一種光機潔凈精密裝校設(shè)備設(shè)計與研究
2010-12-03 09:46:44劉小波謝志江李夢奇
中國機械工程 2010年2期
劉小波 謝志江 劉 楠 李夢奇 張 林
1.重慶大學機械傳動國家重點實驗室,重慶,400041
2.中國工程物理研究院激光聚變研究中心,綿陽,621900
0 引言
大型激光器裝置如美國勞倫斯˙利弗莫爾國家實驗室的點火裝置(其功率可達500×1012W)所需的大口徑光學元件數(shù)目數(shù)以百計,且種類繁多、規(guī)格不一[1]。根據(jù)這些光學元件的不同功能、結(jié)構(gòu)、裝校及維護特性,需將其與一定機械件組合構(gòu)成各類模塊形成在線可替換單元。根據(jù)模塊在光路中的不同位置、安裝方式和基于光機潔凈精密裝校的考慮,模塊主要分為下裝模塊(即模塊從下往上安裝到大型激光器裝置中)和側(cè)裝模塊。兩種模塊均是大型激光器裝置中的重要關(guān)鍵件。能否高精度、高潔凈度、高效率地安裝和拆卸模塊,均直接影響激光系統(tǒng)準直度、元件損傷風險程度、輸出光束質(zhì)量和大型激光器裝置的工作效率。
本文以下裝模塊裝校流程分析和功能分析為基礎(chǔ),提出一種用于下裝模塊光機潔凈精密裝校設(shè)備的基本方案,并進行了樣機設(shè)計,解決了光機裝校過程中下裝模塊的裝校精度、潔凈閉環(huán)、裝校效率等方面的關(guān)鍵技術(shù)問題。
1 流程分析
從系統(tǒng)工程理論出發(fā),明確研究目標,重點分析研究對象的工作流程,對新產(chǎn)品設(shè)計開發(fā)尤為重要[2]。如圖1所示,將經(jīng)過前期處理(如光學元件鍍膜、機械元件超聲波清洗)的光學元件、機械元件在空氣潔凈度等級為百級的裝配間組裝成下裝模塊,然后將其轉(zhuǎn)運到空氣潔凈度等級為十萬級的激光大廳光路(距地平數(shù)米高)的正下方,由下而上地把下裝模塊精確裝校在潔凈廂里。圖2所示為下裝模塊裝校示意圖。裝校過程具有如下特點:下裝模塊垂直提升行程大、潔凈環(huán)境特殊、多級定位基準累積誤差高、全過程潔凈閉環(huán)、模塊姿態(tài)實時調(diào)整、到位模塊自動定位需滿足裝置工作效率等,這對模塊裝校流程提出了嚴格的要求,因此,功能和結(jié)構(gòu)須優(yōu)化組合。
2 功能分析
圖3所示是經(jīng)優(yōu)化裝校流程后得到的功能分解圖。下裝模塊裝校的三大功能是轉(zhuǎn)運、對接和潔凈閉環(huán)。國外類似的光機潔凈精密裝校設(shè)備結(jié)構(gòu)都比較復(fù)雜龐大,且裝校大廳內(nèi)的激光裝置布置與我國相比有很大不同,其光路下方即剪力墻周圍操作空間特別大[3]。根據(jù)我國裝置的特點,基于流程、功能分析,確定下裝模塊裝校設(shè)備的基本方案是:裝校設(shè)備=轉(zhuǎn)運小車1+對接平臺3+潔凈保持廂6,裝校設(shè)備示意如圖4所示。安全轉(zhuǎn)運和潔凈閉環(huán)是保證下裝模塊從百級裝配間潔凈閉環(huán)地轉(zhuǎn)運到激光大廳模塊裝校位置的兩個環(huán)節(jié)。潔凈保持廂6的密閉和微正壓保障模塊的潔凈閉環(huán),具有氣墊2移動功能的轉(zhuǎn)運小車1完成轉(zhuǎn)運工作[4]。對接流程需保證裝在潔凈保持廂內(nèi)的下裝模塊精確潔凈裝校到光路位置上的潔凈廂內(nèi)。到達激光大廳下裝模塊裝校位置下方的裝有下裝模塊7的潔凈保持廂6放置在對接平臺3(與轉(zhuǎn)運小車1設(shè)計成一體)上,先由轉(zhuǎn)運小車1的氣墊2的移動功能實現(xiàn)下裝模塊7的初定位,然后由轉(zhuǎn)運小車1和對接平臺3的模塊位姿調(diào)整機構(gòu)實現(xiàn)模塊精定位,最后由對接平臺3的柔性裝校機構(gòu)實現(xiàn)模塊柔性裝校,至此完成對接功能。在柔性裝校過程中,潔凈保持廂內(nèi)的升降臺4實現(xiàn)模塊的大行程提升;當模塊在潔凈廂中到位后,潔凈保持廂中的內(nèi)置機構(gòu)自動完成模塊在潔凈廂中的自動鎖定。模塊的拆卸過程與上述安裝過程相反。
3 關(guān)鍵技術(shù)
3.1 裝校精度
下裝模塊裝校精度主要是通過自動實時精密調(diào)整模塊位姿來保證的。下裝模塊不同,其裝校精度也略為不同。位于空間的模塊有6個自由度,即 3個轉(zhuǎn)動(φx、φy、φz)自由度和 3 個移動(Sx、Sy、Sz)自由度,要把模塊精確地裝校在離地平數(shù)米高的潔凈廂內(nèi),需對其自由度(即位置和姿態(tài))進行調(diào)整,以確保模塊最終就位精度,該任務(wù)由對接平臺完成。模塊位姿調(diào)整包括模塊調(diào)平和模塊對準兩個方面。
3.1.1 模塊調(diào)平
模塊調(diào)平由一套置于對接平臺下部的調(diào)平裝置來實現(xiàn)。調(diào)平裝置由平臺及升降機構(gòu)A、B、C、D組成,升降機構(gòu)由驅(qū)動電機、聯(lián)軸器、螺旋升降器和支撐座等組成,調(diào)平裝置機構(gòu)運動簡圖如圖5所示。
由圖5可知,調(diào)平裝置主要由4個分支組成。每個分支由1個球副S、1個螺旋副H和1個轉(zhuǎn)動副R組成,3個副組成一條SHR運動鏈,由于每個分支的轉(zhuǎn)動副軸線過球副中心時形成1個局部自由度,這樣機構(gòu)共有4個局部自由度。由螺旋理論[5]很容易求出每個分支的2個約束力,且其都經(jīng)過球鉸中心,4個分支的8個約束力共面,且都加載于平臺上,由螺旋相關(guān)性理論可知,共面下最大線性無關(guān)的線矢數(shù)為3,由于所施加的約束力不共線,因此在公共約束數(shù)為零時,形成3系螺旋,據(jù)此可求出冗余約束數(shù)為5。由機構(gòu)的名義自由度公式:
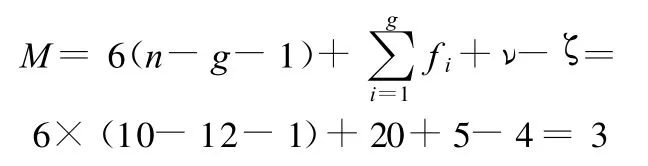
式中,M為機構(gòu)的自由度;n為含機架的構(gòu)件數(shù);g為運動副數(shù)目;fi為第i個運動副的自由度;ν為多環(huán)并聯(lián)機構(gòu)去除公共約束后的冗余約束數(shù);ζ為機構(gòu)存在的局部自由度。
計算的調(diào)平裝置自由度為3,可實現(xiàn) φx、φy2個轉(zhuǎn)動和1個Sz移動。調(diào)整φx和φy,可實現(xiàn)模塊調(diào)平,調(diào)整Sz,可實現(xiàn)模塊小量提升。
模塊調(diào)平采用4點調(diào)平。圖6所示為模塊調(diào)平控制框圖。在對接平臺相互垂直的x、y方向各安裝一個傾角傳感器檢測水平傾角,以升降機構(gòu)的絲杠升降為調(diào)平的執(zhí)行部件,以平臺高點位為目標,其余各低點位在傾斜信號的控制下向高點位趨近,由于各點位的耦合,高點位發(fā)生變化,從而進行再次趨近,直至各點位同時處于水平面時,信號消失,調(diào)平過程結(jié)束。設(shè)對接平臺x向的傾角為α,y向的傾角為β,平臺坐標為(i,j,k),水平坐標為(i0,j0,k0),由坐標變換可得到水平坐標為
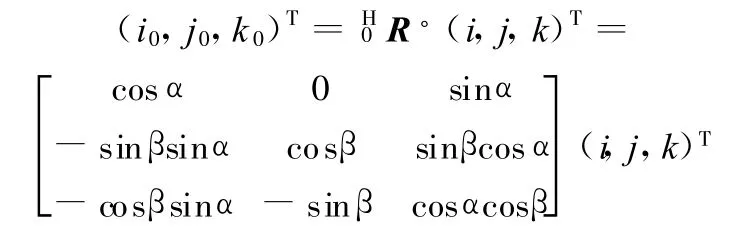
坐標變換關(guān)系矩陣H0R中,由于平臺傾角α、β是小量,有 cosα=cosβ≈1,sinα≈α,sinβ≈β,設(shè)平臺各支撐點在平臺坐標系中的坐標為(xi,yi,0)(i=a,b,c,d),可得各支撐點的水平坐標:
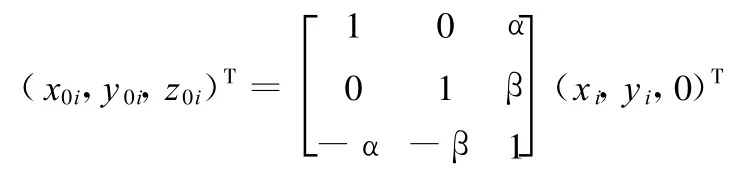
即

由式(1)進行比較,可找出最高點,按照“追逐式”原則進行調(diào)整,直至模塊調(diào)平為止[6]。調(diào)試中需借助精度較高的機械水準儀和標準工作臺進行標定。
3.1.2 模塊對準
模塊對準由一套置于對接平臺上部的對準裝置來實現(xiàn),如圖7所示。圖7a是對準裝置簡化后的空間機構(gòu)運動簡圖,圖7b為對準裝置等效的平面機構(gòu)運動簡圖。對準裝置由平臺1及十字移動機構(gòu)A、B、C組成。十字移動機構(gòu)由十字導軌2、交叉滾子軸承、連接板、絲桿副和伺服電機等組成。由圖7b等效機構(gòu)簡圖很容易計算出該機構(gòu)的自由度為3個,即2個移動(Sx、Sy)自由度和1個轉(zhuǎn)動(φz)自由度(三者均位于一個平面內(nèi))。調(diào)整Sx、Sy和φz可實現(xiàn)模塊對準。
模塊對準主要由3個獨立動力源來驅(qū)動。圖8a是模塊對準裝置驅(qū)動模型。伺服電機驅(qū)動滾珠絲桿旋轉(zhuǎn),帶動連接板與十字導軌、絲桿螺母做軸向移動,根據(jù)模塊的實際位姿由控制系統(tǒng)計算出移動量,并反饋成伺服電機的驅(qū)動脈沖來實現(xiàn)對準功能。基準位置的轉(zhuǎn)動半徑設(shè)為R,x1軸機構(gòu)轉(zhuǎn)動中心的基準角為θx1,x2軸機構(gòu)轉(zhuǎn)動中心的基準角為θx2,y軸機構(gòu)轉(zhuǎn)動中心的基準角為θy。具體控制過程[7]如下:
(1)下裝模塊沿 x方向運動Δx時,電機M1、M2驅(qū)動,電機 M3靜止,其中 Δx=δ x1=δ x2;
(2)下裝模塊沿y方向運動Δy時,電機M1、M2 靜止,電機 M3 驅(qū)動,其中 Δ y=δ y;
(3)下裝模塊作平動時,即x方向運動Δx,y方向運動Δ y時,電機M1、M2先驅(qū)動Δx=δ x1=δ x2,電機M3后驅(qū)動 ,其中Δy=δ y;
(4)下裝模塊轉(zhuǎn)動 Δθ時,電機M1、M2和M3驅(qū)動,其各自移動距離滿足:

(5)下裝模塊作復(fù)合運動(平動Δx、Δy+轉(zhuǎn)動Δθ)時,電機M1、M2和 M3驅(qū)動,其各自移動距離滿足:

式中,θ0為對接平臺的初始轉(zhuǎn)角。
圖8b為模塊繞基準點o旋轉(zhuǎn)一個角度Δθ時的簡單運動模型圖。采用機械對正方式確定基準位置,即確定對接平臺與潔凈保持廂(含下裝模塊)初始相對位置,對接平臺運動控制以此為基準。
3.2 柔性裝校
由于潔凈要求無法人工觀察模塊進廂后的姿態(tài),采用柔性裝校技術(shù)并在CCD圖像監(jiān)控幫助下,完成模塊進廂后的裝校工作。柔性裝校是保證進廂后的模塊在上升過程中自動調(diào)整模塊姿態(tài)的裝校,在承受許可外力作用下,盡可能地解除模塊所受的大部分約束以防止模塊損傷。柔性裝校主要采用氣墊方式[4],其工作原理如圖9所示。充氣前,潔凈保持廂(含模塊)重量由對接平臺施加于地面,環(huán)形氣囊不工作,如圖9a所示。在下裝模塊進入潔凈廂定位導軌約50mm時,壓縮空氣泵入環(huán)形氣囊,環(huán)形氣囊充氣后與地面緊密接觸形成環(huán)形氣腔。當氣腔內(nèi)的空氣作用力等于潔凈保持廂(含模塊)重力時,若繼續(xù)泵入壓縮空氣,環(huán)形氣囊及其以上的重物可完全脫離地面,壓縮空氣便從環(huán)形氣囊四周溢出,如圖9b所示。這使得潔凈保持廂(含模塊)可懸浮在空氣中,解除了地面對它的約束。在潔凈保持廂四角設(shè)計安裝了壓力傳感器,一旦模塊發(fā)生與廂內(nèi)零件干涉且超出柔性裝校的使用要求,壓力傳感器便會把壓力變化值以電信號方式傳送至控制電腦并進行緊急處理,此時須重新檢視模塊姿態(tài)并作調(diào)整,方能繼續(xù)操作。
3.3 潔凈閉環(huán)
潔凈保持廂的潔凈閉環(huán)主要是基于廂體內(nèi)的潔凈空氣壓力略大于廂外空氣壓力,廂外污染物不能進入廂內(nèi)這一原理實現(xiàn)的。模塊轉(zhuǎn)運至光路模塊安裝位置的正下方時,其頂上潔凈廂里的(廂內(nèi)空氣潔凈度為百級)潔凈空氣壓力比廂外空氣壓力略大,且潔凈空氣由上而下形成層流,當潔凈保持廂的頂門即模塊出口與潔凈廂底門對齊,停留幾分鐘后,潔凈空氣吹走附著在模塊出口的污染微粒并形成潔凈空氣立方柱,此時打開潔凈保持廂頂門(潔凈保持廂內(nèi)空氣經(jīng)過高效過濾處理,在模塊裝校過程中廂內(nèi)空氣潔凈度始終保證為百級),模塊由下而上精密裝校便不會受到污染,從而形成潔凈閉環(huán)。
3.4 裝校設(shè)備試驗系統(tǒng)
裝校設(shè)備試驗系統(tǒng)如圖10所示,包括機械、控制和監(jiān)視3個部分。樣機制作完畢后進行了裝校試驗,在線潔凈假負載、潔凈真負載兩輪裝校的實際檢驗表明,裝校質(zhì)量達到了下裝模塊潔凈精密裝校的要求。
4 結(jié)束語
大型激光器下裝模塊潔凈精密裝校設(shè)備的設(shè)計方案和實現(xiàn)措施均正確無誤,但這種裝校設(shè)備目前屬于操縱型的,人工干預(yù)較多,離自動化程度較高的裝校設(shè)備,如在線裝配機器人還有一定的距離。因此,提高這種裝校設(shè)備的自動化程度是今后設(shè)計研究的一個重要方向。
[1]曉晨.“國家點火裝置”概述[J].激光與光電子學進展,2003,40(9):2-3.
[2]劉飛,張曉東,楊丹.制造系統(tǒng)工程[M].北京:國防工業(yè)出版社,2000.
[3]詠濤.放大器組件原型實驗室中滿尺度“國家點火裝置”放大器裝配與維修[J].激光與光電子學進展,2001,38(1):4-10.
[4]楊桂云.氣墊懸浮技術(shù)在起重運輸機械上的應(yīng)用[J].起重運輸機械,2008(6):41-44.
[5]黃真,趙永生,趙鐵石.高等空間機構(gòu)學[M].北京:高等教育出版社,2006.
[6]姜文剛,尚捷.大型平臺自動調(diào)平研究[J].電氣傳動,2005,35(12):29-31.
[7]THK.ァラィメントステ一ヅCMX[R].東京:T HK,2006.
