TC4合金大直徑筒形件鍛造工藝的改進(jìn)
2010-12-23 06:25:50陳煒
鈦工業(yè)進(jìn)展 2010年3期
關(guān)鍵詞:工藝
陳 煒
(寶鈦特種金屬有限公司, 陜西 寶雞 721014)
1 前 言
由于鈦及鈦合金密度小、 比強(qiáng)度高、 耐腐蝕性能好以及優(yōu)異的高溫、 低溫性能等, 被廣泛用于航空航天、 兵器、 核能、 石油、 化工、 冶金、 機(jī)械、艦船、 海洋開發(fā)、 海水淡化以及醫(yī)療衛(wèi)生、 體育休閑等行業(yè)[1]。隨著鈦及鈦合金應(yīng)用日益廣泛, 對(duì)鈦及鈦合金材料需求也不僅限于管、 棒、 板等常規(guī)材料, 如薄帶、型材、 大型環(huán)件、 大直徑筒形件、 各類標(biāo)準(zhǔn)件等, 向鈦及鈦合金加工提出了更高的要求。TC4合金大直徑筒形件就是近年國(guó)外需求量較大的一種鈦合金產(chǎn)品。以往TC4合金大直徑筒形件通常采用的方法[2-3]為:①鑄錠→鍛造制坯→沖孔→擴(kuò)孔→鍛拔→車光;②鑄錠→鍛制→鉆銑孔→車光。
采用第1種工藝方法生產(chǎn)TC4合金大規(guī)格薄壁筒形件, 筒形件兩端面常有開裂現(xiàn)象, 內(nèi)外表面也伴有裂紋產(chǎn)生, 導(dǎo)致成品率低。而采用第2 種工藝方法生產(chǎn)大規(guī)格薄壁筒形件, 鑄造組織得不到完全破碎, 性能不能滿足使用要求;且由于采用了鉆銑孔機(jī)加工方法, 加工成本高, 生產(chǎn)效率低。為了解決兩種方法存在的問題, 本實(shí)驗(yàn)綜合分析了兩種鍛造工藝的優(yōu)缺點(diǎn), 對(duì)其進(jìn)行了改進(jìn), 設(shè)計(jì)了一種新的生產(chǎn)工藝, 并采用該工藝試制了外徑為420 mm、內(nèi)徑為380 mm、 高度為980 mm、 質(zhì)量為111 kg的TC4合金筒形件, 旨在提高TC4合金大直徑筒形件的性能及生產(chǎn)效率, 降低加工成本。
2 實(shí)驗(yàn)材料及設(shè)備
2.1 實(shí)驗(yàn)材料
實(shí)驗(yàn)材料為經(jīng)過二次真空自耗電弧爐熔煉的規(guī)格為φ380 mm×1 700 mm、 質(zhì)量為 865 kg的 TC4合金鑄錠, 其化學(xué)成分(見表1)符合國(guó)家標(biāo)準(zhǔn)GBT 3620.1—2007要求。
包覆材為30 mm厚鋼包套。

表1 φ380 mm TC4合金鑄錠的化學(xué)成分(w/%)Table 1 Chemical composition ofφ380 mm TC4 alloy ingot(w/%)
2.2 實(shí)驗(yàn)設(shè)備
鍛造設(shè)備采用20 kN液壓機(jī), 采用燃?xì)鉅t及箱式電阻爐加熱。用Axiovert 200 MAT光學(xué)顯微鏡觀察組織。用100 kW微機(jī)控制電子萬能拉力試驗(yàn)機(jī)測(cè)試室溫力學(xué)性能。
3 改進(jìn)工藝方案及試制
3.1 提出工藝改進(jìn)的依據(jù)
用戶對(duì)該TC4合金大直徑筒形件的要求:顯微組織為兩相區(qū)加工組織, 不得有完整的原始β 晶界存在。為了獲得滿足用戶技術(shù)要求的TC4大直徑筒形件產(chǎn)品, 鑄錠開坯時(shí)要采用大于60%的火次變形量, 中間火次變形量控制在30%以上, 成品火次變形量的鍛造比盡量控制在1.3左右。
眾所周知, TC4合金屬α+β兩相鈦合金, 在鍛造過程中, 其變形抗力隨著鍛件溫度的降低而急劇增加[4-5]。據(jù)此, 分析前言中介紹的生產(chǎn)TC4合金大直徑筒形件的第1種工藝方法, 之所以兩端面常有開裂現(xiàn)象, 且內(nèi)外表面也伴有裂紋產(chǎn)生, 其主要原因是鍛造過程中溫降比較嚴(yán)重。因此對(duì)第1種工藝方案進(jìn)行了改進(jìn)。采用包覆一定厚度的鋼套, 對(duì)其鍛件實(shí)施保護(hù), 既可降低鍛件的氧化程度, 又可減少鍛件與外界的熱交換, 起到一定的保溫作用。這樣能夠使鍛件在鍛造溫度范圍內(nèi)使用較小的鍛造力來完成金屬變形,不但提高了成品率, 還可提高生產(chǎn)效率。
3.2 改進(jìn)后的工藝流程
改進(jìn)后的工藝方案為:鑄錠分切→燃?xì)鉅t加熱→在β區(qū)鐓拔成棒坯→箱式電阻爐加熱→α+β 區(qū)鍛成環(huán)坯→表面機(jī)械處理→包覆鋼套→加熱→擴(kuò)孔→芯軸拔長(zhǎng)→加熱→終鍛→熱處理→平整端面和內(nèi)外表面→尺寸檢驗(yàn)→取樣。
3.3 TC4合金大直徑筒形件的試制
在本次工藝試制前我們已對(duì)包鋼套的材質(zhì)及鋼套的厚度間關(guān)系進(jìn)行了一些工藝研究, 且摸索出了在鋼包套材質(zhì)確定后鋼套厚度與TC4 筒形材的壁厚與拔長(zhǎng)變形量之間較合理的工藝參數(shù)。
將鑄錠機(jī)加工成φ380 mm×470 mm錠坯, 在燃?xì)鉅t上加熱至β相區(qū), 在β 相區(qū)鐓拔成棒坯, 在箱式電阻爐上加熱至α+β兩相區(qū), 在α+β兩相區(qū)經(jīng)二火次鍛造成φ500/φ275 mm×385 mm環(huán)坯。冷卻后進(jìn)行表面機(jī)械處理, 然后包覆厚度為30 mm的鋼包套, 在α+β 兩相區(qū)加熱后擴(kuò)孔, 再加熱芯軸拔長(zhǎng), 加熱圓摔子整形終鍛至尺寸為φ464/φ340 mm×1 020 mm筒形件。在適當(dāng)?shù)臏囟冗M(jìn)行熱處理, 機(jī)加工內(nèi)外表面和端面→尺寸檢驗(yàn)→超聲波探傷→弦向取樣→檢查最終鍛件。
3.4 整形鍛造應(yīng)注意的問題
用30 mm厚的鋼筒及鋼板將機(jī)械加工環(huán)坯內(nèi)、外表面及兩端面進(jìn)行全密封包覆, 然后在α+β兩相區(qū)加熱, 當(dāng)內(nèi)孔擴(kuò)至比成品筒件內(nèi)徑尺寸大5 ~10 mm時(shí), 可進(jìn)行專門的芯軸拔長(zhǎng)工序。由于環(huán)坯包覆了鋼包套后, 其壁厚較厚, 因此在進(jìn)行擴(kuò)孔和拔長(zhǎng)兩個(gè)階段鍛造時(shí), 要掌握好進(jìn)給量和壓下量的關(guān)系。另外,此工序還應(yīng)注意:①拔長(zhǎng)用的半圓摔子寬度不可太寬, 否則將會(huì)影響金屬沿軸向流動(dòng);②芯軸表面要光滑, 且芯軸表面還須用石墨+機(jī)油進(jìn)行潤(rùn)滑;③整形鍛前用燒紅的鋼棒將摔子預(yù)熱;④半圓摔子的型腔四邊必須有較大的倒角。
4 試制結(jié)果與分析
4.1 第1種工藝改進(jìn)前后鍛制的TC4合金大直徑筒形件宏觀形貌
工藝改進(jìn)前和改進(jìn)后生產(chǎn)的TC4 合金大直徑筒形件的宏觀形貌見圖1。

圖1 第1種工藝改進(jìn)前后TC4合金大直徑筒形件的宏觀形貌:(a)工藝改進(jìn)前;(b)工藝改進(jìn)后未除去包套;(c)工藝改進(jìn)后除去包套Fig.1 Macrostructures of large-diameter cylinders of TC4 alloy by 1st processing before and after improvement:(a)unimproved;(b)improved and canned;(c)improved and unjacketed
由圖1b, c不難看出, 工藝改進(jìn)后鍛制的TC4合金筒形件除去鋼包套后其內(nèi)外周表面及端面裂紋少且光滑平整。
4.2 不用工藝鍛制的TC4鈦合金大直徑筒形件的組織
圖2示出了第2 種工藝鍛制的TC4合金大直徑筒形件光學(xué)顯微照片(圖2a)及改進(jìn)后的第1種工藝鍛制的TC4合金大直徑筒形件的光學(xué)顯微照片(圖2b)。圖2顯示第2種工藝鍛制的筒件顯微組織為未完全破碎的鑄造組織, 而改進(jìn)后的第1 種工藝鍛制的組織為鑄造組織得到完全破碎的α+β等軸晶(熱處理后)。
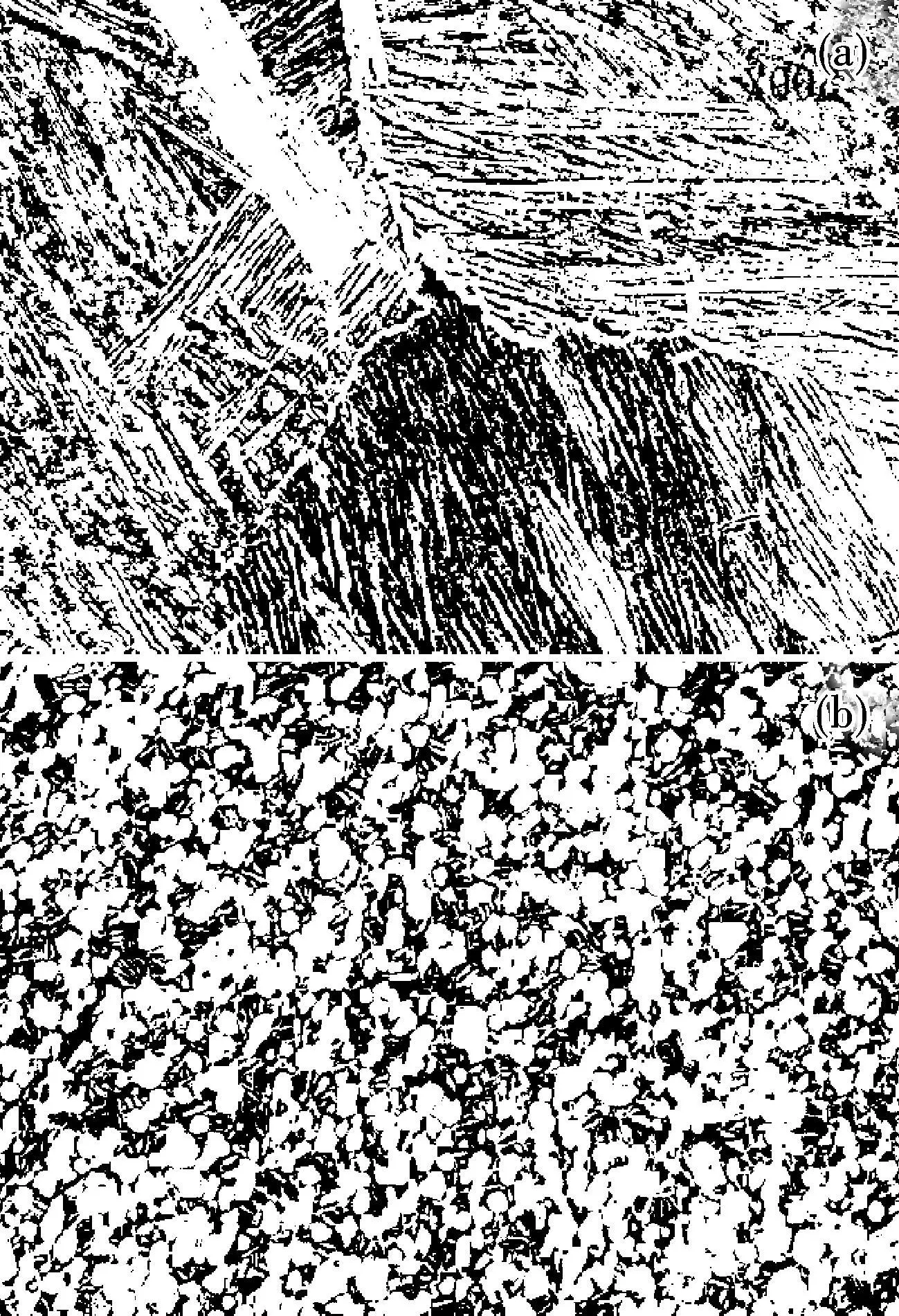
圖2 不同的生產(chǎn)工藝鍛制的TC4 合金大直徑筒形件的組織:(a)第2種工藝;(b)改進(jìn)后的第 1種工藝(熱處理后)Fig.2 Microstructures of forged large-diameter cylinders of TC4 alloy by different processing:(a)2nd processing;(b)1st processing improved(after heat-treatment)
4.3 工藝改進(jìn)前后TC4鈦合金大直徑筒形件的力學(xué)性能
表2列出了第1種工藝改進(jìn)前后鍛制的TC4合金大直徑筒形件的力學(xué)性能。由表2可以看出, 第1種工藝改進(jìn)后鍛制的TC4合金大直徑筒形件抗拉強(qiáng)度達(dá)到945 MPa, 屈服強(qiáng)度達(dá)到869 MPa, 比客戶要求值分別高出50 MPa和41 MPa;延伸率和斷面收縮率分別達(dá)到14.5%和 40.6%, 比客戶要求值分別高出4.5%和15.6%。而第2種工藝鍛制的TC4合金筒件的抗拉強(qiáng)度和屈服強(qiáng)度分別為920 MPa和840 MPa,延伸率和斷面收縮率分別達(dá)到9%和25%, 斷面收縮剛剛滿足客戶要求, 延伸率還略低于客戶要求。改進(jìn)后的第1種工藝, 不僅提高了鍛件的強(qiáng)度, 而且明顯改善了鍛件的塑性。
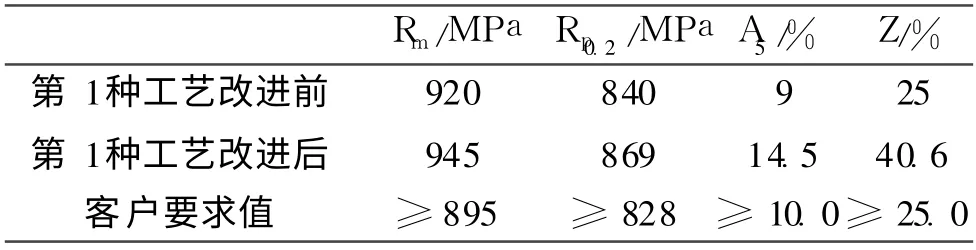
表2 第1種工藝改進(jìn)后鍛制的TC4鈦合金大直徑筒形件室溫力學(xué)性能Table 2 RT mechanical properties of forged large-diameter cylinders of TC4 alloy by 1st processing improved
4.4 檢驗(yàn)結(jié)果
4.4.1 尺寸檢查
測(cè)量第1種工藝改進(jìn)后鍛制的TC4合金大直徑筒形件尺寸為:外徑在444 ~434 mm之間, 內(nèi)徑在336 ~345 mm之間, 高度在990 ~1 015 mm之間,尺寸十分理想。
4.4.2 超聲檢驗(yàn)
對(duì)第1種工藝改進(jìn)后鍛制的TC4合金大直徑筒形件進(jìn)行超聲波探傷檢驗(yàn), 結(jié)果表明達(dá)到GB 5193的A級(jí)。
4.5 經(jīng)濟(jì)效益分析
TC4合金大直徑筒形件的環(huán)坯尺寸為 φ464/340 mm×1 020 mm。按著環(huán)坯尺寸計(jì)算, 采用第1種工藝鍛制TC4合金大直徑筒形件, 其TC4合金鑄錠的投料量至少需要360 kg。以目前TC4合金鑄錠的市場(chǎng)價(jià)格(120元/kg)計(jì)算, 僅鍛件的原料費(fèi)就達(dá)到43 200元。若采用改進(jìn)后的第1種工藝, 對(duì)環(huán)坯用3 mm厚的鋼包套進(jìn)行包覆, 然后再進(jìn)行擴(kuò)孔和芯軸拔長(zhǎng), 則TC4合金鑄錠的投料量為240 kg, 所需的鋼包套為213 kg(市場(chǎng)價(jià)15元/kg), 兩項(xiàng)合計(jì)費(fèi)用為31 995元。即采用改進(jìn)后的第1種工藝僅原料成本一項(xiàng)就可節(jié)省26%。還沒有計(jì)算降低設(shè)備噸位和對(duì)鍛件采取保溫措施所減少的能耗。
5 結(jié) 論
采用改進(jìn)后的第1種工藝方案鍛制的TC4合金大直徑筒形件:
(1)兩端面不開裂, 內(nèi)外表面裂紋少;
(2)鑄造組織得到完全破碎, 熱處理后為細(xì)小的α+β等軸晶;
(3)力學(xué)性能較改進(jìn)前顯著提高, 抗拉強(qiáng)度和屈服強(qiáng)度分別提高25 MPa和19 MPa, 延伸率和斷面收縮率分別提高5.5%和15.6%;
(4)超聲波探傷達(dá)到GB 5193的A級(jí);
(5)僅原料成本一項(xiàng)就可降低26%。
[1] 訾群.鈦合金研究新進(jìn)展及應(yīng)用現(xiàn)狀[ J] .鈦工業(yè)進(jìn)展,2008, 25(2):23-27.
[2] 王金友.航空用鈦合金[M] .上海:上海科學(xué)與技術(shù)出版社, 1985.
[3] 黃漢良.大直徑鈦-鋼全復(fù)合管研制成功[ J].鈦工業(yè)進(jìn)展, 1993, 10(1):46-47.
[4] 彭志輝.稀有金屬材料加工工藝學(xué)[ M].長(zhǎng)沙:中南大學(xué)出版社, 2003.
[5] 張國(guó)才.大直徑鈦鑄錠的軋制開坯工藝[ J] .鈦工業(yè)進(jìn)展, 1995, 12(2):22-23.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52