否考慮?這些在所有的資料中都明確的闡述;②物料每米質量mv所給出的單位kg,公式是:

這個公式存在疑點,Q0的單位是t/h,γ為物料容重,單位是t/m3,3.6是式中給出的常數(shù),v是鏈條運行的速度,單位m/s,單純的從各單位計算的結果可以看出,最后算出結果單位為t2s/m4·h,根本就不是質量的單位kg;③公式是mv=Q0γ/3.6v(2 -5)中仍然使用 Q0作為標準,如果 Q0錯誤,所以很難保證mv的正確性;④輸送物料料層的高度計算公式為h′=Qmaxh/Q0,這個公式是經不住推敲的,因為MS型箱體工作鏈節(jié)和回程鏈節(jié)在同一箱體內,料層不可能充滿箱體,最大輸送量 h′和h沒有可比性。
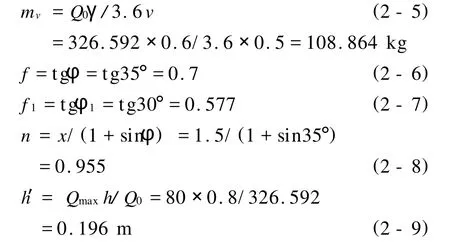
對于物料每米質量 mv,可以用 mv=B HLγ(2 -12)來計算,其中L為1 m的長度,這是因為正常計算中都是考慮到物料的穩(wěn)定運行,在物料正常運行中,每米的質量是不變,也可以說單位體積也是不變的,所以用單位體積與單位物料容重相乘就可以算出物料每米的質量。所以:
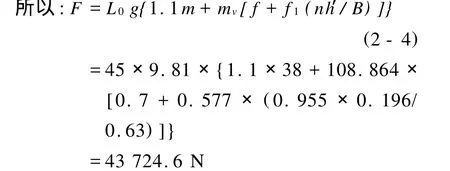
暫且用刮板鏈條與刮板殼體間的摩擦系數(shù) f′建議值0.5,所以:
所以,刮板電動機功率 P0的計算:
與實際選型中的電動機功率37 kW十分相近。
2.2.4 MS型單排模鍛鏈埋刮板輸送機的摩擦分析不夠全面
在上一節(jié)中對輸送物料時刮板鏈節(jié)與刮板殼體間的摩擦系數(shù) f′建議值為什么取0.5提出疑問,在各類資料中沒有明確的闡述。其實刮板輸送機工作過程所存在的摩擦是一個非常復雜的問題,如果要將其分析透徹,有很大的難度。MS型單排模鍛鏈埋刮板輸送機工作時,運輸鏈節(jié)在箱體內屬于滑動運行,摩擦力較大,所以,電動機大部分的做功屬于克服摩擦力做功。總體看來應該考慮以下幾個方面的摩擦力:①刮板鏈節(jié)與刮板下箱體之間的摩擦力;②刮板跑偏時與箱體側壁的摩擦力;③物料在刮板翅片施加的重力轉化為翅片與箱體之間的摩擦力;④鏈節(jié)在回程導軌上的摩擦力;⑤鏈節(jié)與主動輪、從動輪之間的摩擦力;⑥鏈節(jié)與物料之間摩擦力;⑦物料與箱體之間的摩擦力。所有這些摩擦力都需要刮板鏈條張力 F來克服,其中最主要的是鏈節(jié)與物料以及物料之間的摩擦力帶動了物料的運動,為有用功,其余的摩擦力都是無用功。
從純堿的內摩擦角φ為35°可以看出純堿的流動性較好,f摩取0.3,單純的從克服物料重力所產生的摩擦力做功可以做如下計算:
在2.2.3節(jié)通過實際計算可知 P0實際30.85 kW,遠大于單純克服物料摩擦力所做的功,大約有69%的做功都消耗在克服鏈節(jié)與箱體、導軌之間的摩擦上。所以筆者認為,通過滑動鏈節(jié)來帶動物料輸送的刮板機的未來研究方向應該是重點在如何減小因摩擦帶來的損耗方面進行攻關和改進。
2.2.5 物料流動與物料靜止時對鏈條拉力的影響研究不足
在資料中計算鏈條所受的拉力時,均考慮每米物料的重量,這種重量為靜止時物料所受的重力。其實在物料運動過程中,物料時刻處于流動狀態(tài),在流動過程中物料自身存在一定的動能和勢能,鏈條帶動物料所需能量應小于物料靜態(tài)時突然運動所需的能量,所以在埋刮板輸送機檢修中一定要將機箱內的物料拉空,而且不能在檢修或檢查過程中開開停停,如果物料入口處的插板沒有插死或者密封性差,刮板機的開開停停導致機箱內堆料嚴重,大大超出了正常運行時的載荷,此時如果強行啟動設備,鏈條的受力瞬間達到很大值,很容易使鏈條拉斷。
2.3 MS型單排模鍛鏈埋刮板輸送機常見故障及分析
由于MS型單排模鍛鏈埋刮板輸送機結構簡單,運行中相對穩(wěn)定,常見的故障有翅片變形、翅片脫落、運輸鏈節(jié)跑偏、鏈節(jié)拉桿斷裂等幾個方面。
2.3.1 鏈節(jié)翅片斷裂變形
MS型單排模鍛鏈埋刮板輸送機出現(xiàn)故障最多就是鏈節(jié)的翅片變形,通過圖3刮板機截面示意圖可以看出來,鏈節(jié)在運行中,受到阻力最大的部位就是翅片,常見的有翅片斷裂、聯(lián)接筋板開裂、翅片變形,其中嚴重時出現(xiàn)過整條鏈節(jié)大部分翅片向一個方向傾斜。通過對變形翅片以及箱體的觀察,造成這些故障的原因有:①當箱體內物料過多時,翅片受力較大,如果長時間的超負荷運行,翅片容易出現(xiàn)向一個方向傾斜;特別當箱體內進入異物且沒有及時發(fā)現(xiàn)的時候,在很短的時間內,鏈節(jié)會出現(xiàn)嚴重傾斜現(xiàn)象;②當運輸鏈節(jié)過松時,松弛的鏈節(jié)會在回程段體現(xiàn)出來,這時松弛的鏈節(jié)在運行無法保持平衡,左右擺動的鏈節(jié)碰到導軌的支撐時,鏈節(jié)也容易出現(xiàn)翅片斷裂或變形的現(xiàn)象;③翅片與拉桿為焊接聯(lián)接,通過圖2照片可以清楚看出,我廠在使用過程中,曾出現(xiàn)過翅片與拉桿焊接處脫焊,翅片整體脫落,不但造成其它鏈節(jié)的損壞,而且對后系統(tǒng)也造成一定的影響,后判斷為焊接質量出現(xiàn)問題,及時與制造廠家聯(lián)系,改進焊接工藝,消除事故的發(fā)生。
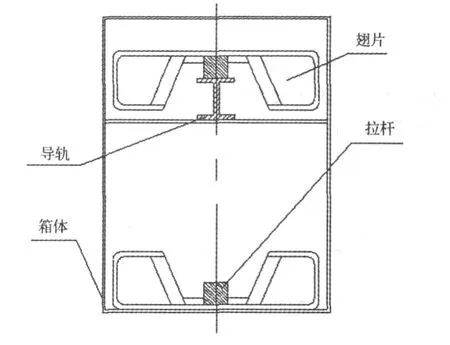
圖3 MS型單排模鍛鏈埋刮板輸送機截面示意圖
2.3.2 運輸鏈節(jié)跑偏
新安裝的刮板機經過一段時間的運行會出現(xiàn)運輸鏈節(jié)跑偏的情況,刮板機越長越容易出現(xiàn)跑偏,導致的原因有以下幾個方面:①箱體松動,整體箱體不能保證對中;②導軌長時間磨損,出現(xiàn)一邊高一邊低的現(xiàn)象;③頭輪、尾輪和導軌不對中;④尾部拉緊裝置兩側進程不一致;⑤安裝時箱體兩側對稱中心面的對稱度偏差過大。當鏈條跑偏時應及時處理,否則會對鏈節(jié)產生影響,容易出現(xiàn)變形等問題。從鏈節(jié)跑偏的原因可以看出,在日常維護中應注意尾部拉緊裝置的調節(jié),既要保證運輸鏈條張緊度,又要保證拉緊裝置兩側的進程一致;另外在箱體上可以焊接楔形的導向塊來調整鏈條的跑偏,特別在頭輪和尾輪處焊接楔形導向塊可以有效地保證鏈節(jié)、頭輪和尾輪對中。對于導軌應定期更換,以免出現(xiàn)因磨損導致導軌一邊高一邊低的現(xiàn)象。在刮板運行過程中,注意下料不能落在箱體的一側,那樣很容易造成鏈節(jié)的跑偏。
2.3.3 鏈節(jié)拉桿斷裂
埋刮板鏈節(jié)拉桿斷裂是非常嚴重的事故,而且多數(shù)鏈節(jié)拉桿斷裂出現(xiàn)在正常運行的工作狀態(tài),箱體內物料較多,鏈節(jié)更換后,如果不清除箱體內的物料強行將刮板開啟,很容易造成刮板鏈節(jié)的二次拉傷,這個原因在前面2.2.5中已經詳細闡述。由于物料分布在鏈節(jié)之間,清理物料十分困難,工作量較大,處理時間較長,對于純堿工藝連續(xù)生產影響較大。所以鏈節(jié)拉桿斷裂在刮板機的維護中應放在十分重要的問題,對于每次鏈節(jié)拉桿斷裂的原因應深入分析,找出導致事故的根源,以避免再次出現(xiàn)類似的情況。
通過多年來對鏈節(jié)拉桿斷裂部位及現(xiàn)場情況的觀察,斷裂部位多發(fā)生在安裝翅片拉桿的背面,遠離翅片端,如圖4所示。
拉桿斷裂主要有以下幾種原因:①拉桿鍛造時出現(xiàn)質量問題,許用載荷無法滿足實際需要;②安裝不當導致運行時振動,鏈節(jié)與箱體、導軌、頭尾輪撞擊嚴重,導致上下左右較大的錯移,致使刮板鏈節(jié)被卡住過載斷裂;③物料中出現(xiàn)異物,鏈節(jié)在運行中突然被卡住過載;④鏈節(jié)跑偏,鏈節(jié)與頭輪、尾輪接觸時出現(xiàn)過度的摩擦(圖4所示位置即為摩擦點),長時間的摩擦導致鏈節(jié)磨損,而且在回程段時磨損處緊貼導軌,日常檢查很難發(fā)現(xiàn),這是日常鏈節(jié)斷裂出現(xiàn)最多的情況。這時應及時調整鏈節(jié)與頭尾輪的對中,并且對其它鏈節(jié)仔細檢查,及時更換。
3 MS型單排模鍛鏈埋刮板輸送機未來發(fā)展方向
通過多年使用,目前刮板機在使用過程中雖然整體穩(wěn)定,但是依然存在上述的各種問題,在連續(xù)生產的化工行業(yè)對生產依然造成很大的沖擊,容易造成生產的中斷以及物料的損耗;同時,通過計算分析,此類型的刮板機能耗較大,所以,筆者建議MS型單排模鍛鏈埋刮板輸送機以后應從能耗、性能改進方面加大力度。目前國內刮板輸送機的技術多為學習國外的成功經驗,在自身研究發(fā)展上存在一定欠缺,埋刮板在國內發(fā)展的30年中,除材質有所變化外,別的方面幾乎沒有多少進展。
3.1 重點在能耗上進行改進
通過上面2.2.4對MS型單排模鍛鏈埋刮板輸送機的摩擦分析可以看出,刮板機電動機輸出的功率大約69%損耗在鏈節(jié)運輸過程克服箱體、導軌的摩擦上,而且摩擦也容易導致各部件的損壞。
在單排模鍛埋刮板輸送機的研究中,目前國內大部分采用滑動運行物料,在摩擦學中,滑動摩擦的能耗遠遠大于滾動摩擦的能耗,如果能將單排模鍛埋刮板由滑動改為滾動會起到很好的效果,目前純堿企業(yè)有用于外返堿的MX型雙排鏈埋刮板輸送機,它采用就是雙排鏈+滾輪的方式,能耗遠低于單排模鍛埋刮板。從摩擦的方面分析單排模鍛埋刮板,可以看出最大的損耗在鏈節(jié)克服箱體、導軌的滑動摩擦上,所以在這兩處進行改進;單排模鍛埋刮板如果單純從傳動過程考慮,可以采用以下的結構(圖5),滾輪在鏈節(jié)上下都有安裝,因為鏈節(jié)在回程和工作段應用到不同的接觸面,每個鏈節(jié)上的滾輪可加一個或多個。同時對頭尾輪、導軌等做出相應的改造。回程段最大的問題就是保證鏈節(jié)的平衡性,所以在較少鏈節(jié)與箱體側壁摩擦力的同時還應注意保持鏈節(jié)的平衡。由于條件有限,沒有做過相應的實驗,刮板機制造廠家可以利用自身有利的條件進行改造。

圖5 鏈節(jié)裝滾輪示意圖
3.2 驅動裝置的改進
根據(jù)生產的具體情況,物料在輸送過程中量的變化比較頻繁,所用的功率也會因此改變,在這種情況下,采用變頻或電磁調速會很好地適應工藝條件的變化,從而達到節(jié)能降耗的目的。同時在調速過程中可以有效地減輕磨損,延長設備的使用壽命。
3.3 增加過載保護和故障檢測功能
純堿的生產是連續(xù)運行的,刮板機在物料的輸送環(huán)節(jié)作用非常重要,經過實際情況,在每次的成品刮板機出現(xiàn)故障后,都會影響到整個工藝的波動,造成生產能耗的增加。所以在刮板機運行中增加機械過載或電流過載保護功能,增加斷鏈保護和斷鏈報警(與尾部速度監(jiān)測聯(lián)動),可以有效地避免設備嚴重的損壞。
總之,我國的埋刮板輸送機在發(fā)展過程還應堅持走技術創(chuàng)新之路,總結經驗,降低消耗,提高裝置的穩(wěn)定性,更好地將埋刮板輸送機在各個行業(yè)進一步的推廣和應用。
TH 227
B
1005-8370(2010)05—07—07
2010-06-10
孟慶華(1976—),大學本科,工程師,連云港堿廠煅燒車間副主任。