注射發泡成型聚丙烯/木粉復合材料配方體系的研究
2010-12-04 08:46:14何繼敏
中國塑料 2010年8期
關鍵詞:復合材料
張 軍,何繼敏
(北京化工大學塑料機械及塑料工程研究所,北京100029)
注射發泡成型聚丙烯/木粉復合材料配方體系的研究
張 軍,何繼敏*
(北京化工大學塑料機械及塑料工程研究所,北京100029)
采用化學發泡法,在普通注塑機上制備了聚丙烯(PP)/木粉復合發泡材料,考察了發泡劑偶氮二甲酰胺(AC)、相容劑馬來酸酐接枝聚丙烯(PP-g-MAH)和木粉含量對PP/木粉復合發泡材料的力學性能、斷面微觀結構及表觀密度的影響。結果表明,當AC含量為1.2份時,復合材料的發泡效果最好,沖擊強度達到最大值20.23 kJ/m2;當PP-g-MAH含量為15份時,顯著改善了木粉和PP界面之間的相容性,同時提高了復合材料的力學性能和發泡效果;木粉含量過高時,復合材料的表觀密度變大,力學性能下降,發泡效果變差;當木粉含量為30份時,復合材料的各項性能較好。
聚丙烯;木粉;注射成型;發泡;復合材料;配方
0 前言
目前木塑復合發泡材料的成型方法主要有模壓成型、擠出成型和注射成型等,其中模壓成型和擠出成型的研究已取得了階段性的成果,而注射成型是一個嶄新的研究領域,還處于探索階段,但是注射成型的木塑復合發泡制品已凸顯其優點,如與擠出發泡成型的木塑制品相比,其制品的外觀和質感更酷似木材,具有更低的吸水率,可以成型形狀較復雜的制品[1]。木塑復合材料注射發泡成型時可以采用傳統的注塑設備成型,無需對設備進行較大的改動,成型過程中模腔壓力小、無需保壓,提高了生產效率并降低了生產成本。
本文采用化學發泡法在普通注塑機上成型了PP/木粉復合發泡材料,采用單因素實驗法,即固定配方中其他量不變,通過依次改變AC發泡劑、PP-g-MAH和木粉的含量,研究了其對 PP/木粉復合發泡材料的表觀密度、微觀結構及力學性能的影響。
1 實驗部分
1.1 主要原料
PP,EPS30R,廣東茂名石化公司;
木粉,北京恒通創新木塑有限公司;
PP-g-MAH、AC,市售。
1.2 主要設備及儀器
同向雙螺桿擠出機,KS20,昆山科信橡塑機械有限公司;
注塑機(噴嘴自制),PT-130,香港力勁集團;
電熱恒溫鼓風干燥箱,SFG-02.300,黃石市恒豐醫療器械有限公司;
高速混合機,SHR-50A,張家港市三興江帆機械廠;
萬能材料試驗機,1185,英國Instron公司;
沖擊試驗機,P/N6957.000,意大利Ceast公司;
掃描電子顯微鏡(SEM),S-4700,日本 Hitachi公司;
電子秤,JA5003,上海恒平科學儀器有限公司。
1.3 樣品制備
實驗基礎配方中 PP和木粉總共為100份(質量份,下同),其他組分含量以PP和木粉的總和為基準,其中硬脂酸2份,液體石蠟3份,滑石粉2份,AC為0.8~1.6份,PP-g-MAH為0~15份,木粉為25~45份;
本文采用先造粒后注射發泡成型的工藝路線制備PP/木粉復合發泡材料,首先,將木粉在恒溫80℃的干燥箱中烘干24 h,除去木粉中的水分和部分易揮發及易分解組分,使木粉中的水分含量控制在2%之內;其次,將經干燥箱烘干的木粉與PP及其他輔料按配比稱量后在高速混合機中高速混合8~10 min,取出后在同向雙螺桿擠出機中造粒;最后,將所得粒料再次放在恒溫80℃的干燥箱中烘干12 h,取出待其在空氣中完全冷卻后,利用液體石蠟將木塑顆粒表面潤濕,發泡劑及成核劑等粉料在液體石蠟的粘附作用下,經手工攪拌后均勻地涂覆在木塑顆粒表面,然后加入注塑機中進行注射發泡成型。
1.4 性能測試與結構表征
拉伸強度按 GB/T 1040—1992進行測試,拉伸速度為5 mm/min;
沖擊強度按 GB/T1043—1993進行測試,試樣尺寸為80 mm×10 mm×4 mm,無缺口,沖擊能量為4 J;
將沖擊試樣斷面進行噴金處理,用SEM觀察試樣內部泡孔結構及木粉與PP基體間的相容程度,然后進一步利用圖形分析軟件 Image-Pro-Plus測量出每張SEM照片中所有的泡孔直徑,并計算出其泡孔平均直徑,用式(1)[2]計算泡孔密度:
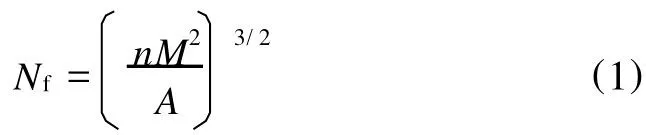
式中Nf——泡孔密度 ,個/cm3
n——顯微圖中的泡孔數
A——顯微圖的面積,cm2
M——顯微圖的放大倍數
用精度為千分之一的電子稱稱出多個試樣質量,求平均值,用式(2)計算表觀密度:

式中 ρ——表觀密度,g/cm3
m——平均質量,g
v—體積,cm3
2 結果與討論
2.1 AC含量對復合材料微觀結構及性能的影響
2.1.1 復合材料的斷面形態結構
從圖1可以看出,當AC含量為1.2份時,斷面內部泡孔尺寸細小、分布均勻、數量較多。當AC含量小于或大于1.2份時,材料斷面內部的泡孔尺寸變大、數量減小,分布開始變得不均勻,有些地方甚至會出現較大的空洞,并出現泡孔的合并現象。
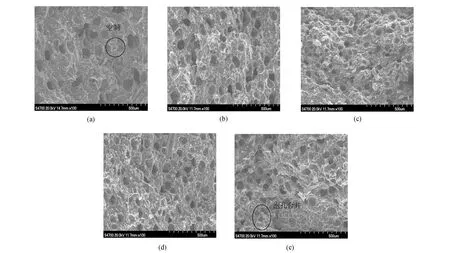
圖1 不同AC含量的PP/木粉復合材料斷面的SEM照片Fig.1 SEM photos for cross-section of the PP/wood-flour composites with different contents of AC
2.1.2 復合材料的表觀密度及泡孔結構
從圖2可以看出,材料的表觀密度并不是隨著AC含量的增大而呈現下降的趨勢,其變化曲線類似于正弦曲線,最小表觀密度為0.908 g/cm3。與未發泡材料的表觀密度(1.055 g/cm3)相比,發泡材料的表觀密度均較低。這是由于當AC含量比較少時,發氣量不足,材料內部的泡孔數量少且尺寸較大,泡孔分布不均,甚至會出現較大的空洞[如圖1(a)所示],故表觀密度比較小;隨著AC含量的繼續增加,泡孔尺寸變得細小且分布均勻,材料的表觀密度開始下降;當AC含量增加到一定程度時,放熱型AC在發泡過程中的放熱量迅速增加,造成熔體局部過熱,使得熔體強度降低,不能承受氣泡內壓,泡孔開始塌陷或合并[如圖1(e)所示],最終導致表觀密度的上升。
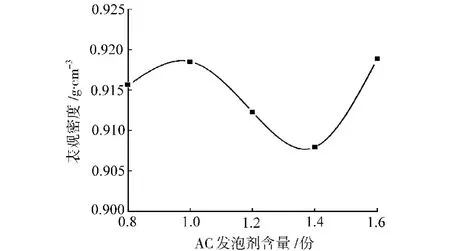
圖2 AC含量對PP/木粉復合材料表觀密度的影響Fig.2 Effect of contents of AC on the apparent density of the PP/wood-flour composites
從圖3可以看出,隨著AC含量的增加,泡孔平均直徑先減小后增大,泡孔密度則先升高后降低。當AC含量為1.2份時,材料內部泡孔平均直徑達到最小值59.57μm,泡孔密度達到最大值 0.98×106個/cm3。由圖1、2可知,AC含量為1.2份時的表觀密度并不是最低的,所以不能用材料的表觀密度作為衡量材料發泡效果好壞的惟一標準,而要同時考慮材料內部的具體泡孔結構,因為當材料內部泡孔較少,但泡孔尺寸較大時,同樣會導致表觀密度的下降。
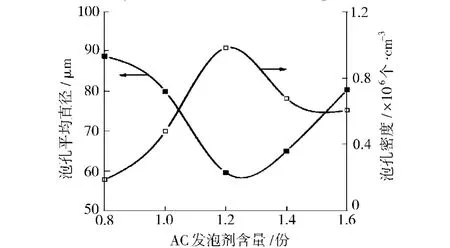
圖3 AC含量對PP/木粉復合材料泡孔結構的影響Fig.3 Effect of contents of AC on cellular structure of the PP/wood-flour composites
2.1.3 復合材料的力學性能
如圖4所示,材料的拉伸強度隨著AC含量的增加呈現先降低后緩慢上升的趨勢,其主要原因是隨著AC含量的增加,材料內部泡孔密度隨之增加,當材料受拉時,內部泡孔的存在使其有效承力面積減少,從而導致其拉伸強度降低,當AC含量繼續增加時,由于氣泡的坍塌或合并較多,熔體壓力隨著發氣量的增大而增大,材料內部更加密實,使得拉伸強度有所提高[3]。
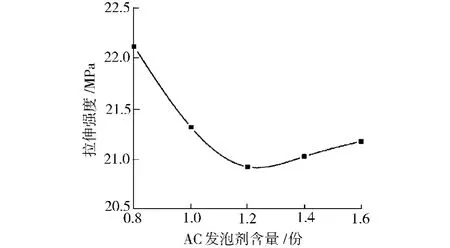
圖4 AC含量對PP/木粉復合材料拉伸強度的影響Fig.4 Effect of contents of AC on tensile strength of the PP/wood-flour composites
如圖5所示,隨著AC含量的增加,材料的沖擊強度先增加后減小,當AC含量為1.2份時,其沖擊強度達到最大值20.23 kJ/m2。當AC含量為1.2份時,材料內部發泡效果最好,正是由于這些細小而均勻的泡孔的存在,使其裂紋尖端鈍化,有效阻止裂紋的進一步擴展[4],同時受沖擊時泡孔的變形可以吸收部分能量,故沖擊強度最高。
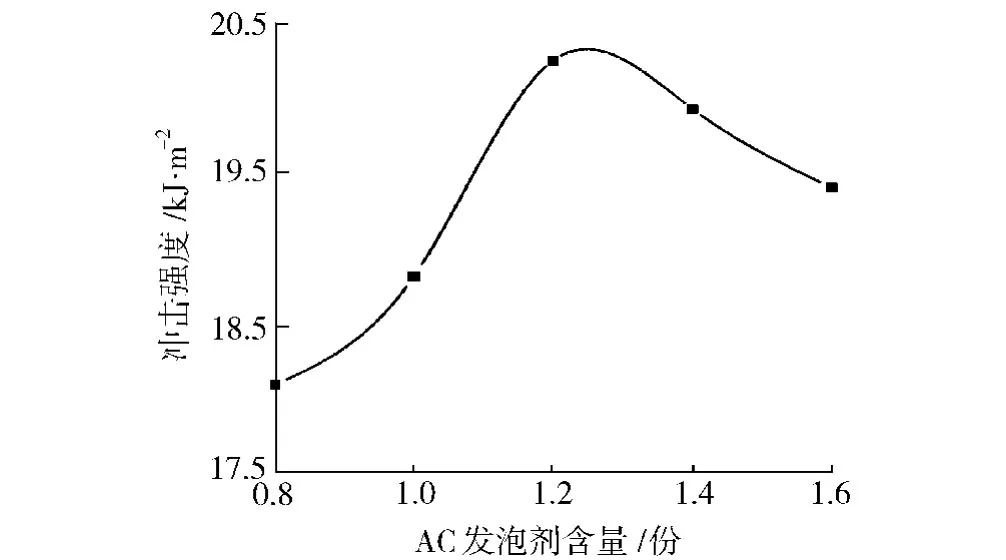
圖5 AC含量對PP/木粉復合材料沖擊強度的影響Fig.5 Effect of contents of AC on impact strength of the PP/wood-flour composites
2.2 PP-g-MAH含量對材料微觀結構及性能的影響
由于木粉表面含有大量的羥基和酚羥基等極性官能團,其與非極性的 PP樹脂之間的相容性較差,界面黏結力較小,為了提高二者的界面相容性,本文選用PP-g-MAH作為相容劑。
2.2.1 復合材料的斷面形態結構
從圖6中可以清晰地看到,未添加 PP-g-MAH的材料的斷面中木粉與PP結合不緊密,表面有裸露的木粉,并出現明顯的空洞缺陷,隨著 PP-g-MAH含量的增加,界面結合狀況有所好轉,當 PP-g-MAH含量為15份時,可以清楚地觀察到界面內木粉大部分被基體樹脂PP包圍,界面比較模糊,有明顯的拉扯現象。
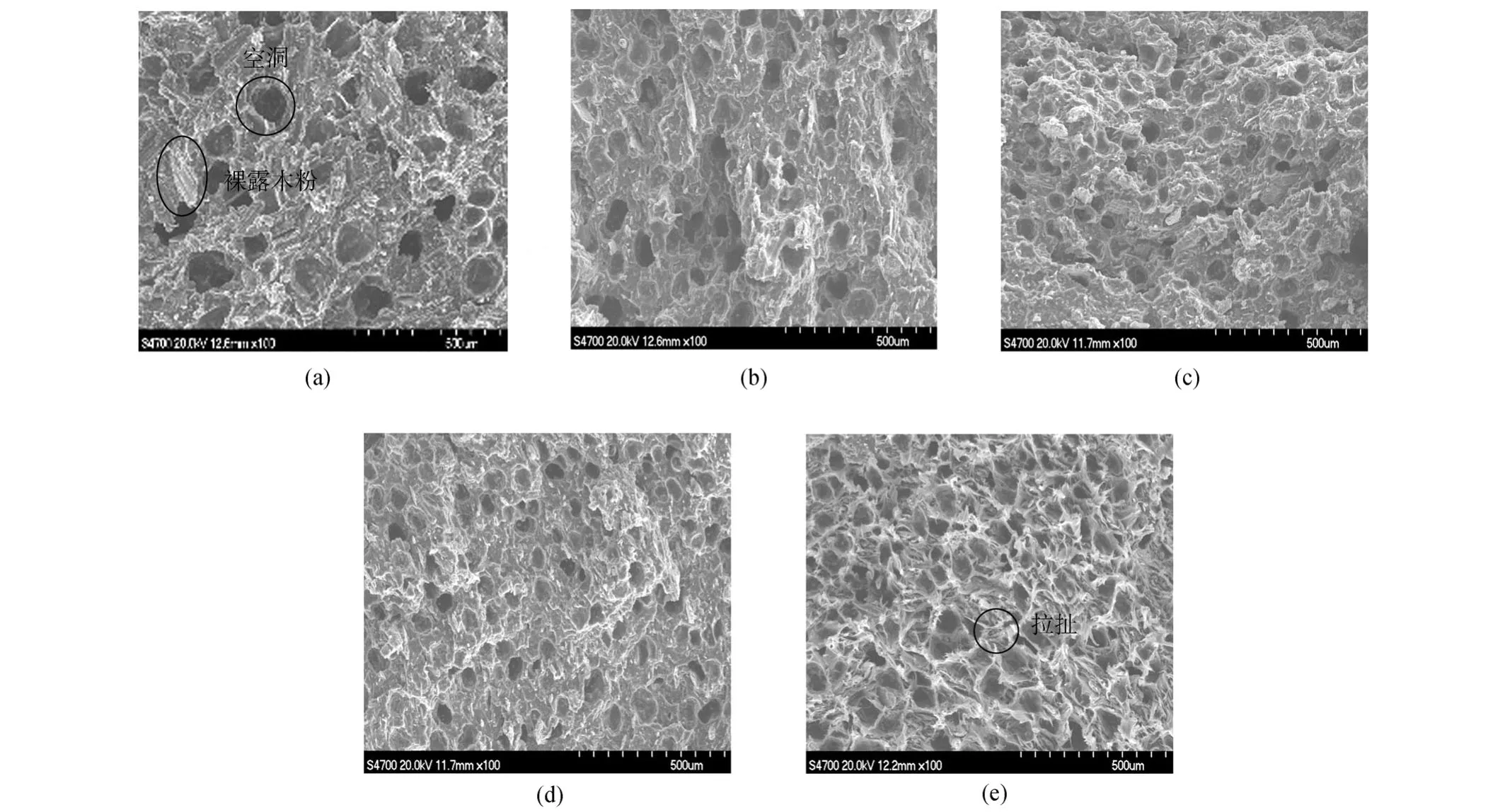
圖6 不同PP-g-MAH含量的PP/木粉復合材料斷面的SEM照片Fig.6 SEM photos for cross-section of the PP/wood-flour composites with different contents of PP-g-MAH
2.2.2 復合材料的表觀密度和泡孔結構
從圖7可以看出,添加 PP-g-MAH的材料的表觀密度均低于未添加 PP-g-MA H的(0.94 g/cm3),材料的表觀密度隨 PP-g-MA H含量的增加而下降,當PP-g-MAH的含量為15份時,材料的表觀密度達到最小值0.91 g/cm3。表觀密度下降的原因是PP-g-MAH的加入使得木粉與PP之間的界面相容性變好,從而使得發泡效果變好,具有良好結構的泡孔的存在使得材料的表觀密度下降。
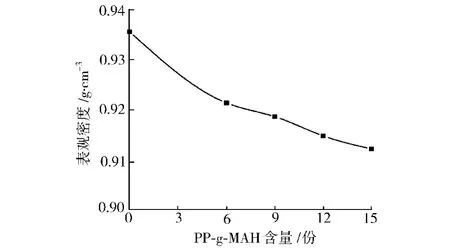
圖7 PP-g-MAH含量對PP/木粉復合材料表觀密度的影響Fig.7 Effect of contents of PP-g-MAH on apparent density of the PP/wood-flour composites
由圖8可知,與未添加PP-g-MAH的材料相比,添加PP-g-MAH的材料的泡孔平均直徑較小,泡孔密度較大,隨著 PP-g-MAH含量的增加,泡孔平均直徑下降,泡孔密度增大,當PP-g-MAH含量為15份時,泡孔平均直徑達到最小值49.86μm,泡孔密度達到最大值137.96×104個/cm3。因此,添加 PP-g-MAH可以明顯改善材料的發泡效果。這是由于未添加PP-g-MAH時,木粉與PP基體界面結合很差,這種較差的界面為AC分解產生的氣體的逃逸提供了通道,使得氣體從熔體中容易進入周圍環境,從而導致氣泡數量減少;隨著PP-g-MAH含量的不斷增加,這種較差的界面得到改善,使得木粉和PP基體樹脂能夠較好地相容,防止了氣體的逃逸,故發泡效果逐漸變好。
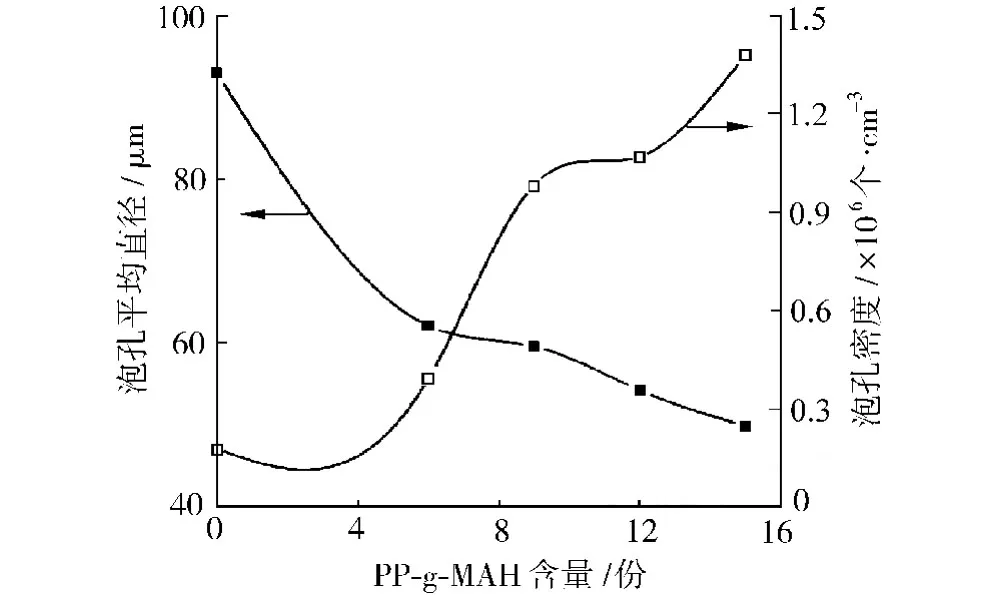
圖8 PP-g-MAH含量對PP/木粉復合材料泡孔結構的影響Fig.8 Effect of contents of PP-g-MAH on cellular structure of the PP/wood-flour composites
2.2.3 復合材料的力學性能
從圖9可以看出,未添加PP-g-MAH的材料的拉伸強度只有18.89MPa,隨著PP-g-MAH含量的增加,材料的拉伸強度隨之增加,當 PP-g-MAH的含量為15份時,材料的拉伸強度達到最大值21.50 MPa,提高了13.82%。主要原因是未添加PP-g-MA H時木粉與PP兩相界面黏結力較弱,木粉分散不均勻,材料受力過程中界面應力集中,故拉伸性能較差。而添加PP-g-MAH以后,酸酐與木質纖維素上的羥基發生酯化反應,木粉與PP之間形成一個連續的界面層,受力過程中可以有效傳遞應力,從而提高了拉伸強度。
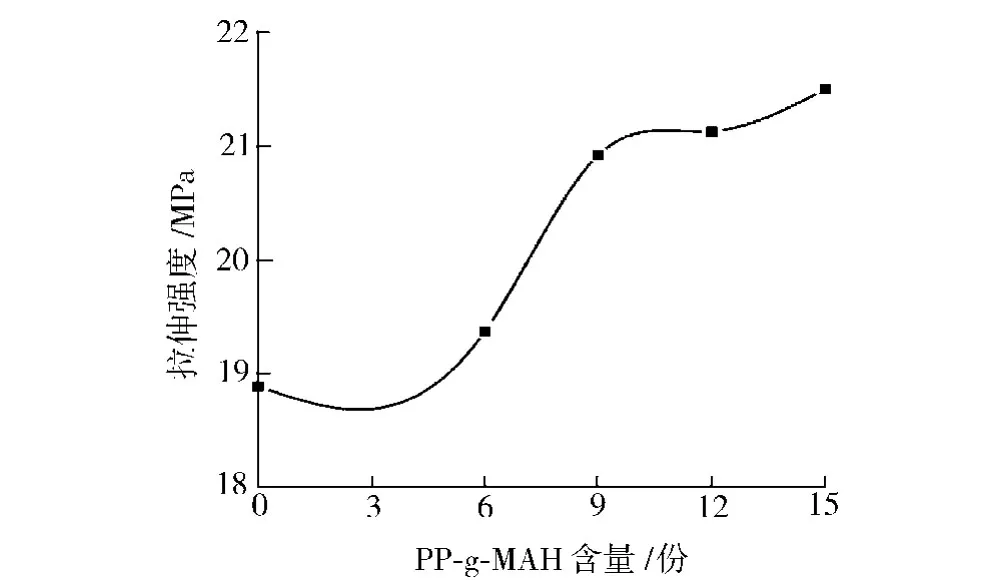
圖9 PP-g-MAH含量對PP/木粉復合材料拉伸強度的影響Fig.9 Effect of contents of PP-g-MAH on tensile strength of the PP/wood-flour composites
如圖10所示,復合材料的沖擊強度隨著 PP-g-MAH含量的增加而先降低后升高,這是由于未添加PP-g-MAH時,木粉分散不均勻,材料中 PP基體的連續程度高,沖擊過程中主要由 PP基體來吸收能量,故此時沖擊強度較高;而加入少量 PP-g-MA H后,木粉分散程度有所改善,但是破壞了體系中PP基體的連續性,同時泡孔尺寸較大且數量較少,因此沖擊強度有所下降[5];當 PP-g-MA H含量達到一定程度時,木質纖維素上的羥基能夠充分與酸酐發生反應,增容效果充分顯現出來,此時材料內部泡孔細小且分布均勻,有效地阻止了裂紋的擴展,從而提高了材料的沖擊強度。
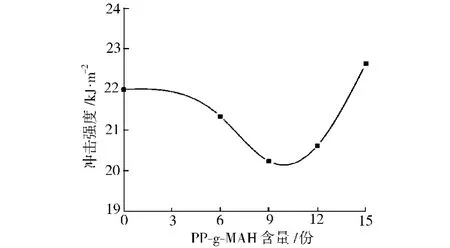
圖10 PP-g-MAH含量對PP/木粉復合材料沖擊強度的影響Fig.10 Effect of contents of PP-g-MAH on impact strength of the PP/wood-flour composites
2.3 木粉含量對復合材料微觀結構及性能的影響
2.3.1 復合材料的表觀密度及泡孔結構
從圖11可以看出,隨著木粉含量的增加,材料的表觀密度呈上升趨勢,最小值為0.906 g/cm3,最大值達到1.02 g/cm3,二者相差較大。表觀密度上升的主要原因是熔體中起發泡作用的只有基體樹脂PP,木粉含量的增加必然導致PP的減少,用來發泡的空間被木粉大量填充,這就導致了發泡效果變差,使表觀密度上升。
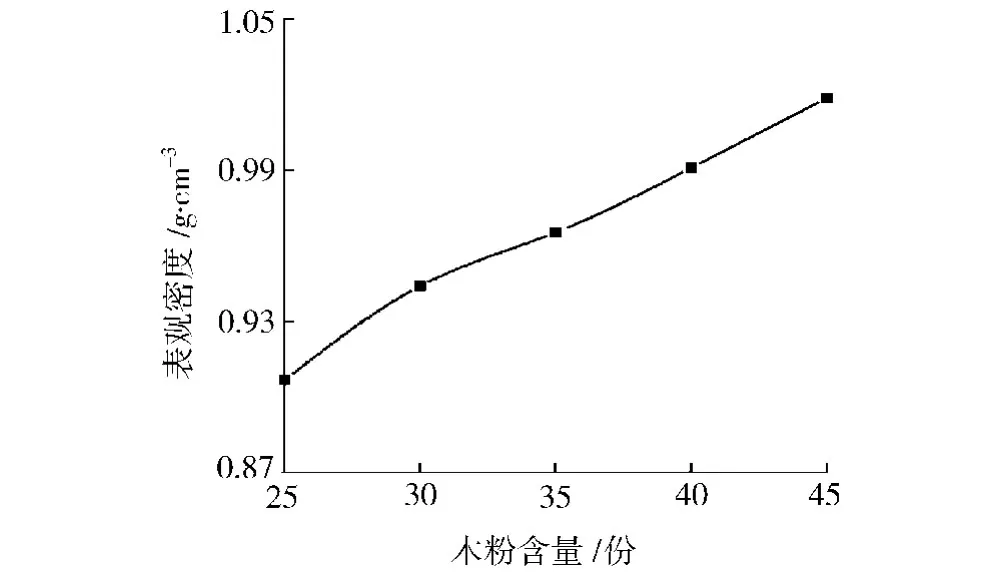
圖11 木粉含量對PP/木粉復合材料表觀密度的影響Fig.11 Effect of contents of wood-flour on apparent density of the PP/wood-flour composites
由圖12可知,當木粉含量為30份時,材料內部的發泡效果最好,泡孔平均直徑達到最小值38.03μm,泡孔密度達到最大值2.9×106個/cm3。木粉含量過高和過低都會使發泡效果變差。分析其原因,當木粉含量低于30份時,熔體內 PP含量較高,由于純 PP本身較難發泡,同時發泡劑含量未變,而發泡基體增多,故此時泡孔較少;當木粉含量為30份時,木粉和PP混合比較均勻,所添加AC含量比較適合,同時木粉在一定程度上起到成核劑的作用,從而使得材料內部發泡效果最好;由于材料的發泡效果取決于熔體內所含氣體的濃度,木粉不能溶解AC分解出的氣體,故木粉的過量添加必然導致熔體內氣體濃度的下降,從而影響了發泡效果。

圖12 木粉含量對PP/木粉復合材料泡孔結構的影響Fig.12 Effect of contents of wood-flour on cellular structure of the PP/wood-flour composites
2.3.2 復合材料的力學性能
從表1可以看出,木粉含量對材料的拉伸強度幾乎沒有影響,其值介于21.1~21.6 MPa之間。拉伸強度變化不大的原因是由材料內部泡孔結構及表層厚度共同作用的結果,即當發泡效果較差時,雖然泡孔的存在會降低拉伸強度,但是材料的表層厚度變厚會彌補這一缺陷;當發泡效果較好時,雖然表層厚度變薄會降低拉伸強度,但材料內部存在的均勻細小的泡孔會使拉伸強度有所增加。
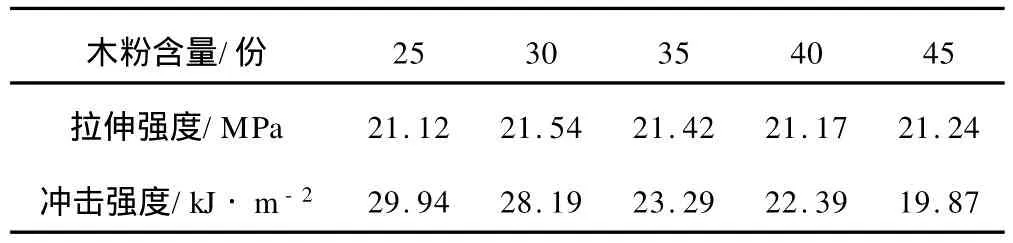
表1 木粉含量對PP/木粉復合材料力學性能的影響Tab.1 Effect of contents of wood-flour on mechanical properties of the PP/wood-flour composites
在木粉含量從25份增加到45份的過程中,沖擊強度由29.94 kJ/m2降低到19.87 kJ/m2,降低幅度為33.63%,由此可知,木粉含量對材料的沖擊強度影響較大。其主要原因是由于過多的木粉顆粒會引起應力集中,同時呈剛性的木粉不利于能量的傳遞和擴散,在受力時不易發生變形,故木粉含量的增加必然引起材料沖擊強度的下降。
3 結論
(1)AC發泡劑對PP/木粉發泡復合材料的表觀密度及泡孔結構影響較大,不能將復合材料的表觀密度作為衡量發泡效果好壞的惟一標準,同時要考慮到復合材料內部泡孔的結構形態,當AC含量為1.2份時,復合材料的發泡效果最好,泡孔密度達到最大值0.98×106個/cm3,泡孔平均直徑達到最小值59.57μm;
(2)當PP-g-MAH含量為15份時,木粉與基體樹脂PP之間的相容性得到顯著改善,且拉伸強度和沖擊強度均得到提高,同時發泡效果較好;
(3)隨著木粉含量的增加,PP/木粉發泡復合材料的表觀密度逐漸增加,沖擊強度大幅度下降,而對拉伸強度幾乎沒有影響,當木粉含量為30份時,材料內部泡孔平均直徑最小,泡孔密度最大。
[1] Omar Faruk,Andrzej K Bledzki,Laurent M Matuana.Microcellular Foamed Wood-plastic Composites by Different Processes:a Review[J].Macromolecular Materials and Engineering,2007,292(2):113-127.
[2] Kumar V,Suh N P A.Process for Making Microcellular Thermoplastic Parts[J].Polymer Engineering and Science,1990,30(20):24-30.
[3] 高振棠,柏雪源,蔡紅珍,等.HDPE/麥秸粉微孔發泡復合材料擠出工藝的研究[J].工程塑料應用,2008,36(4):40-43.
[4] 張正紅.PVC木塑復合微孔發泡材料擠出成型技術研究[J].浙江化工,2007,38(12):8-10.
[5] 宋國君,王海龍,王 立,等.HDPE-g-MAH增容 HDPE/木粉復合材料的制備及加工設備的研究[J].塑料,2006,35(6):46-49.
Research on the Formula System of Injection Molded Foamed PP/Wood-flour Composites
ZHANGJun,HE Jimin*
(Institute of Plastic Machinery and Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
Polypropylene(PP)/wood-flour foam composites were prepared in a regular injection molding machine via chemical foaming method.The effects of contents of AC,PP-g-MA H,and wood-flour on the apparent density,mechanical property,and microstructure of the composites were studied.When the content of AC was 1.2 phr,the foaming effect of the composite was the best,and the impact strength reached a maximum value of 20.23 kJ/m2.When the content of PP-g-MAH was 15 phr,the interfacial compatibility between wood-flour and PP,mechanical properties,and foaming effect of the composite were significantly improved.Excess loading of wood-flour led to decreasing of mechanical properties and foaming effect,and increasing of apparent density.The optimum content of wood-flour was 30 phr.
polypropylene;wood-flour;injection molding;foaming;composite;formula
TQ325.1+4
B
1001-9278(2010)08-0049-06
2010-02-04
*聯系人,hejm@mail.buct.edu.cn
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29