塊狀物料機器手抓取式裝箱機設計
2010-12-28 06:58:34牛雅寧
食品與機械 2010年5期
李 響 馬 永 何 偲 王 汀 牛雅寧 趙 偉
(武漢人天包裝技術有限公司,湖北 武漢 430205)
塊狀物料機器手抓取式裝箱機設計
李 響 馬 永 何 偲 王 汀 牛雅寧 趙 偉
(武漢人天包裝技術有限公司,湖北 武漢 430205)
為實現食品包裝過程自動化,設計抓取式裝箱機,用于多種物料裝箱,特別是用于塊狀物料裝箱。詳細介紹各部件的工作原理及控制方法,重點介紹機器人的結構特點。經測試,機器人抓取速度可以達到2s/次。
抓取式裝箱機;機器手;控制系統
目前,中國自動化裝箱生產線大多為跌落式裝箱和側推式裝箱,但隨著食品包裝產品形式的多樣化,越來越多的食品包裝物既不適合跌落式裝箱又不適合側推式裝箱,導致該類食品包裝物裝箱生產線大部分工作仍需人工操作。在發達國家,該類食品包裝物自動化裝箱生產線已經得到實質性突破,即機器人裝箱;而對于中國食品生產廠家,采用機器人裝箱設備成本過高[1-4]。為此設計一種以機器手為主體的抓取式裝箱機,要求整機工作效率高、適應性廣、調整方便、成本適中、便于制造,可有效地解決快速、靈活的多種物料裝箱的問題,以提高中國包裝生產線的自動化水平。
1 抓取式裝箱機中國應用現狀
目前,中國可以稱之為抓取式裝箱機的大致有4種,分別用在不同的條件下:
(1)啤酒、飲料等行業[5]抓取式裝箱機。這種裝箱機專門用于啤酒飲料等瓶狀物料的裝箱,采用普通電機和連桿等機械結構,運動軌跡固定,抓取夾具固定,運動速度較慢,可以多箱同時裝箱,在啤酒飲料行業應用非常有效,但不太適用于其它物料裝箱。
(2)坐標式機器手裝箱機。這種裝箱機的機器手采用伺服電機驅動的直線運動機構為主要組成部件,一般由兩個或三個軸(即兩個或三個直線運動機構)組成,可以實現兩個或三個坐標上的直線運動。這種裝箱機靈活性強,可以適應多種規格的物料和紙箱,設計和加工均較簡單,非常適合于一般用戶,中國多家廠商均可生產。但是這種機器手不利于做曲線運動,在高速運行的情況下性能較弱,不過因其價格較低,通常可用數量來彌補速度的不足。
(3)機器人裝箱機(即空間連桿并聯機器人)。這是一種高速的并聯多關節機器手裝箱機,其速度可以達到120次/min,在國外廣泛應用于物料分揀、搬運、裝盒。中國有廠家研發這種機器手并將其用于裝箱,其裝箱動作頻率快,用于物料分揀時很有優勢。但是它負載較輕,通常一次只能抓取一個物料且對物料的重量有要求,另外其結構復雜,要求制造精度高,成本也高,因此,在中國沒有形成大規模應用。
(4)集成通用關節型機器人裝箱機。因采用通用關節型機器人,所以運行穩定,定位精確。但是通用關節型機器人其主要功能應用在焊接、涂膠等通用領域,所以定位精確度超出包裝行業需要,且速度上有所不足,成本也較高,因此應用也不普遍。
綜上所述,所需抓取式裝箱機必須具備一種高速、靈活的機器手,成本適中并便于在中國設計制造,整機必須與機器手相配,速度快且便于調整以適應不同的物料和紙箱。
2 抓取式裝箱機結構設計
抓取式裝箱機主要由4個部分組成:機架、機器手、紙箱輸送和定位機構、物料排列機構。首先,紙箱輸送和定位機構將前端輸送過來的封好底面的紙箱輸送到裝箱工位,將紙箱撐開,保持箱頁呈向外撐開狀態。同時,物料排列機構將輸送來的物料改變運行速度,拉開物料之間的距離,然后將拉開距離的物料排成指定裝箱行數,并在裝箱工位上進行定位。最后再由抓取機器人將物料從物料排列和定位機構上抓取裝入紙箱中。裝箱完畢后,紙箱輸送和定位機構將裝有物料的紙箱送出。

圖1 抓取式裝箱機Figure 1 Sketch map of grasp-type packing machine
2.1 物料排列機構工作原理
物料排列機構的作用是將物料排成指定裝箱行數,并在裝箱工位上進行定位。物料從分流皮帶處進入,在分流皮帶處拉開距離并進行計數,然后進入排列皮帶,排列皮帶上面的擺桿機構左右擺動,把相同數量的物料分配到排列擋板的不同檔位中,在所有的檔位都排滿了以后,阻擋氣缸向下運動,對下一循環的第一列進行阻擋,短暫的時間間隔為機器手抓取贏得時間,然后再進行下一循環。
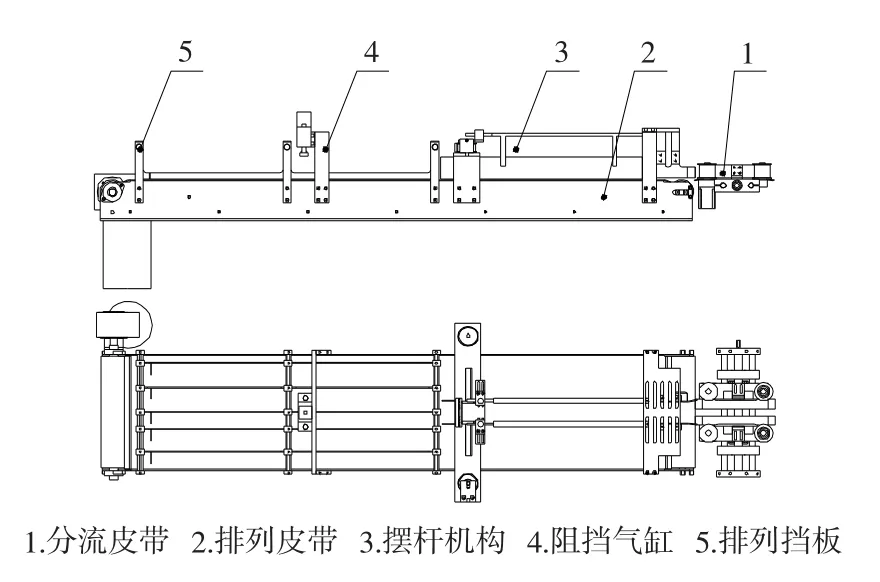
圖2 物料排列機構示意圖Figure 2 Sketch map of arrange materiel mechanism
2.2 紙箱輸送和定位機構設計和工作原理
紙箱輸送和定位機構的作用是將開箱封底機開好的紙箱輸送到裝箱工位并精確定位。傳統的方法大致有3種:
(1)將紙箱放在輸送帶上,靠輸送帶的摩擦力帶動紙箱前進。在工作工位處設置阻擋裝置,將紙箱阻擋在合適的位置。工作完成后放開阻擋裝置,紙箱向下一個工位運動。
(2)輸送帶(或鏈條)上設置有擋塊,擋住紙箱后面,推動紙箱向前運動。輸送帶(或鏈條)通過控制可以在工作位置精確停止。在工作工位處也設置了阻擋裝置,防止紙箱向前竄動。工作完成后放開阻擋裝置,輸送帶(或鏈條)運動,帶動紙箱向下一個工位運動。
(3)輸送帶(或鏈條)上設置有成對的擋塊,分別擋住紙箱的前面和后面,輸送帶(或鏈條)通過控制可以在工作位置精確停止。工作完成后輸送帶(或鏈條)運動,帶動紙箱向下一個工位運動。
以上3種方式,前2種啟停過程較為復雜,時間長,不利于紙箱反復啟停,不適合高速工作;第3種雖然可以方便的啟停,但紙箱長度發生變化時,擋塊的間距調整極為不便。為適應食品包裝快速、靈活的需要,有必要設計一種輸送機構,可以使紙箱快速、反復啟停,同時紙箱規格調整方便。
如圖3所示,大鏈輪1、4通過軸承套在被動軸上,大鏈輪2、3做成一體,也用軸承套在被動軸上。大鏈輪13、15、16用鍵連接在主動軸上,大鏈輪14用軸承套在主動軸上。小鏈輪9、12通過軸承分別套在2根固定軸上,小鏈輪10、11通過軸承連接在滑塊18的2根軸上。滑塊18套在2根導桿17上,通過轉動絲桿19可以讓滑塊左右移動。鏈條5、8為輸送鏈條,上面裝有卡子,負責向前推箱,鏈條7為輸送鏈條,上面也裝有卡子,負責限制紙箱前端位置。鏈條6為傳動鏈條,負責動力傳動。
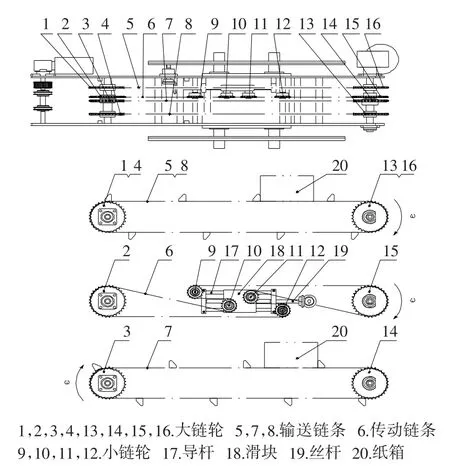
圖3 鏈輪調節機構示意圖Figure 3 Sketch map of the sprocket adjustment mechanism
主動軸運動時,帶動大鏈輪13、16運動,繼而帶動傳動鏈條5、8向前運動,推動紙箱前進。同時主動軸帶動大鏈輪15運動,通過中間一系列小鏈輪的傳動,帶動大鏈輪2運動,大鏈輪2、3是一體的,因此大鏈輪3也運動,帶動輸送鏈條7運動,限制紙箱位置。
當紙箱的長度尺寸發生變化時,轉動絲桿19,帶動滑塊18橫向運動,也就帶動小鏈輪10、11橫向運動,按圖示鏈條繞法,鏈條長度不會發生變化,但是會使大鏈輪2發生一定轉動,從而帶動大鏈輪3發生一定轉動,因此,輸送鏈條7會與輸送鏈條1、4發生一定的相對運動。這樣,紙箱前、后卡子之間的距離會發生變化,從而達到適應不同尺寸紙箱的目的[6]。
2.3 機器手設計
機器手的可選方案有關節型和坐標型兩種,關節型機器手便于完成更圓滑的軌跡,從速度和視覺效果上都優于坐標式機器人。從成本上考慮,為在中國自動化生產線上普及機器手裝箱,不宜采用通用關節型機器人,而應考慮結構更加簡單一些的機器手。事實上,在國外也有許多廠家這樣做,他們都有一些自制的關節型機器手,用來完成裝箱、搬運這樣的簡單工作。如圖4所示為本裝箱機的機器手結構,屬于兩軸類關節型機器手,直線運動機構帶動滑塊和橫梁上下運動,旋轉運動機構固定在橫梁上,帶動搖臂作旋轉運動,抓手支架固定在連桿2上,橫梁、連桿1、連桿2和搖臂組成一個平行四邊形機構[7],使抓手支架在運動中始終保持垂直狀態。不同的夾具裝在抓手支架的底部,通過兩個軸的聯合動作,完成抓取、裝箱的工作,在食品行業通常使用氣動吸盤夾具[8]。圖5所示為機器手的運動軌跡。

圖4 機械手示意圖Figure 4 Sketch map of robot arm

圖5 機械手運動軌跡示意圖Figure 5 Sketch map of running robot arm trajectory
該機器手的抓取方式是一次抓取一層,通過參數的精確調整,物料重量在3kg以下速度可以達到2s/次,運動過程精確平穩。
3 控制系統設計
3.1 整機控制系統
根據此機器的系統工藝要求,整個系統可以分為兩個部分:紙箱輸送部分、分列抓取部分。
(1)紙箱輸送部分:在16號大鏈輪上裝有旋轉編碼器,它使得輸送鏈條每次都會在行走固定的距離后停止。在抓取機構放置位置,有一個光電傳感器,當鏈條行走固定距離后停下時,此處如果有紙箱,光電傳感器開關量發生變化。通知抓取部分紙箱到位。
(2)分列抓取部分:排列擋板的前段(即物料排列機構1)處安裝了光電傳感器。前一個傳感器具有計數分列功能,對物料根據客戶要求將物料分成每列幾個,共分幾列。
通過排列擋板前段的傳感器計數,達到每列數量后,物料排列機構3的左右擺動,將物料分成規定列。當接到輸送部分紙箱到位信號后,并且每列數量達到了,抓取機構進行抓取,把這層物料放入紙箱中。
整個裝箱工藝流程見圖6。
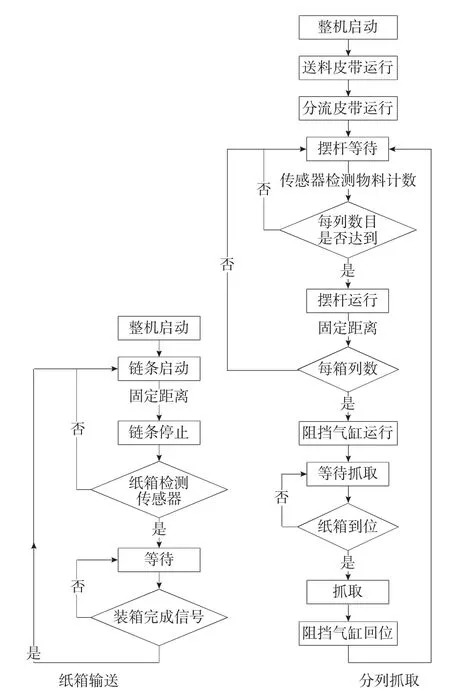
圖6 裝箱工藝流程圖Figure 6 Work flow chart of packing
3.2 控制系統方案
根據工藝要求,各氣缸均采用裝有永久磁環的氣缸。抓取部分垂直軸和旋轉軸都采用伺服電機,分流皮帶和擺桿機構都采用步進電機。其中分流皮帶是兩個步進電機共用的一個PLC脈沖輸出,控制它們的啟停。排列皮帶和紙箱輸送部分的電機都是普通的三相異步電機。
機器手抓取式裝箱機總功率為5kW,以紙箱中每層碼放4包(個)物料計算,最高速度為7 200包/h,與國外同類設備比較,在相同速度下成本僅有一半左右。綜上所述,機器手抓取式裝箱機工作效率高、定位裝箱準確度高、適應性廣、調整方便、成本適中、便于制造,可滿足國內食品包裝生產線連續工作需求,在裝箱領域處于國內領先水平,與國內外同類設備相比性價比高。
1 葉晶晶.現代系列化包裝的戰略與作用[J].上海包裝,2009(8):13~15.
2 張耀權.中國包裝工業的現狀及發展趨勢[J].包裝世界,2009(4):6~8.
3 肖衡.挑戰中的我國包裝機械企業發展對策[J].包裝與食品機械,2009(4):50~52.
4 上海市機器人協會.服務機器人技術發展趨勢[J].機器人技術與應用,2009(3):5~11.
5 張有良.可編程多功能裝箱機的設計和電氣控制[J].包裝與食品機械,2009(4):1~3.
6 高德.包裝機械設計[M].北京:化學工業出版社,2005:122~125.
7 路懿.用CAD約束和尺寸驅動技術分析平面機構的運動[J].計算機輔助設計與圖形學報,2002,14(10):972~976.
8 彭芳,施長浩,鐘煒.基于PLC的氣動吸盤式物料傳送裝置[J].機電工程,2009(10):109~110.
The design of robot arm grapping case packer for block material
LI Xiang MA Yong HE Cai WANG Ting NIU Ya-ningZHAO Wei
(Wuhan Rentian Packaging Technology CO.,LTD.,Wuhan,Hubei430205,China)
In order to realize the automation of packing process,we designed grapping case packer,which is especially suitable for block material.In this article,we will introduce the work principle and control way of each part,and the characteristics of robot is the key point of it.After tested,the speed of robot grapping can reach 2seconds/time.
grapping case packer;robot arm;control system
10.3969 /j.issn.1003-5788.2010.05.031
李響(1975-),男,武漢人天包裝技術有限公司工程師,碩士。E-mail:tolix@126.com
2010-05-10
