用輪廓儀測量軸承套圈溝位置
2010-10-11 03:10:14王旭剛劉英華金文勝
哈爾濱軸承 2010年1期
王旭剛,劉英華,金文勝
(哈爾濱軸承集團公司軸承實驗中心,哈爾濱150036)
1 前言
觸針式輪廓儀在機械行業(yè)中尤其是軸承行業(yè)中應(yīng)用非常廣泛,主要用于測量工件的粗糙度、直線度、溝曲率、溝型誤差、圓心距等參數(shù)。但是,目前對輪廓儀的使用只停留在初級水平上,沒有充分發(fā)揮輪廓儀強大的數(shù)據(jù)分析功能。若與一些附件相結(jié)合,可以拓展輪廓儀的測量功能,為實際測量工作帶來方便。
2 軸承套圈溝位置的測量
軸承溝位置的測量一直沿用傳統(tǒng)的測量方法,全溝軸承的溝位置是在D012或D022等專用儀器上,用翻幅法測得溝位置的偏差值。角接觸球軸承的溝位置,是利用相應(yīng)的曲率球在立式測長儀上間接測量出套圈溝位置的實際值。但是,隨著新型軸承的不斷出現(xiàn),傳統(tǒng)方法已不能滿足實際測量需要,急需找到一種測量軸承套圈溝位置的新的測量方法。針對上述情況,研究出用輪廓儀測量套圈溝位置的方法。此次所講述的方法,是上一篇《用Taylor輪廓儀巧測軸承溝位置》(見《哈爾濱軸承》2005年第1期)的續(xù)篇,對原有方法進行了完善,并增加了新方法。
2.1 測量原理
由輪廓儀一次測量出鋼球或圓柱滾子的輪廓以及軸承外圈或內(nèi)圈的輪廓,利用輪廓儀驅(qū)動箱高精度定位功能,使輪廓儀具有了兩維坐標(biāo)測量分析能力。利用輪廓儀測量軸承滾道溝位置的方法主要有以下四種方法:滾子法、鋼球法、旋轉(zhuǎn)法、全溝套圈法。
2.2 測量方法
2.2.1 滾子法
以角接觸球軸承雙半內(nèi)圈滾道為例,因其滾道為半溝形狀,且溝曲率圓心在套圈小端端面外側(cè)。按常規(guī)方法測量溝位置較困難。然而,用輪廓儀就可以很好地解決這個問題。
先將已知半徑為r滾子的和被測套圈按圖1所示位置安裝固定,由輪廓儀測量出滾子外徑的輪廓及套圈溝道的輪廓,利用輪廓儀坐標(biāo)分析,得到滾子圓心O1與滾道曲率圓心O2在X方向坐標(biāo)x1、x2,則:滾子圓心O1與滾道圓心O2水平距離為:

溝位置的計算公式為:

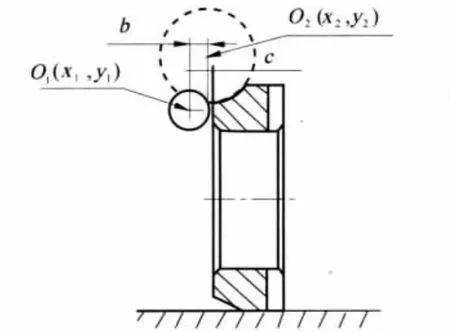
圖1 滾子法測量溝位置示意圖
2.2.2 鋼球法
當(dāng)被測量的套圈的尺寸相對較小時,其端面尺寸相應(yīng)也較小,滾子難于固定到端面上。這種情況下,采用半徑為r鋼球的鋼球作為測量附件,再加上一塊尺寸為h的量塊,增加滾子與端面的接觸面積。按圖2中所示,將被測套圈、鋼球和量塊安裝在一起。由輪廓儀測量分析得到鋼球的圓心O1與溝道的圓心O2在X方向坐標(biāo)x1、x2,則鋼球的圓心O1與溝道的圓心O2距離為:

溝位置為:


圖2 鋼球法測量溝位置示意圖
2.2.3 旋轉(zhuǎn)法
此方法不需要用鋼球和滾子作為測量附件。測量時,按圖3所示,先將被測套圈傾斜β度角,由輪廓儀測量出套圈溝道及端面母線的輪廓。借助測量分析軟件,將測量出的輪廓線旋轉(zhuǎn)到垂直狀態(tài),得到鋼球的圓心O1與溝道的圓心O2在X方向坐標(biāo)x1、x2,則被測套圈滾道溝位置應(yīng)為:

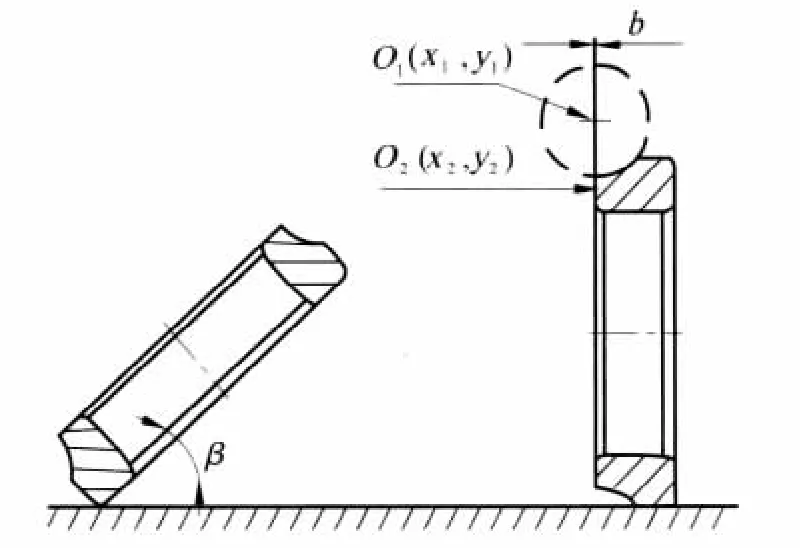
圖3 旋轉(zhuǎn)法測量溝位置示意圖
2.2.4 全溝套圈法
此方法是用一個已知溝位置為c2的全溝套圈作為附件,得出待測套圈的溝位置。按照圖4所示,將套圈安裝好。由輪廓儀測量出兩個套圈的溝道輪廓,借助測量分析軟件,得到兩套圈溝道曲率中心在X軸方向坐標(biāo)x1、x2,則兩套圈溝道的圓心距離為:

右側(cè)套圈的溝位置c2為已知,則未知套圈的溝位置為:


圖4 全溝套圈法測量溝位置示意圖
3 測量注意事項
為保證測量結(jié)果的準(zhǔn)確可靠,再用輪廓儀測量溝位置時要注意以下幾點:
⑴首先做好測量準(zhǔn)備工作,如端面去毛刺,恒溫等。
⑵所選的滾子的圓度要小于1μm,直線度要小于3μm,測量時要使?jié)L子保持水平狀態(tài)。
⑶測量前儀器調(diào)整時,應(yīng)使輪廓儀的測針位于被測套圈溝道的最大或最小溝徑上,并且保證被測套圈的軸向方向與測針的移動方向保持平行。
⑷分析時注意溝道的溝形誤差對測量結(jié)果的影響,若被測套圈的溝形誤差較大時,不能直接用由溝道擬合成的圓的圓心坐標(biāo)直接計算溝位置,而是要用溝道的最低點坐標(biāo)值來計算溝位置。
4 結(jié)束語
用輪廓儀測量軸承套圈溝位置的方法可以測量深溝球軸承(單列、雙列和多列軸承),角接觸軸承,三點接觸軸承,四點接觸軸承,調(diào)心球軸承等的溝位置或溝道圓心到端面的距離。此方法具有測量準(zhǔn)確度高、測量效率高,通用性好等優(yōu)點,應(yīng)用前景廣泛,尤其是在新產(chǎn)品測繪中更是顯示了此方法的優(yōu)點,并將輪廓儀的應(yīng)用提高到了一個新的水平。承,三點接觸軸承,四點接觸軸承,調(diào)心球軸承等的溝位置或溝道圓心到端面的距離。此方法具有測量準(zhǔn)確度高、測量效率高,通用性好等優(yōu)點,應(yīng)用前景廣發(fā),尤其是在新產(chǎn)品測繪中更是顯示了此方法的優(yōu)點,并將輪廓儀的應(yīng)用提高到了一個新的水平。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56