小型移動(dòng)式鋼軌氣壓焊控制系統(tǒng)改進(jìn)
2010-11-14 07:59:06吳發(fā)杰駱德陽呂其兵
電焊機(jī) 2010年1期
關(guān)鍵詞:系統(tǒng)
吳發(fā)杰,駱德陽,呂其兵
(西南交通大學(xué) 焊接研究所,四川 成都 610031)
小型移動(dòng)式鋼軌氣壓焊控制系統(tǒng)改進(jìn)
吳發(fā)杰,駱德陽,呂其兵
(西南交通大學(xué) 焊接研究所,四川 成都 610031)
原移動(dòng)式鋼軌氣壓焊控制系統(tǒng)是以PLC為核心,通過4臺(tái)直流減速電機(jī)進(jìn)行控制的,由電機(jī)1的正反轉(zhuǎn)來控制壓力的大小,電機(jī)2的正反轉(zhuǎn)來控制頂鍛液壓缸往返動(dòng)作,電機(jī)3的正反轉(zhuǎn)來控制推瘤液壓缸往返動(dòng)作,電機(jī)4則是控制加熱器的擺動(dòng)。但是原系統(tǒng)采用DDM表進(jìn)行數(shù)據(jù)采集和顯示,抗干擾能力差,經(jīng)常出現(xiàn)死機(jī)的現(xiàn)象;采用調(diào)壓電機(jī)帶動(dòng)錐形閥閥體旋轉(zhuǎn)控制壓力,旋轉(zhuǎn)時(shí)響應(yīng)速度慢、精度低,有時(shí)會(huì)出現(xiàn)失控狀態(tài)。針對(duì)原移動(dòng)式鋼軌氣壓焊控制系統(tǒng)存在的一些問題,采用觸摸屏代替DDM表、換向閥和比例溢流閥代替直流電機(jī)拖動(dòng),使得可靠性明顯提高,響應(yīng)速度加快,具有廣泛應(yīng)用前景。
氣壓焊;觸摸屏;比例溢流閥
0 前言
鐵路無縫線路具有可延長鋼軌使用壽命,降低線路養(yǎng)護(hù)費(fèi)用,減少行車阻力和對(duì)車輛損害,有利于行車平穩(wěn)等優(yōu)點(diǎn),大大提高了鐵路運(yùn)營質(zhì)量和運(yùn)行可靠性。目前,國內(nèi)鋼軌現(xiàn)場焊接主要采用小型移動(dòng)式鋼軌氣壓焊和移動(dòng)式閃光焊兩種。由于移動(dòng)式閃光焊體積大、成本高,而小型移動(dòng)式氣壓焊體積小、成本低,所以小型移動(dòng)式鋼軌氣壓焊應(yīng)用較為廣泛。但目前使用的小型移動(dòng)式氣壓焊仍然存在一些問題:(1)移動(dòng)式鋼軌氣壓焊采用DDM表進(jìn)行數(shù)據(jù)采集、顯示和參數(shù)設(shè)置,DDM表在野外現(xiàn)場焊接過程中的抗干擾能力差,經(jīng)常會(huì)使焊接突然中斷,不但影響焊接質(zhì)量,同時(shí)也增加了工人的勞動(dòng)量,影響生產(chǎn)效率;(2)移動(dòng)式鋼軌氣壓焊采用電機(jī)帶動(dòng)加熱器進(jìn)行擺動(dòng)加熱,換向時(shí)響應(yīng)速度慢,控制精度低。而壓力控制也是通過電機(jī)帶動(dòng)閥體旋轉(zhuǎn),控制旋轉(zhuǎn)開合的大小進(jìn)行調(diào)節(jié),同樣旋轉(zhuǎn)時(shí)響應(yīng)慢,精度低,有時(shí)會(huì)出現(xiàn)失控狀態(tài)。
基于上述問題,擬采用觸摸屏代替DDM表,換向閥和比例溢流閥代替電機(jī)拖動(dòng)閥體,解決了小型移動(dòng)式鋼軌氣壓焊存在的上述問題。
1 系統(tǒng)硬件的改進(jìn)
1.1 壓力控制系統(tǒng)的改進(jìn)
壓力控制系統(tǒng)原理如圖1所示,在可編程邏輯控制器(PLC)上增加了與PC和觸摸屏通信的接口;采用比例溢流閥和電磁換向閥代替電機(jī)拖動(dòng)閥體動(dòng)作,增加了控制放大板對(duì)比例溢流閥進(jìn)行控制,從而控制了系統(tǒng)壓力,并且壓力的變化可以從觸摸屏上直觀顯示出來。

圖1 壓力控制系統(tǒng)結(jié)構(gòu)Fig.1 Frame of pressure control system
本系統(tǒng)壓力控制采用的是閉環(huán)控制。由于開環(huán)控制系統(tǒng)的精度較低,無級(jí)調(diào)節(jié)系統(tǒng)輸入量可以無級(jí)調(diào)節(jié)系統(tǒng)輸出量,如力、速度和加速度等。這種控制系統(tǒng)的結(jié)構(gòu)簡單,系統(tǒng)的輸出端和輸入端不存在反饋回路,系統(tǒng)輸出量對(duì)系統(tǒng)輸入控制作用沒有影響,沒有自動(dòng)糾正偏差的能力,其控制精度主要取決于關(guān)鍵元器件的特性和系統(tǒng)調(diào)整精度,所以只能應(yīng)用在精度要求不高,并且不存在內(nèi)外干擾的場合。閉環(huán)控制系統(tǒng)即反饋控制系統(tǒng)的優(yōu)點(diǎn)是對(duì)內(nèi)部和外部干擾不敏感,系統(tǒng)工作原理是反饋控制原理或按偏差調(diào)整原理[1]。其原理如圖2所示,可編程控制器通過內(nèi)部指令與反饋的信息進(jìn)行比較,輸出電流信號(hào),經(jīng)放大后,控制比例閥動(dòng)作,從而控制液壓缸往復(fù)活動(dòng),進(jìn)而控制被控對(duì)象動(dòng)作。
1.2 監(jiān)控系統(tǒng)的改進(jìn)
監(jiān)控系統(tǒng)結(jié)構(gòu)如圖3所示,通過可編程控制器PLC與觸摸屏的通信,壓力傳感器傳回壓力和氣體流量的大小、位移傳感器傳回的換算位移大小,并以曲線方式直觀地顯示在觸摸屏上,并且可以直接在觸摸屏上更改焊接參數(shù)。與以往在PLC程序中更改參數(shù)相比更為方便。而加熱器擺動(dòng)速度的大小和位移是通過對(duì)擺火電機(jī)控制板上的調(diào)節(jié)電阻和電機(jī)支架上調(diào)節(jié)螺旋進(jìn)行調(diào)節(jié)的。


圖3 監(jiān)控系統(tǒng)結(jié)構(gòu)Fig.3 Frame of monitor and control system
2 系統(tǒng)軟件的改進(jìn)
在新系統(tǒng)中,由于采用換向閥和比例溢流閥代替電機(jī)拖動(dòng)閥體,因此,必須對(duì)PLC程序進(jìn)行重新編寫,使之與新的硬件系統(tǒng)相匹配,將對(duì)電機(jī)的控制轉(zhuǎn)變?yōu)閷?duì)閥體的控制。
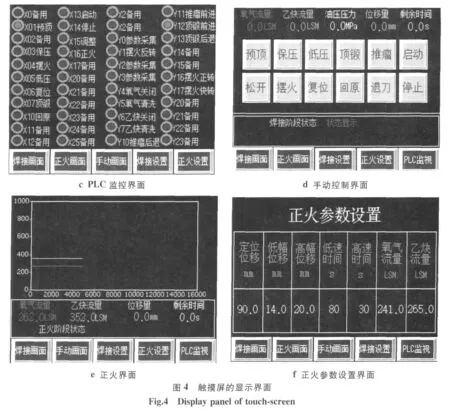
采用GT Designer2編寫觸摸屏程序,使PLC與觸摸屏進(jìn)行通信,使得氧氣流量、乙炔流量、壓力、位移等焊接參數(shù)清楚直觀地顯示在顯示器上,并可直接在顯示器上更改焊接參數(shù)的設(shè)置,操作更加簡便快捷。觸摸屏的顯示界面如圖4所示。

3 結(jié)論
設(shè)計(jì)了基于PLC和觸摸屏的氣壓焊接控制系統(tǒng),完成了系統(tǒng)中軟件、硬件以及人機(jī)界面的設(shè)計(jì)改進(jìn),通過可編程控制器(PLC)和觸摸屏的結(jié)合,克服了DDM表抗干擾能力差、可靠性低、故障率高等缺點(diǎn),解決了原控制系統(tǒng)存在的問題,具有良好的應(yīng)用前景。
[1]文 峰,戴 虹,呂其兵.鋼軌小型氣壓焊機(jī)氣流智能控制系統(tǒng)研究[J].電焊機(jī),2001,31(2):31-33.
[2]牛險(xiǎn)峰.比例閥的應(yīng)用[J].重型機(jī)械科技,2004(1):51-53.
Transformation of traveling gas pressure welding control system
WU Fa-jie,LUO De-yang,LV Qi-bing
(Southwest Jiaotong Univercity,Welding Research Institute,Chengdu 610031,China)
In the original control system,which based on PLC,there was 4 DC deceleration electric motors:the first electric motor is used to control the pressure of hydraulic system,the second controls the reciprocation of hydraulic cylinder for forging,the third controls the reciprocation of hydraulic cylinder for eliminating weld bead,the fourth controls the swing of heater.DDM(Digital display and memory instrument)is used for data acquisition and display,whose anti-interference capability is poor,and sometimes make the control system crash.The pressure of system is regulated through conical valve rotation,which is drived by a electromotor,but the respond speed of rotation was poor,and sometimes it is out of control.For these problems mentioned above,the new control system takes touch-screen instead of DDM,valve and proportional relief valve instead of electrical motors.This new system is in good reliability,in faster respond speed,being with better prospect.
gas pressure welding;touch-screen;proportional relief valve
TU391
B
1001-2303(2010)01-0090-03
2008-11-27;
2009-05-15
吳發(fā)杰(1981—),男,山東煙臺(tái)人,碩士,主要從事材料加工工程的研究。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32