在用壓力容器超聲波檢測中常見缺陷的定性分析
2010-09-19 06:05:20董正祥
中國設備工程 2010年5期
董正祥,楊 智
(中原油田分公司技術監測中心,河南 濮陽 457001)
超聲波檢測是目前控制焊接質量較為廣泛的無損檢測方法之一。該技術采用的設備體積小、成本低、速度快、適用性強。由于超聲波具有在鋼材內部穿透力強的優點,故廣泛應用于較厚鋼板焊縫的檢測。對于平面狀缺陷,盡管有的缺陷很淺,只要超聲波直射至缺陷面,均能得到很高的缺陷波。但由于檢測結果受到定性困難、檢測者專業技能與經驗差異等因素影響,延判、誤判時有發生,可造成安全隱患或不必要的經濟浪費。排除各種偽缺陷回波信號,對正確探傷和提高檢測的準確性有著積極意義。
一、在用壓力容器檢測選用超聲波探傷儀的依據
目前技術監測中心壓力容器檢測采用標準JB/T4730.3-2005《承壓設備無損檢測》,對中原油田近2 000臺第一、二類壓力容器(如油氣分離器、水套爐、儲罐等)進行內部缺陷檢測。超聲波檢測可靠性的影響因素很多,如檢測人員的技術理論水平和心理狀況、檢測系統、環境的影響等。但在實際生產中,若采用射線檢測,需對壓力容器進行停機、清理、置換,檢驗一般的壓力容器需要很長時間,影響被檢單位的生產任務。而采用超聲波探傷只需把焊縫兩側打磨即可,可以實現在人員、設備、被測對象、環境難以改變的條件下檢測。通過對同種缺陷進行超聲波檢測判別和射線拍片對比驗證,證明了超聲波檢測技術的可行性。
二、超聲波探傷儀的檢測
1.缺陷類型的判斷
焊逢內部的缺陷類型主要有:點狀缺陷(點渣、氣孔)、條形缺陷(裂紋、未焊透、未熔合)。檢出缺陷后,應在不同的方向對該缺陷進行探測。對于平面形缺陷,在不同方向上探測,其缺陷回波高度顯著不同。在垂直于缺陷方向探測,缺陷回波高,在平行于缺陷方向探測,缺陷回波低,甚至無缺陷回波。
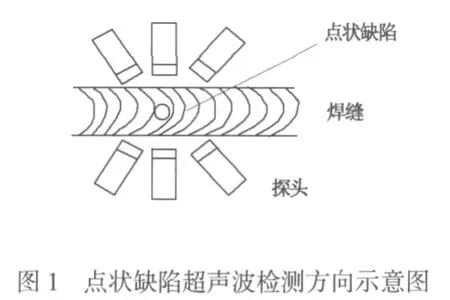
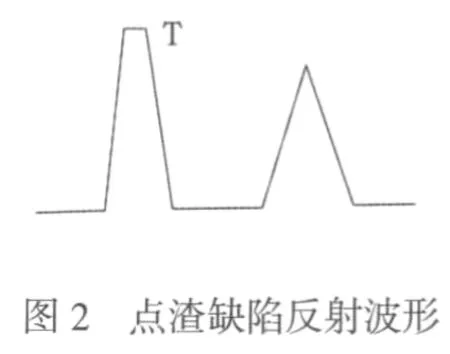
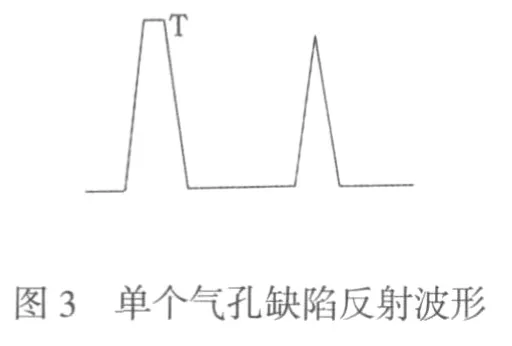
(1)點狀缺陷。點狀缺陷超聲波檢測方向示意圖見圖1。采用超聲波在不同方向探測出的點渣和單個氣孔缺陷的共同點:缺陷回波無明顯變化,波形較穩定,反射波高大致相同,稍一移動探頭缺陷波就消失。不同點:內含物聲阻抗不同。夾渣內含的金屬夾渣或非金屬夾渣的聲阻抗大,反射波低一些,見圖2;氣孔內含氣體,聲阻抗小,反射率高,波形陡直尖銳,見圖3。
(2)條形缺陷。采用超聲波在垂直方向探測出的裂紋、未焊透和未熔合缺陷共同點:探頭平移時,反射波連續出現。不同點:裂紋回波高度較大,波幅寬,會出現多峰。探頭平移時,有小幅變動;探頭轉動時,波峰有上、下錯動現象,見圖4;未焊透波形穩定,從焊縫兩側探傷,均能得到大致相同的反射波幅,見圖5;兩側探測時,反射波幅不同,有時只能從一側探到,見圖6。
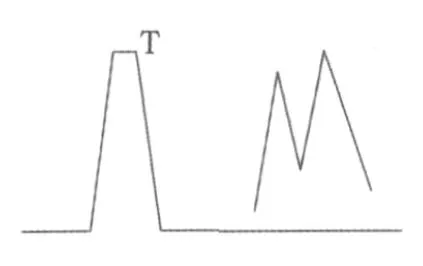
圖4 裂紋缺陷反射波形
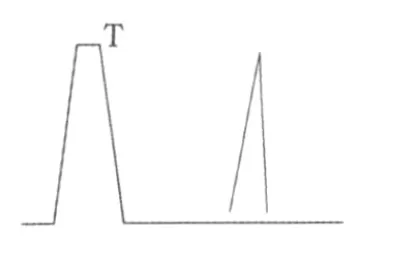
圖5 未焊透缺陷反射波形
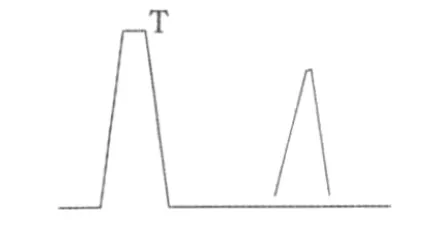
圖6 未熔合缺陷反射波形
2.快速識別偽缺陷
(1)對于儀器雜波,在不接探頭的情況下,熒光屏上出現單峰或多峰的波形。對于探頭雜波,接上探頭時,波形熒光屏上固定位置出現波形,降低靈敏度后,此波消失。
(2)焊縫表面溝槽引起的反射波鑒別的方法:一般出現一次、二次波處或稍偏后位置,如圖7所示。
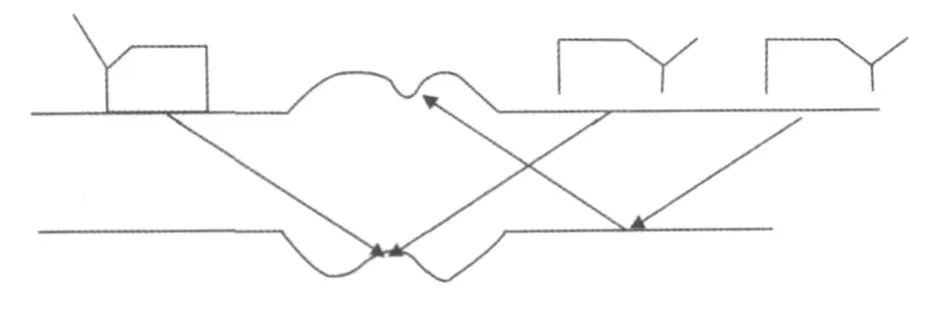
圖7 焊縫表面溝槽的反射
(3)焊縫上下錯邊引起的反射波鑒別方法:由于焊縫上下焊偏,在一側探傷時,焊角反射波很像焊縫內缺陷,當移到另一側探傷時,在一次波前沒有反射波,如圖8所示。
(4)耦合劑引起的反射波鑒別方法:探頭不動,隨著耦合劑擴散,波幅逐漸降低,如果擦去探頭前耦合劑,信號立刻消失。
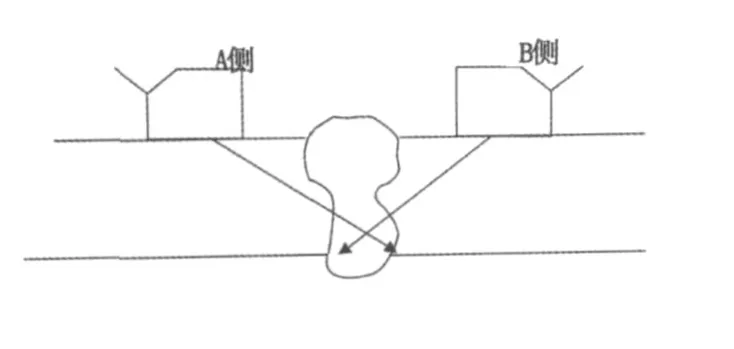
圖8 焊偏在超聲探傷的辨別
(5)咬邊鑒別方法:咬邊是宏觀缺陷,容易誘發裂紋,危害性較大。這種缺陷反射波一般出現在一次波與二次波的前邊。當移到探頭出現最高反射信號時固定探頭,適當降低儀器靈敏度。用手指沾油輕輕敲打焊縫邊緣咬邊處,觀察反射信號是否有明顯跳動現象,若信號跳動,則證明是咬邊反射信號。
三、實際檢測中應注意的因素
第一,超聲波檢測結果會受到環境、技術及材料等幾方面因素的影響。如果施工在冬季,焊接質量難以保證,易出現裂紋等缺陷;施工在雨季,易產生密集氣孔,都應增加表面檢測。
第二,考慮高溫下探頭壓電效應隨溫度升高而減弱的現象給超聲波檢測帶來的不利影響:高溫探頭只能在較低溫度下連續工作,溫度較高時必須間歇工作;壓電效應下降使得探頭發射和接收超聲波的能力減弱,工件內的缺陷所顯示的信號幅度明顯下降,一些小的缺陷難于檢出;高溫損害探頭的性能,即使在冷卻到室溫,探頭發射和接收超聲波的能力不能完全恢復到原來的水平。高溫探頭使用一定次數后,性能下降甚至報廢。
第三,提高焊接質量,制定焊接工藝評定,要求合格的壓力容器焊工施焊,控制組對間隙和偏差,減少未焊透、未熔合及大氣孔的形成。焊接接頭須經過外觀檢驗合格,檢測過程中注意幅度較低但有一定游動范圍的反射波及多峰的情況,很可能是較大的氣孔、針孔、密集氣孔,此類缺陷危害極大。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
