軸承雙端面磨削精度淺析
2010-10-11 03:11:16賈淑暉
哈爾濱軸承 2010年4期
賈淑暉
(哈爾濱軸承集團(tuán)公司南直軸承分廠,黑龍江哈爾濱150056)
我分廠生產(chǎn)的6300系列軸承,其套圈端面采用雙端面機(jī)床砂輪異向旋轉(zhuǎn)磨削,這種磨削方式會(huì)對(duì)套圈的外徑(內(nèi)外徑)表面母線相對(duì)端面的傾斜度變動(dòng)量造成一定影響。而軸承套圈的端面和外徑是主要定位基準(zhǔn)面,如果外徑(內(nèi)外徑)表面母線對(duì)端面的傾斜度沒有控制在一定范圍內(nèi),那么對(duì)后工序加工精度有很大影響,產(chǎn)品質(zhì)量難以保證,同時(shí)還會(huì)破壞非磨削表面的位置精度,造成軸承裝配后成品質(zhì)量下降。針對(duì)這些問題,提出了改進(jìn)措施。
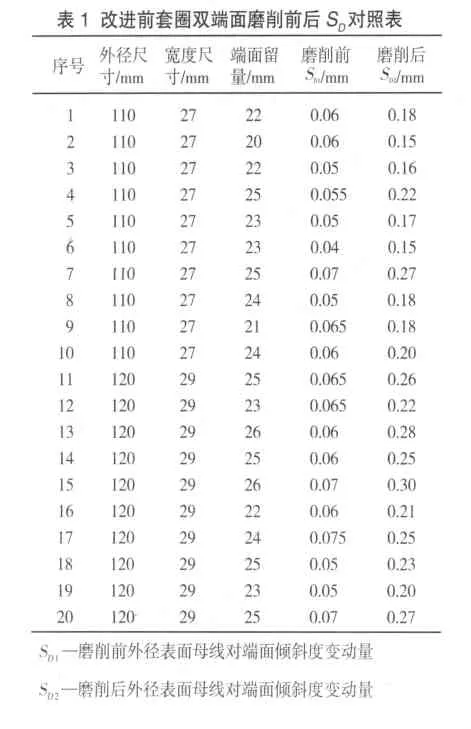
因?yàn)殡p端面的磨加工是熱處理后的第一道工序,外徑(內(nèi)外徑)還沒有磨削,所以在磨加工技術(shù)條件中沒有要求檢驗(yàn)套圈外徑(內(nèi)外徑)表面母線對(duì)端面的傾斜度變動(dòng)量,操作者和檢驗(yàn)員只對(duì)平面尺寸、平行差、平面度進(jìn)行測(cè)量。由于加工方式的影響及操作者調(diào)整不當(dāng),就會(huì)造成外徑(內(nèi)外徑)對(duì)端面傾斜度變動(dòng)量過(guò)大,而且其影響程度基本隨著套圈的外徑、幅高尺寸及端面留量增加而增大。以下是雙端面磨削前后套圈外徑表面母線對(duì)端面的傾斜度變動(dòng)量的抽查結(jié)果(以外圈為例),見表1。
從表1可以看出,雙端面機(jī)床磨削平面后,套圈外徑表面母線對(duì)端面的傾斜度變動(dòng)量破壞是很大的,同理套圈溝道對(duì)端面的傾斜度、牙口相對(duì)端面的平行度、端面對(duì)內(nèi)徑的跳動(dòng)也會(huì)隨之被破壞,影響到了各工序加工質(zhì)量,現(xiàn)根據(jù)在生產(chǎn)實(shí)際中出現(xiàn)的問題做如下分析,并提出改進(jìn)加工方法及檢測(cè)手段來(lái)加以解決,從而提高產(chǎn)品質(zhì)量。
?
3.1 對(duì)外徑(內(nèi)外徑)加工質(zhì)量的影響
磨削雙端面后,外徑(內(nèi)外徑)表面母線對(duì)端面傾斜度過(guò)大,造成了外徑(內(nèi)外徑)留量不均,如圖1所示,外徑留量б>б1,磨削外徑(內(nèi)外徑)時(shí),會(huì)造成個(gè)別留量偏小的套圈外徑(內(nèi)外徑)車工刀花磨不掉,造成廢品。并且由于留量不足,有的套圈外徑脫碳層磨不掉,同時(shí)外徑的圓度達(dá)不到工藝要求。

3.2 對(duì)溝道加工質(zhì)量的影響
外徑經(jīng)過(guò)多次磨削后,大部分套圈外徑(內(nèi)外徑)表面母線對(duì)端面傾斜度可以得到糾正,這時(shí)外徑與端面傾度變小,但溝道相對(duì)端面還是傾斜的,如圖2所示。磨削外溝時(shí)以端面和外徑作為定位基準(zhǔn),加工時(shí)由于溝道相對(duì)于端面是傾斜的,破壞了原始溝道中心對(duì)端面的平行度(溝擺);同時(shí)造成溝道留量不均,磨削時(shí)砂輪受力不均會(huì)產(chǎn)生振動(dòng),使溝道出現(xiàn)振紋,精研無(wú)法研掉;溝道留量小的部位熱處理脫碳層磨不掉,硬度達(dá)不到要求,有的套圈車工刀花磨不掉;砂輪碰到留量大的部位會(huì)與溝道相撞,溝道會(huì)出現(xiàn)磨傷和燒傷,造成廢品增多。加工后,有的套圈溝道溝擺、溝道的圓度、溝與外徑的壁厚差達(dá)不到技術(shù)要求。同樣道理,內(nèi)溝是用端面定位加工的,由于磨平面時(shí)內(nèi)溝道對(duì)端面的傾斜度被破壞,也就會(huì)出現(xiàn)和外溝同樣的質(zhì)量問題。

3.3 對(duì)內(nèi)徑加工質(zhì)量的影響
內(nèi)徑加工是用平面定位支溝磨削的,由于磨端面時(shí)破壞了端面對(duì)內(nèi)徑的跳動(dòng),在磨內(nèi)徑時(shí)造成內(nèi)徑留量不均,如圖3所示,內(nèi)徑留量б>б1,內(nèi)徑磨削后,部分套圈端面對(duì)內(nèi)徑跳動(dòng)糾正不過(guò)來(lái),而且造成部分產(chǎn)品內(nèi)徑邊緣一側(cè)漏車工刀花,還會(huì)造成內(nèi)徑燒傷,內(nèi)徑表面有振紋,使內(nèi)徑的廢品增多。有的套圈內(nèi)徑雖不漏刀花,但內(nèi)徑圓度和壁厚也會(huì)超差。

3.4 對(duì)密封軸承成品質(zhì)量的影響
由于雙端面機(jī)床磨削平面破壞了牙口對(duì)端面的平行度,牙口又是不磨削的表面,是靠車工保證的,而其它表面經(jīng)過(guò)磨削后相對(duì)牙口都發(fā)生改變,與溝道相對(duì)位置是傾斜的,如圖4。這樣的套圈裝配成軸承成品后,旋轉(zhuǎn)時(shí),個(gè)別套圈的防塵蓋或密封圈刮到軸承保持架,造成軸承旋轉(zhuǎn)靈活性不好,還會(huì)產(chǎn)生噪音,使成品質(zhì)量下降。


4.1 產(chǎn)生原因
(1)由于我分廠的雙端面磨床是用兩個(gè)旋轉(zhuǎn)方向相反的砂輪同時(shí)磨削套圈平面的,磨削時(shí)兩端面受到兩個(gè)方向相反磨削力F1和F2,如圖5所示,會(huì)產(chǎn)生套圈轉(zhuǎn)動(dòng)力矩。如果進(jìn)口導(dǎo)板及磨削區(qū)的導(dǎo)板調(diào)整不當(dāng),砂輪端面平面度又不好,套圈就會(huì)在磨削區(qū)轉(zhuǎn)動(dòng)。留量越大,磨削力就越大;幅高越高,套圈轉(zhuǎn)動(dòng)力矩就越大,磨削后就造成外徑(內(nèi)外徑)外表面母線對(duì)端面的傾斜度變動(dòng)量過(guò)大。
(2)在磨削平面工序沒有對(duì)外徑(內(nèi)外徑)表面母線對(duì)端面的傾斜度變動(dòng)量加以控制,造成操作者調(diào)整不當(dāng),使傾斜度變動(dòng)量過(guò)大,不能及時(shí)發(fā)現(xiàn)。
4.2 解決辦法
(1)在磨平面工序增加外徑(內(nèi)外徑)外表面母線對(duì)端面傾斜度變動(dòng)量的檢驗(yàn)項(xiàng)目,使操作者發(fā)現(xiàn)問題及時(shí)采取措施,把傾斜度變動(dòng)量控制在一定數(shù)值范圍內(nèi)。根據(jù)產(chǎn)品規(guī)格,在平面工序把外徑(內(nèi)外徑)表面母線對(duì)端面的傾斜度變量控制在0.1mm以內(nèi),就保證了下工序加工質(zhì)量。操作者在批量加工前先對(duì)加工試件進(jìn)行各項(xiàng)幾何精度測(cè)量,各項(xiàng)幾何精度在規(guī)定合格范圍內(nèi),才能批量生產(chǎn)。
(2)對(duì)于有牙口的產(chǎn)品,雙端面磨削時(shí)采用粗、細(xì)兩次磨削,用減少磨削量來(lái)降低磨削力,避免套圈旋轉(zhuǎn),這樣外徑表面母線對(duì)端面傾斜度比一次磨削會(huì)大大減小。
(3)磨削平面前要對(duì)上工序車工來(lái)料端面留量及幾何精進(jìn)行測(cè)量,一般一次磨削車工端面留量不允許超過(guò)0.25mm;端面留量如果超過(guò)0.25mm,一定采取兩次磨削,幾何精度超差過(guò)大拒絕加工。
(4)對(duì)外徑超過(guò)Φ100mm或幅高尺寸超過(guò)25mm的軸承套圈,雙端面磨削要采取兩次磨削。
按照以上提出的解決方法,分廠對(duì)加工及檢測(cè)方法進(jìn)行了改進(jìn),然后對(duì)產(chǎn)品質(zhì)量進(jìn)行了跟蹤,對(duì)現(xiàn)在雙端面磨削后外徑表面母線對(duì)端面傾斜度再次進(jìn)行測(cè)量,結(jié)果見表2。

?
從表2可以看出,兩端面磨削后,套圈外徑表面母線對(duì)端面傾斜度變動(dòng)量的變化不大,效果很顯著,通過(guò)改進(jìn)加工方法和檢測(cè)手段,在生產(chǎn)過(guò)程中,各工序的加工質(zhì)量都有顯著提高,降低了廢品數(shù)量,成品質(zhì)量得到保證。
