鍍鋅黑色鈍化
2010-09-08 12:42:44奚兵
電鍍與環保 2010年5期
關鍵詞:質量
奚 兵
(常州市荊川里小區12丙201,江蘇常州213015)
鍍鋅黑色鈍化
奚 兵
(常州市荊川里小區12丙201,江蘇常州213015)
0 前言
鍍鋅層的黑色鉻酸鹽鈍化處理是在鉻酸鹽鈍化液中加入銅離子或銀離子,從而獲得耐蝕性優良,且較厚的黑色鈍化膜。它主要依賴鉻酸與鋅層、銅或銀的氧化還原反應形成膠狀的鋅酸鹽膜,吸附金屬銅、銀等膠狀微粒。因此,其鈍化膜耐蝕性強,具有均勻烏黑的裝飾外觀和良好的結合力。
1 工藝流程

2 鈍化液組成
2.1 配方1
鉻酐 15~30 g/L硫酸銅 30~50 g/L甲酸鈉 20~30 g/L醋酸 70~120 mL/L表面活性劑 微量p H值 2~3 θ 10~35℃
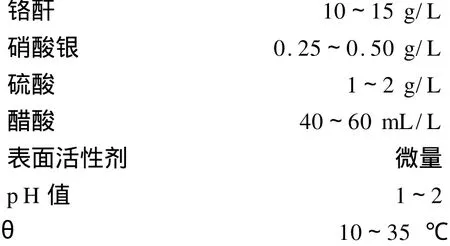
2.2 配方2
3 工藝說明
3.1 溶液組成
(1)鉻酐
鈍化液中鉻酐是主要成膜物質。新配的鈍化液中需加入質量濃度為1~2 g/L的鋅粉或硫酸亞鐵(也可加些舊鈍化液)作為還原劑,使部分六件鉻還原成三價鉻。這樣才能使部分銅離子或銀離子生成黑色氧化銅或氧化銀,從而使鈍化膜呈黑色的光亮外觀。因此,鈍化液中鉻酐的質量濃度對鈍化膜的黑度、耐蝕性和結合力都有很大影響。如果鉻酐的質量濃度過高,鈍化膜呈草綠色;過低,則為灰色。
(2)硫酸銅、硝酸銀
鈍化液中硫酸銅和硝酸銀是鍍鋅層黑色鈍化的發黑劑。鈍化過程中隨著銅離子、銀離子的質量濃度的變化而影響鈍化膜質量。其質量濃度過高,鈍化膜疏松、結合力差;過低,則產生黃、綠色膜層。
(3)甲酸鈉
鈍化液中甲酸鈉是活性劑,在黑色鈍化液中起著加速成膜和增厚作用。其質量濃度影響鈍化膜的黑度和結合力。其質量濃度過高,鈍化膜疏松、結合力差;過低,則易出現草綠色膜層。
(4)硫酸
鈍化液中硫酸既是催化劑,又是p H值調節劑,其作用與甲酸鈉的相似,有加速成膜的作用;但其質量濃度應與鉻酐的質量濃度相匹配。硫酸的質量濃度過高,會加快鈍化膜的溶解,降低成膜速率;過低,則使鈍化膜黑度變淺。
(5)醋酸
鈍化液中醋酸為緩沖劑,主要起穩定鈍化液p H值的作用,對鈍化膜色澤也有影響。其質量濃度過高,會使鈍化膜呈黃、綠色;過低,則使膜層發花。
(6)表面活性劑
經過智能路燈現場調測經驗,無線側的參數配置建議如下表所示。主要包括三大類:第一類保證3GPP協議兼容開關根據對應終端關系匹配打開,保證智能路燈可正常接入;第二類backoff開關,使得路燈接入隨機化,避免空口資源擁塞;第三類主要為定時器類優化參數,保證接入性能最優。
鈍化液中加入少許表面活性劑,可以改善鈍化液的性能,有助于提高膜層的黑度和光亮度。
3.2 工藝參數
(1)p H值
鈍化液的p H值必須嚴格控制在工藝范圍內。由于鈍化時溶液中的 H+的消耗,使p H值不斷上升。當p H值過高時,溶液就不穩定,一般膜發暗不亮,成膜速率慢;p H值過低,則鋅層溶解過快,鈍化膜不牢。因此,在鈍化過程中需經常對p H值進行測試并加以調整。
(2)溫度
鈍化液溫度應控制在10~35℃之間。一般溶液溫度越高成膜速率越快,但溫度過高,鈍化膜則疏松、易脫落;過低時,成膜慢,膜層薄。冬季在開缸前可適當加些熱水,使鈍化液溫度上升至10℃以上開始鈍化為宜。
3.3 操作方法
(1)時間
(2)動作
工件下槽鈍化的動作不要重力碰撞,只許輕輕抖動,以保證成膜的均勻度。同時,在工件表面膜層未干之前也要特別小心,應該輕拿輕放,避免造成掉膜現象。
(3)出槽
經鈍化出槽的工件不要立即水洗,應該在槽上停留5~10 s,使其表面殘液流回槽中,以減少溶液的帶出量,并有利于膜的進一步形成和增厚。而含銀鈍化液需在空氣中停留10~15 s。
(4)脫水
鈍化件經水洗后迅速用熱風吹干,不能用熱水洗,否則,鈍化膜表面易產生干燥污點。解決方法是:鈍化、水洗后,可以先在質量分數為2 g/L的鉻酐水溶液中浸泡,然后干燥,這樣就不會出現污點。盡量不讓水跡在膜層上停留時間太長,也可使用脫水防銹劑處理,以保證黑色鈍化膜色澤均勻、一致。
(5)烘干
剛鈍化好的膜層柔軟,易擦掉。所以,必須加熱使之變硬,成為憎水性、耐蝕的膜層。但必須將溫度控制在50~60℃之間,烘干5~10 m in,不得超過70℃,否則,鈍化膜會發黃、發花甚至開裂,造成不必要的返工。如果溫度過低或僅在太陽下晾干,不但膜層軟,而且易變色。
(6)罩漆
為了進一步提高鍍鋅產品黑色鈍化膜的耐蝕性、耐磨性和光澤性,最后應該在其表面涂覆一層透明的有機膜(如丙烯酸清漆),從而起到固化和保護作用。
4 結語
上述兩種鈍化液成本相當,鈍化膜質量也差不多,操作維護較簡單,用水條件寬。只要鍍鋅層自身質量尚好(表面平整、光滑、細致、結合力好,且鍍層厚度在8μm以上),就能得到均勻、光亮且耐蝕性、耐磨性和結合力好的黑色鈍化膜。但由于本工藝仍采用含鉻鈍化液,不環保,所以需要妥善處理含鉻廢水。
book=43,ebook=25
TG 174
B
1000-4742(2010)05-0043-02
2010-03-12
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54