300mm硅片化學(xué)機(jī)械拋光壓力控制技術(shù)研究
2011-03-23 03:44:56王東輝郭強(qiáng)生
電子工業(yè)專用設(shè)備 2011年8期
關(guān)鍵詞:檢測
王東輝,郭強(qiáng)生,柳 濱,陳 威,王 偉
(中國電子科技集團(tuán)公司第四十五研究所,北京 101601)
目前,硅單晶已實(shí)現(xiàn)大規(guī)模工業(yè)生產(chǎn),超大規(guī)模集成電路(IC)制造技術(shù)已經(jīng)進(jìn)入300mm時代。隨著晶圓尺寸的不斷擴(kuò)大與芯片特征尺寸的不斷縮小,對硅片表面的平坦化程度提出了更高的要求[1]。
在硅片表面的平坦化過程中,拋光壓力是一個重要的物理參數(shù)。通常拋光壓力增加,機(jī)械作用增強(qiáng),拋光速率也增加,但使用過高的拋光壓力會導(dǎo)致拋光速率不均勻、拋光墊磨損量增加、拋光區(qū)域溫度升高且不易控制、使出現(xiàn)劃痕的幾率增加,從而降低了拋光質(zhì)量[2]。
因此,穩(wěn)定、可靠、精確地控制拋光壓力對于提高拋光速率和質(zhì)量具有十分重要的意義。
1 主軸壓力控制原理
在硅片拋光過程中,為了得到較好的硅片拋光去除率以及硅片全局平整度,需要對主軸壓力進(jìn)行控制。一般情況下,工藝線對主軸加壓控制系統(tǒng)的具體要求:
(1)壓力控制范圍:硅片表面壓力0~2000 N;
(2)壓力控制精度:±20 N。
為了達(dá)到上述設(shè)計要求,設(shè)計了一種主軸加壓控制系統(tǒng),原理示意圖如圖1所示。
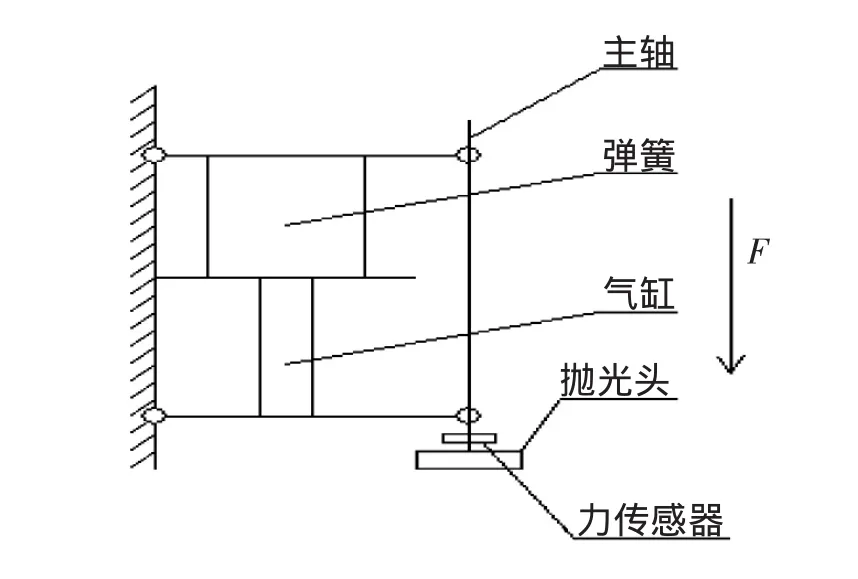
圖1 主軸壓力控制原理圖
在主軸加壓控制系統(tǒng)中,關(guān)鍵部件為力傳感器、氣缸和彈簧。所述系統(tǒng)的核心部件為力傳感器,它決定了控制系統(tǒng)的控制精度。為了達(dá)到系統(tǒng)所要求的壓力控制范圍和控制精度,選用量程為3000 lbs,精度為±0.1%的力傳感器。氣缸是關(guān)鍵部件,不僅可以用作驅(qū)動功能,還可以用作氣動彈簧元件。通過增壓和排氣,實(shí)現(xiàn)驅(qū)動元件的作用,使主軸上升、下降或者加壓。彈簧的作用是在氣缸無氣壓時使主軸處于抬起狀態(tài),以便在不同工位間切換,其不同載荷下的工作行程如圖2所示。
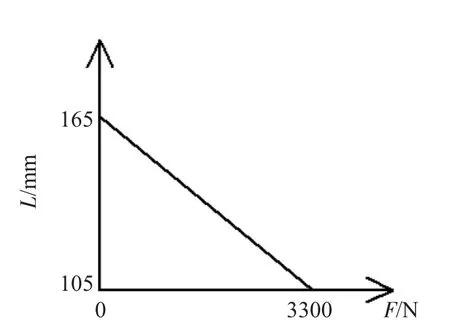
圖2 不同載荷下彈簧的工作行程
在上述主軸加壓控制系統(tǒng)中,其工作過程為:當(dāng)氣缸無氣壓時,由于彈簧的壓縮彈力,主軸處于抬起狀態(tài)。當(dāng)對氣缸充入一定氣壓后,氣缸膨脹并克服彈簧的壓縮彈力使主軸下降。當(dāng)氣缸氣壓達(dá)到某一值時,主軸末端的拋光頭與拋光臺剛好接觸,此時,拋光臺受到的主軸壓力為零。繼續(xù)對氣缸充氣,主軸將對拋光臺施加壓力,主軸施加壓力的大小取決于氣缸充入的氣壓。
同時,安裝于主軸處的力傳感器可以實(shí)時檢測主軸的壓力,雖然傳感器檢測的壓力值不等于實(shí)際值,但是通過對檢測儀器檢測的實(shí)際值與傳感器的檢測值進(jìn)行比較可知,兩者之間存在一定的線性關(guān)系,找到其中的線性關(guān)系就可以用傳感器的檢測值來進(jìn)行主軸壓力的反饋控制,從而有效地控制拋光壓力。
2 主軸壓力檢測方法
為了對主軸進(jìn)行壓力標(biāo)定以及實(shí)時控制拋光壓力,需要對主軸進(jìn)行線下檢測以及實(shí)時檢測。故主軸壓力的檢測方法分為在線檢測和離線檢測。
在線檢測是指在拋光過程中,通過安裝在主軸中的力傳感器(如圖1所示)實(shí)時檢測主軸的壓力值。在線檢測的力傳感器示值不等于主軸的實(shí)際壓力值,需要通過記錄離線檢測的實(shí)際值和相應(yīng)的在線檢測的力傳感器示值,找到兩者之間的線性關(guān)系,進(jìn)行曲線擬合,計算得出擬合系數(shù),然后通過擬合公式把實(shí)時檢測的力傳感器示值標(biāo)定為主軸的實(shí)際壓力值。
離線檢測是指設(shè)備停止工作時,通過檢測儀器檢測主軸壓力的實(shí)際值。檢測儀器是一種用來檢測主軸壓力而特殊設(shè)計的裝置(如圖3所示),其托盤厚度與承載器的厚度一致,以排除厚度不一致而造成的誤差。同時,檢測儀器也可以用來標(biāo)定主軸壓力,即通過輸入不同的氣壓值得到不同的主軸壓力值。
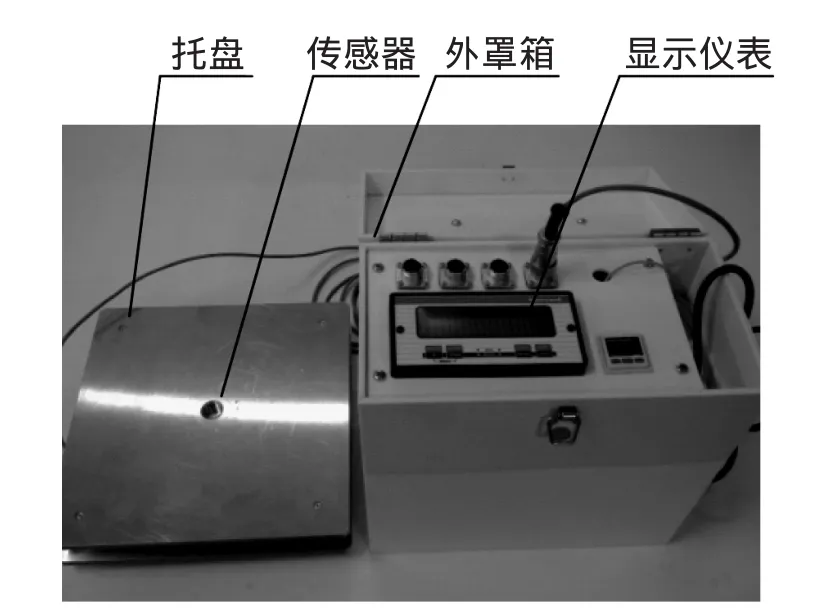
圖3 主軸壓力檢測裝置
離線檢測的具體檢測方法是,把檢測儀器的托盤置于主軸正下方,通過對氣缸充入一定氣壓的氣體,使主軸下降。當(dāng)氣壓達(dá)到一定值時,檢測儀器有讀數(shù)顯示,且主軸上的傳感器在界面也有相應(yīng)的讀數(shù),記錄此時的氣缸氣壓值、檢測儀器測試值和主軸傳感器示值;同理,繼續(xù)以當(dāng)量氣壓ΔP(例如0.005 MPa)持續(xù)對氣缸施加氣壓,同時記錄下在相應(yīng)氣缸氣壓下的檢測儀器測試值和主軸傳感器示值。在本文實(shí)驗(yàn)裝置中,當(dāng)氣缸氣壓值范圍在0.19~0.575 MPa時,檢測儀器測試值范圍為5~2245 N,主軸傳感器示值范圍為2338~6952 N,具體數(shù)據(jù)曲線如圖4所示。
3 主軸壓力數(shù)據(jù)處理
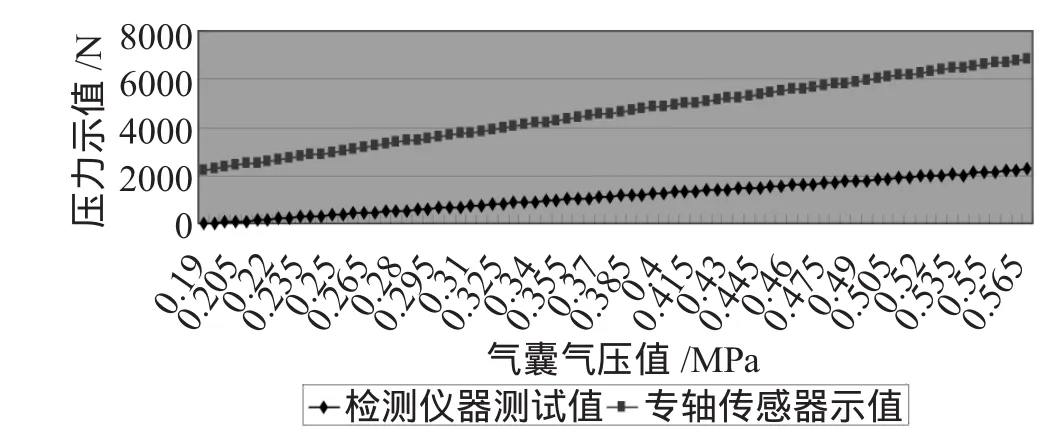
圖4 氣缸氣壓值與檢測儀器測試值、主軸傳感器示值的關(guān)系
主軸壓力在界面的設(shè)定值與控制壓力輸出的執(zhí)行器件(氣缸)的氣壓值需要通過線性標(biāo)定,把單位N轉(zhuǎn)化為MPa,從而控制壓力的輸出;同時,主軸傳感器在線檢測的主軸壓力值也需要通過線性標(biāo)定轉(zhuǎn)化成實(shí)際壓力值,以此來對主軸壓力進(jìn)行反饋控制。因此,需要通過數(shù)據(jù)處理來找到檢測儀器測試值與氣缸氣壓值、檢測儀器測試值與主軸傳感器示值的關(guān)系,計算出它們之間的擬合系數(shù)。
觀察圖4可知,氣缸氣壓值與檢測儀器的測試值之間存在線性關(guān)系。通過Matlab對氣缸氣壓值與檢測儀器測試值進(jìn)行一次方(y1=k1×x1+b1)曲線擬合(如圖5所示)。
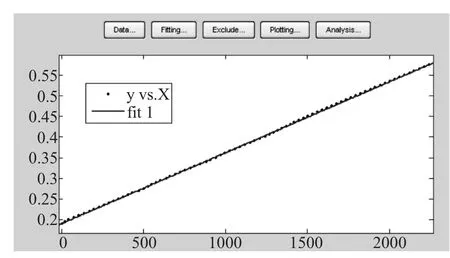
圖5 氣缸氣壓值與檢測儀器測試值的擬合曲線
根據(jù)Matlab的擬合曲線可知,本裝置在95%置信區(qū)間下,得到氣缸氣壓值與檢測儀器測試值的一次方擬合系數(shù)為:
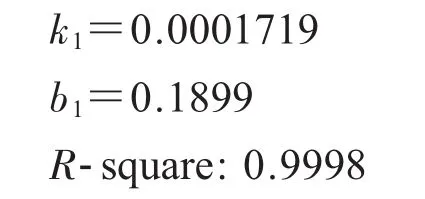

即擬合公式為:當(dāng)通過界面輸入主軸壓力設(shè)定值x1時,根據(jù)擬合公式(1)可以求得相應(yīng)氣缸的氣壓值y1,從而通過控制器控制電氣比例閥來調(diào)節(jié)氣缸的氣壓值,以此來實(shí)現(xiàn)控制主軸壓力的輸出。
同理,通過Matlab對主軸傳感器示值與檢測儀器測試值進(jìn)行一次方(y2=k2×x2+b2)曲線擬合(如圖6所示)。
根據(jù)Matlab的擬合曲線可知,本裝置在95%置信區(qū)間下,得到主軸傳感器示值與檢測儀器測試值的一次方擬合系數(shù):
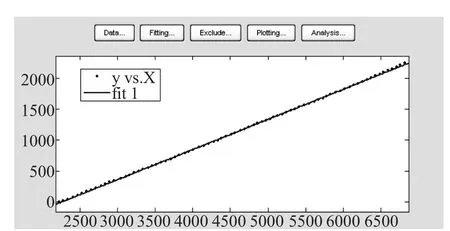
圖6 主軸傳感器示值與檢測儀器測試值的擬合曲線
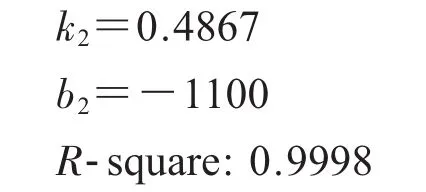
即擬合公式為:

當(dāng)氣缸膨脹使主軸受壓下降時,主軸傳感器受力后輸出信號為x2,根據(jù)擬合公式(2)可以求得主軸壓力的實(shí)際值y2,通過對比主軸壓力設(shè)定值x1和主軸壓力實(shí)際值y2,根據(jù)兩者之間的偏差來實(shí)現(xiàn)主軸壓力的反饋控制。
4 主軸壓力反饋控制
在拋光過程中,要求對拋光壓力連續(xù)可調(diào),閉環(huán)系統(tǒng)是實(shí)現(xiàn)拋光壓力大小連續(xù)可調(diào)的有效途徑。因?yàn)殚]環(huán)控制系統(tǒng)可以從系統(tǒng)的輸入端不斷地檢測輸出量,反饋到系統(tǒng)的輸入端,與輸入量進(jìn)行比較。當(dāng)系統(tǒng)輸入量的實(shí)際值偏離設(shè)定值時,系統(tǒng)自動進(jìn)行糾正,從而保證輸入量與輸出量的一定比例關(guān)系,如圖7[3]。
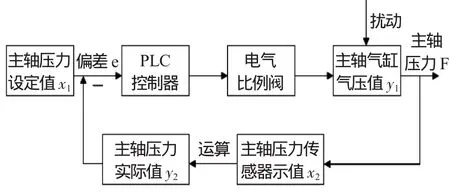
圖7 壓力閉環(huán)控制系統(tǒng)方框示意圖
在圖7所述的壓力控制系統(tǒng)中,當(dāng)主軸壓力設(shè)定值為x1,根據(jù)擬合公式(1)得到氣缸氣壓值為y1,此時,氣缸膨脹使主軸下降,主軸傳感器示值為x2,再由擬合公式(2)得到主軸壓力的實(shí)際值y2。
在上述閉環(huán)控制系統(tǒng)中,主軸壓力設(shè)定值x1即為系統(tǒng)的設(shè)定值,主軸壓力的實(shí)際值y2即為系統(tǒng)的實(shí)際值。由此可得系統(tǒng)的偏差Δe=y(tǒng)2-x1,然后通過控制器的PID運(yùn)算來調(diào)節(jié)比例閥的輸出氣壓,直到消除穩(wěn)態(tài)誤差,從而有效地控制主軸壓力的實(shí)際值。
在實(shí)際應(yīng)用過程中,通過觀察記錄了一組數(shù)據(jù),如圖8所示。
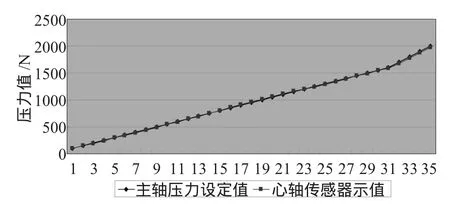
圖8 主軸壓力設(shè)定值與主軸傳感器示值比較
根據(jù)圖8可知,實(shí)驗(yàn)所得的主軸壓力設(shè)定值與主軸傳感器示值誤差很小,通過計算可得其誤差小于±15 N,且較大的誤差出現(xiàn)在1700 N以上的非工作壓力區(qū)間;在工作壓力區(qū)間(100~1300 N),主軸壓力設(shè)定值與主軸傳感器示值的誤差小于±10 N,基本滿足一般的300mm硅片化學(xué)機(jī)械拋光設(shè)備的主軸壓力控制設(shè)計精度要求。
5 結(jié) 論
本文介紹了一種300mm硅片化學(xué)機(jī)械拋光壓力控制技術(shù),且已經(jīng)在中國電電子科技集團(tuán)公司第四十五研究所研發(fā)設(shè)計的300mm硅片單面拋光機(jī)中得到應(yīng)用,經(jīng)過多次實(shí)驗(yàn)驗(yàn)證,所述的主軸壓力控制技術(shù)的控制可靠、穩(wěn)定、精確,拋光后硅片的平均去除率、全局平整度變化、局部平整度變化等技術(shù)參數(shù)都符合系統(tǒng)的設(shè)計精度要求。
[1]閆志瑞,魯進(jìn)軍,李耀東,等.300mm硅片化學(xué)機(jī)械拋光技術(shù)分析[J].半導(dǎo)體技術(shù).2006(8):561-564.
[2]姜培青.三工位CMP控制系統(tǒng)的開發(fā)和設(shè)計[D].大連理工大學(xué)碩士論文.2008:15-16.
[3]陳夕松,汪木蘭.過程控制系統(tǒng)[M].北京:科學(xué)出版社,2005.
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
