5083的激光傳導焊接
2010-09-16 02:53:14吳靜然
承德石油高等專科學校學報 2010年3期
關鍵詞:焊縫
吳靜然
(承德石油高等專科學校機械工程系,河北承德 067000)
5083的激光傳導焊接
吳靜然
(承德石油高等專科學校機械工程系,河北承德 067000)
研究了利用高能量的二氧化碳和 YAG激光器作為于激光傳導焊接 2mm~3mm板厚的AA5083。結果表明,焊接2mm~3mm板厚的AA5083時產生的粗大的焊接區并充分滲透。通過觀察,在這個過程中滲透深度最初開始增加并達到最大值,然后隨著斑點大小的增加而逐漸減小。
鋁合金 5083;傳熱焊;鎖孔焊
激光焊接是一種國際性的焊接技術,并且鎖孔焊焊接在工業領域中被不同的部門廣泛的應用。它可以很快的改變焊接材料的厚度并產生小的熱影響區,同時有效的吸引越來越多的工業人士對激光焊接產生更多的興趣[1-2]。但是鎖孔焊焊接 (>106W/cm2)由于自身存在的問題而導致它的不穩定性,如匙孔振蕩,和匙孔間歇性的關閉而導致的多孔性。在一些合金中,焊接速度高會導致焊縫或熱影響區變脆。傳熱焊激光焊接(LCW)(<106W/cm2)比較穩定并且可以提供一種可以選擇的焊接方法用來焊接傳統上的難焊材料,例如鋁合金。到目前為止,在傳熱焊和鎖孔焊激光焊接中,從焦距到射程之間的一段距離即:– 10mm到 +10mm范圍內高功率的散焦激光束受到限制。工件在焦距以下 +5mm到 + 100mm距離范圍內采用的是傳熱焊焊接模式。
1 實驗方法
為了促進吸收在焊前要對工件進行噴丸處理。焊接完成后,工件被鋸斷并安裝在 Buehler Pneumet II機械壓力機上。在 100℃的熱處理設備中加熱 15 min后完成。每個工件都要進行拋光和打磨,直到得到所需要的表面為止。然后再用氫化鈉溶液腐蝕工件。采用氬氣作為保護氣體。
采用兩種類型的激光來做實驗。第一種是MultiWave-AutoT MLumonics AM356YAG型的激光器。用直徑為 600μm的光學纖維時最大功率可達到 4.5 kW。另一種是最大功率可達到 1.8 kW的 PRC/ OPL CO2激光器和 TEM01激光束。抗拉強度實驗試樣在 Instron測試儀上進行測試,
2 結果分析
傳熱焊焊接采用高能量散焦激光束應用于規格為 2-3 mm板厚的AA5083。圖 1(i-vii)展示了規格為 2-3 mm板厚的AA5083的傳熱焊焊接的顯微照片。圖的編號是根據斑點數量的逐漸增多而制定的。預期的傳熱焊焊接的半球形特征已經得到。滲透深度隨著斑點半徑的增加而變化并且焦距變得易于觀察。多數情況下焊縫的成型率比另一個低(透深度與焊縫寬度分開)。在傳導模式中,滲透深度與斑點半徑的曲線圖顯示開始是增長趨勢 (達到一個最大值)然后隨著斑點半徑的增加而逐漸減小。這個歸結于減小能量密度增加相互作用的時間之間的相互影響。同時斑點半徑變大。這表明激光束的擴散和提前加熱是導致激光束的外部邊緣與工件之間的相互影響的原因。圖2表示了焊接2-3 mm板厚的AA5083,焊速為 600mm/min和 720mm/min.時滲透深度隨斑點半徑的變化而變化的情況。
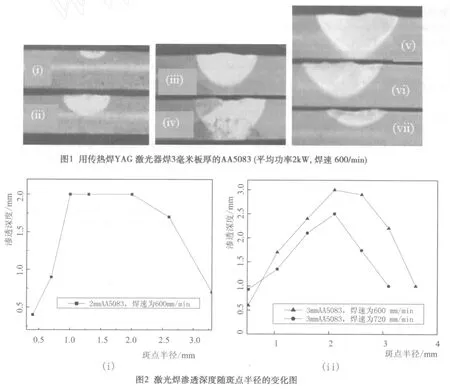
圖 2(i)用 CO2激光器焊 2 mm板厚的AA5083,焊速為 600mm/min時滲透深度隨斑點半徑的變化而改變的情況;圖 2(ii)用 YAG激光器焊 3 mm板厚的AA5083,焊速為 600 mm/min和 720 mm/min時滲透深度隨斑點半徑的變化而改變的情況。
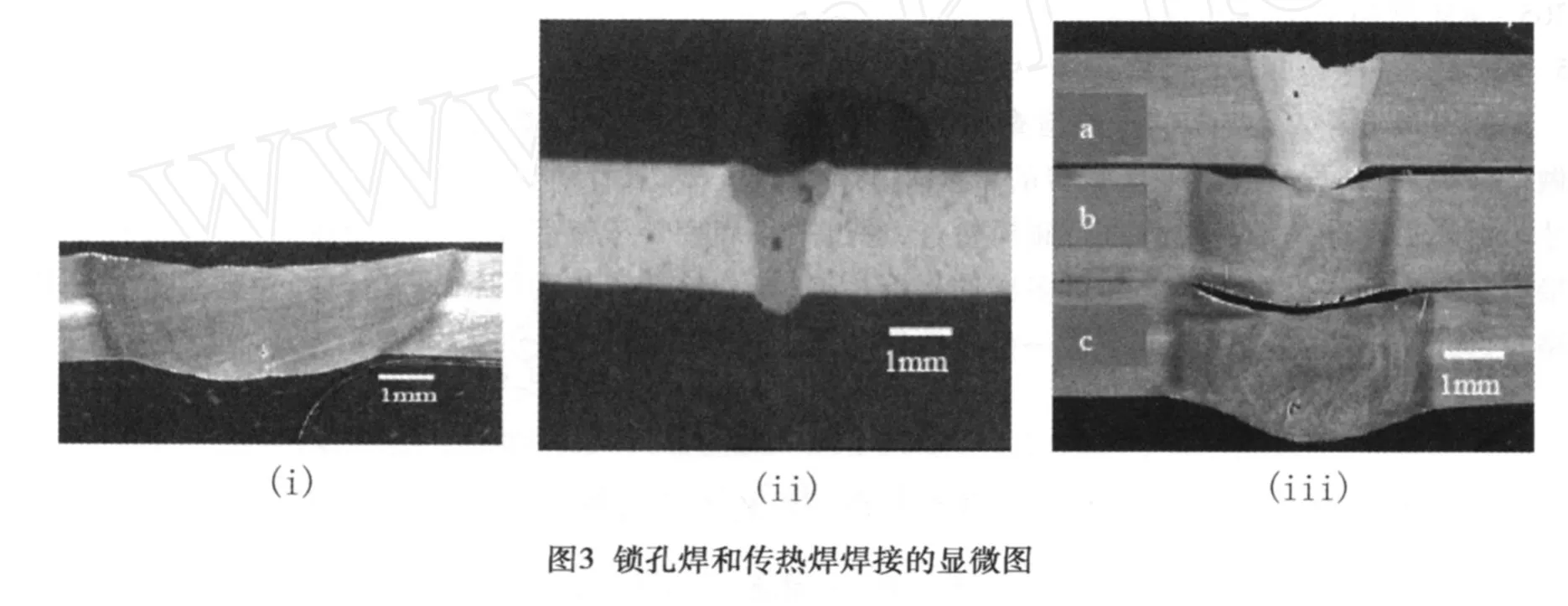
圖 3(i)是用 YAG激光器在焊速為 360 mm/min并且工件的擺放的距離距焦距 20 mm處所得到的粗大的焊縫的顯微圖。這個位置將產生激光設備滲透深度的最大值。可以看出焊縫是完整細致的。圖3(ii)是用 CO2激光器焊 2mm板厚的AA5083.最大功率為 1750W,焊速為 1600 mm/min。溝槽是表面的薄弱區。應為表面用鋼絲刷清理過,所以匙孔清晰可見。圖 3(iiia)—用鎖孔焊焊接法焊 2mm板厚的AA5083時匙孔可以看得見。但是在傳熱焊焊接中如圖 3(iiib)(角接)和圖 3(iiic)(對接焊縫)匙孔就相對稀松。可見傳熱焊焊接滲透得十分完全。
3 結論
實驗研究對激光傳導焊接(LCW)AA5083進行調查,不完全數據表明使用高能量散焦 CO2激光束和 YAG激光束使熔深增大到最大值之后便隨著熔斑半徑的增加而減小。其具體的內容如下:
1)對LCW過程的不完全數量分析表示,當表面溫度還處在沸點時熔深隨著斑點半徑的增加而增加。當沸點的溫度隨著斑點半徑的進一步增加而不在變化時這個趨勢開始向相反方向變化。這表明,熔深/斑點半徑變化發生在傳導焊接中,理想意義上傳導焊接中不應該有氣化現象存在。
2)通過討論,這種現象可能歸結于能量密度減小和相互作用時間增加之間的影響、激光束的分布、由于激光束的外部邊線被提前加熱等原因。
3)這個過程也許可以提供一個供選擇的方法,通過減小冷卻速度來提高傳統上的難焊材料的焊縫質量,如鋁合金被應用在航天工業。激光傳導焊接時在某一原材料上應用高能量的散焦激光束將會被充分的熔透,但如果不除去匙孔的缺陷將很大程度上影響焊接質量。
[1] 王希靖.鋁合金 5083和 5052的激光焊接[J].甘肅工業大學學報,1994(4):1-6.
[2] 孫福娟,劉洪軍,張丹峰.LY12CZ鋁合金激光焊接工藝[J].中國激光,2006(2):273-277.
Laser Conduction W elding of 5083
WU Jing-ran
(Department ofMechanical Engineering,Chengde Petroleum College,Chengde 067000,Hebei,China)
There are two laser welding mechanisms:keyhole mode and conduction mode.Keyhole welding iswidely used because it produces welds with high aspect ratios and narrow heat affected zones.However keyhole welding can be unstable,as the keyhole oscillates and closes inter mittently. This intermittent closure causes porosity due to gas entrapment. In this work,high-power CO2and YAG lasers have been used to produce laser conduction welds on 2mm and 3mm gauge AA5083 respectively by means of defocused beams.Full penetration butt-welds of 2mm and 3mm gauge AA5083 using this process has been produced. It has been observed that in this reg ime the penetration depth increases initially up to a maximum and then decreases with increasing spot size (corresponding to increase in distance of focus above the workpiece).
Aluminium Alloy 5083;conduction welding;keyhole welding
TG44
:B
1008-9446(2010)03-0051-02
2010-04-19
吳靜然(1976-),女,遼寧沈陽人,承德石油高等專科學校機械工程系講師,碩士研究生,主要從事新材料研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
