繞制精密螺旋線的系統(tǒng)技術(shù)
2011-03-23 03:45:00文祖祥
電子工業(yè)專用設(shè)備 2011年8期
關(guān)鍵詞:系統(tǒng)
文祖祥
(西北機(jī)器公司,陜西 西安 710119)
螺旋線螺距的精度指標(biāo)和要求,是繞制精密螺旋線系統(tǒng)的研制核心。近年來,我們組織研究的繞制系統(tǒng),螺旋線螺距精度實(shí)現(xiàn)了 (3~5)×10-3mm,安裝、調(diào)試簡(jiǎn)單、使用可靠。
1 系統(tǒng)分析
1.1 螺旋線的基本要求
(1)螺距和螺旋線直徑?jīng)Q定了電磁波的相速,也決定了行波管工作電壓,因此,繞制螺距的精度高。
(2)要提高行波管效率,電子注要交出能量,就必須和電磁波同步。但電子交出能量后速度變慢,電磁波相速也必須變慢就要變螺距;為了減小交調(diào)也要變螺距;為了抑制返波振蕩要求改變螺距,又要保持相速不變,就必須同時(shí)改變螺旋線直徑。因此,要求螺距和螺旋線直徑可變。
(3)如果螺距發(fā)生突變,會(huì)造成反射,如果有兩個(gè)反射點(diǎn)存在就會(huì)造成反饋。由于行波管工作頻帶很寬,總會(huì)在某些頻率處形成正反饋,就有可能引起振蕩。即使由于反饋不夠大而不引起振蕩,也會(huì)由于有的頻率處是正反饋或負(fù)反饋而造成增益波動(dòng)。因此,要求螺距必須均勻,沒有突變點(diǎn)。
(4)螺旋帶緊貼芯桿,無翹起。螺旋帶能和夾持桿緊貼以利于通過夾持桿散熱。
1.2 主要技術(shù)指標(biāo)
芯桿直徑:φ5~φ10mm
繞制材料:鎢或錸鎢合金
材料規(guī)格:(0.10~5.00)mm×(0.08~0.50)mm
基本螺距:0.5~12.0mm
螺距精度:±(3.00~5.00)×10-3mm
繞制轉(zhuǎn)速:1~260 r/min
繞制方式:?jiǎn)螌訂蜗?/p>
繞制模式:等螺距、漸變螺距、跳變螺距、混合螺距等。
1.3 系統(tǒng)基本原理
系統(tǒng)基本原理詳見圖1。
(1)繞線。通過兩個(gè)伺服電機(jī)Ι同步驅(qū)動(dòng)芯桿旋轉(zhuǎn)實(shí)現(xiàn)。
(2)排線。伺服電機(jī)Ⅱ驅(qū)動(dòng)絲杠帶動(dòng)工作臺(tái)沿導(dǎo)軌移動(dòng)。
(3)排線定位。光柵尺。
(4)帶材張力。放線機(jī)構(gòu)中設(shè)置有張力調(diào)節(jié)功能。
(5)螺旋帶材緊貼芯桿。在繞制過程中,帶材素線與芯桿的母線須有交叉角才能使帶材帖在芯桿上形成螺旋帶,設(shè)置擺角機(jī)構(gòu)。
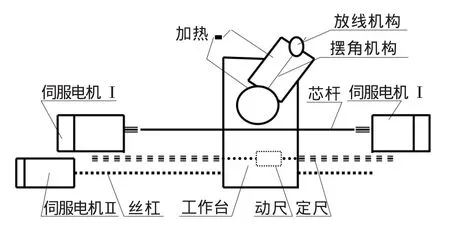
圖1 原理簡(jiǎn)圖
2 放線與繞線的動(dòng)態(tài)分析
放線與繞線的基本運(yùn)動(dòng)是定軸轉(zhuǎn)動(dòng)和平動(dòng),其過程有升速、運(yùn)行、降速三個(gè)階段。
2.1 升速階段
由于芯桿和放線卷的外形尺寸與質(zhì)量的差異,各自的加速時(shí)間不一致,按照繞線的要求,加在放線卷的阻力大小、外徑的變化、芯桿升速過程轉(zhuǎn)速的變化等要求匹配恰當(dāng),保持材料基板恒張力。
2.2 降速階段
隨繞線過程的深入進(jìn)行,放線卷的外徑減小、轉(zhuǎn)速上升,引起的材料張力變化導(dǎo)致已繞成的螺旋線松散。
2.3 運(yùn)行階段
如果繞線、放線的速度波動(dòng)幅度大,就出現(xiàn)升速或降速的不良現(xiàn)象。
3 控制與誤差補(bǔ)償
(1)靜態(tài)誤差補(bǔ)償主要指由于制造和安裝帶來的誤差。用干涉儀對(duì)安裝后的系統(tǒng)進(jìn)行測(cè)定、標(biāo)定和補(bǔ)償,補(bǔ)償數(shù)據(jù)存放在計(jì)算機(jī)中,由軟件實(shí)現(xiàn)靜態(tài)補(bǔ)償。由于這種誤差具有線性積累的特性,隨著位置的增加可能會(huì)增大,補(bǔ)償間隔不宜太大[1,2]。
(2)動(dòng)態(tài)誤差實(shí)時(shí)補(bǔ)償情況比較復(fù)雜,產(chǎn)生動(dòng)態(tài)誤差的因素主要有制造精度、裝配造成的誤差如絲杠的螺距誤差、各部分之間的反向間隙、傳動(dòng)或響應(yīng)滯后、外部干擾或擾動(dòng)等。
(3)將傳動(dòng)機(jī)構(gòu)之前的位置檢測(cè)信號(hào)反饋到控制器上參與控制,可大幅度縮短整定時(shí)間,因此,無論是傳動(dòng)的間隙還是傳動(dòng)的滯后都可以得到實(shí)時(shí)補(bǔ)償和修正。
(4)控制系統(tǒng)硬件結(jié)構(gòu)如圖2所示。
圖中:光學(xué)成像系統(tǒng)包括光源、大景深鏡頭、高分辨率工業(yè)攝像機(jī);圖像采集系統(tǒng)由高速、高分辨率的圖像采集、圖像采集驅(qū)動(dòng)軟件和高速計(jì)算機(jī)組成;圖像處理系統(tǒng)由圖像處理軟件、操作界面軟件、模式匹配軟件及專用圖像處理算法組成,其運(yùn)算結(jié)果——擺角值作為擺角伺服系統(tǒng)的測(cè)量值;運(yùn)動(dòng)控制系統(tǒng)由基于PCI總線的運(yùn)動(dòng)控制卡、伺服驅(qū)動(dòng)器及伺服電機(jī)構(gòu)成。
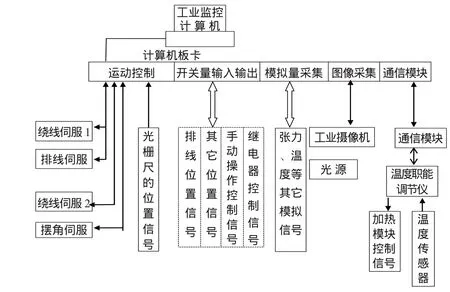
圖2 控制系統(tǒng)硬件結(jié)構(gòu)
(5)為保證系統(tǒng)螺距的控制精度,用編碼器與伺服驅(qū)動(dòng)器組成速度的半閉環(huán),用光柵尺與監(jiān)控工控機(jī)組成排線系統(tǒng)的位置全閉環(huán),形成一個(gè)高精度的雙閉環(huán)控制系統(tǒng)[3,4,],見圖 3。
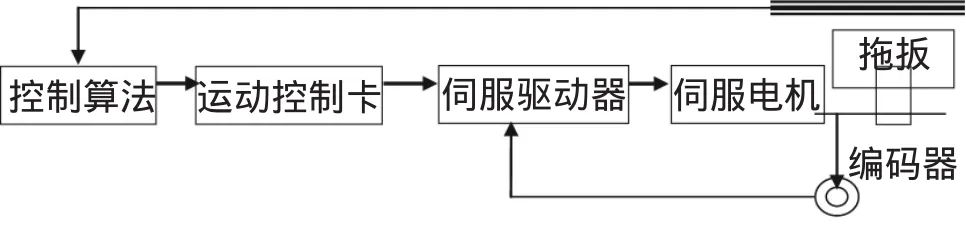
圖3 閉環(huán)控制系統(tǒng)功能框圖
(6)張力由張力傳感檢測(cè),在上位機(jī)中實(shí)時(shí)顯示張力值。
(7)溫度智能調(diào)節(jié)控制系統(tǒng)由智能調(diào)節(jié)儀、可控硅加熱模塊、溫度測(cè)量傳感器及上位機(jī)參數(shù)設(shè)置與顯示部分組成。功能框圖見圖4。
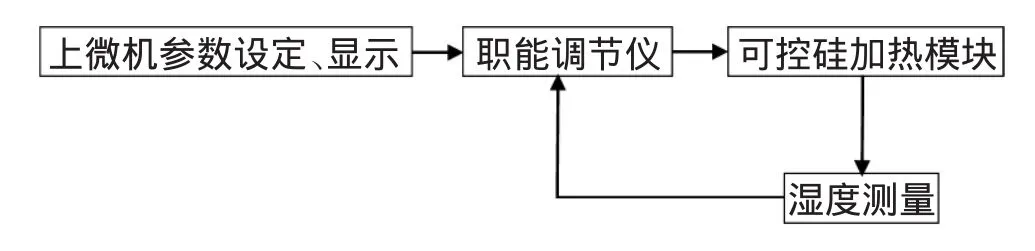
圖4 溫度智能調(diào)節(jié)控制系統(tǒng)功能框圖
(8)軟件結(jié)構(gòu)。軟件是系統(tǒng)的研究重點(diǎn),要求操作簡(jiǎn)單,界面符合操作習(xí)慣和中文信息幫助。軟件體系結(jié)構(gòu)分為圖像采集、圖像處理、運(yùn)動(dòng)實(shí)時(shí)控制、溫度實(shí)時(shí)控制、張力實(shí)時(shí)顯示、模擬參數(shù)采集顯示、人機(jī)交互界面和系統(tǒng)集成等,見圖5。
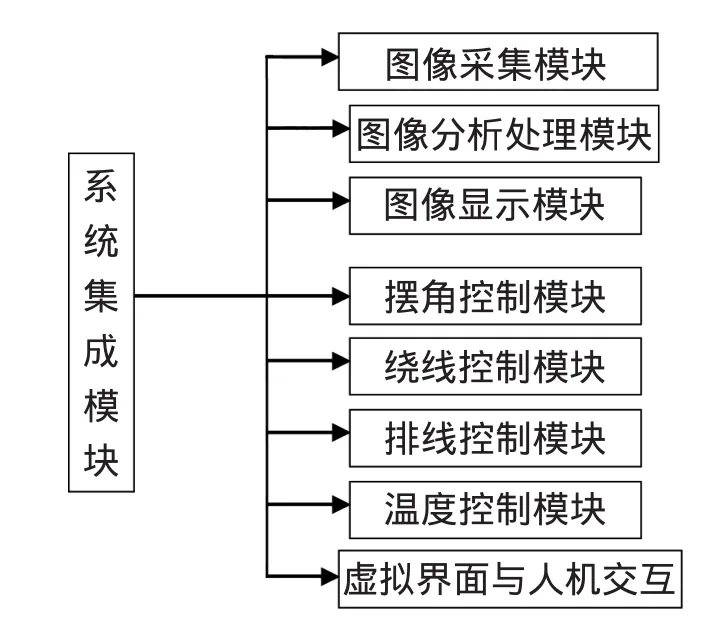
圖5 軟件結(jié)構(gòu)示意圖
4 測(cè)試數(shù)據(jù)分析
對(duì)系統(tǒng)進(jìn)行檢測(cè)的結(jié)果(見數(shù)據(jù)表1、表2、表 3)。
系統(tǒng)定位精度不超過±1×10-3mm
平均精度為-0.115×10-3mm
置信區(qū)間 [-0.68×10-3mm,0.45×10-3mm](概率90%)
螺距控制精度±(3~5)×10-3mm可信系統(tǒng)補(bǔ)償點(diǎn)數(shù)100,定位精度不超過1×10-3mm滿足螺距精度(3~5)×10-3mm的要求
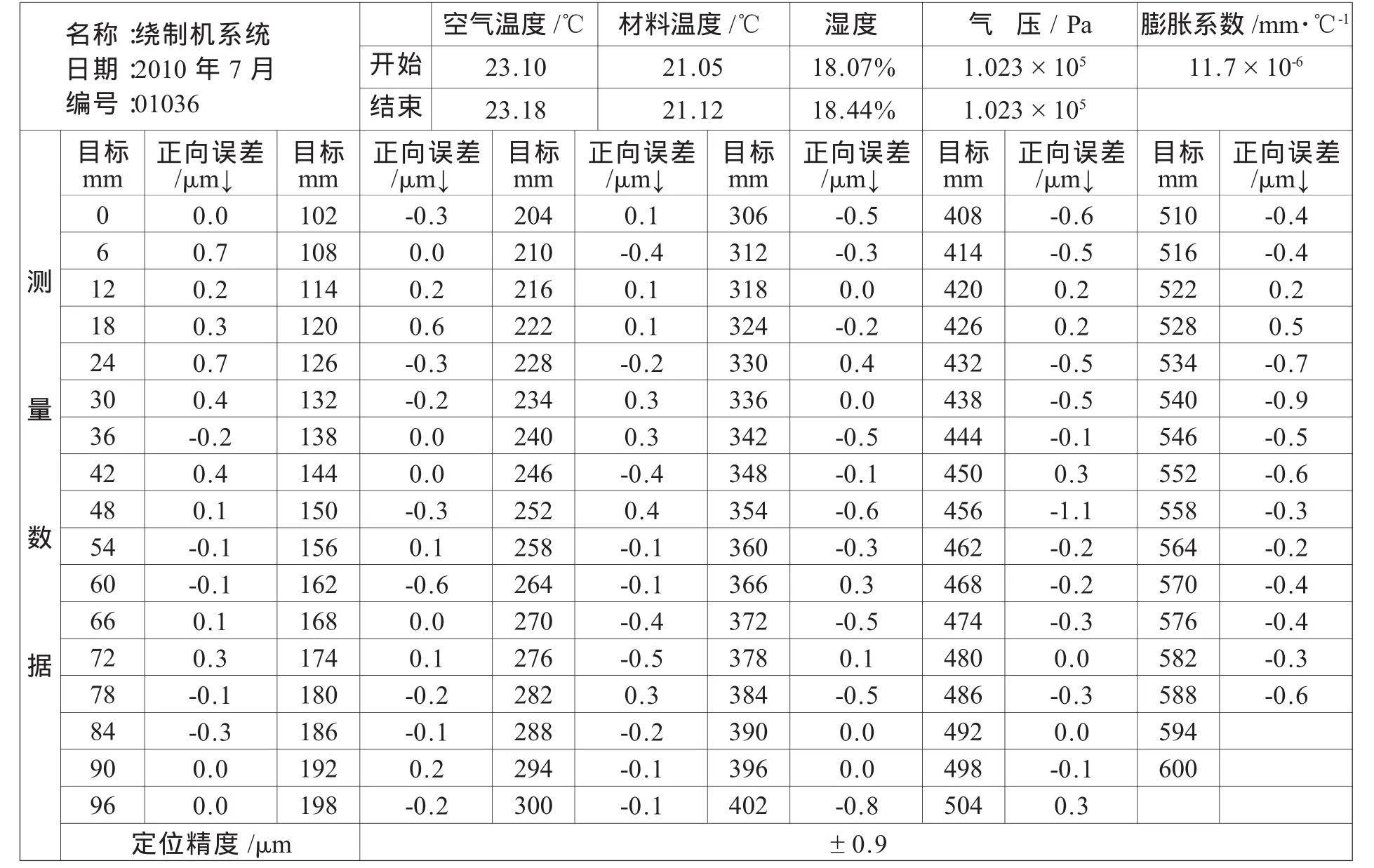
表1 X方向位置精度檢測(cè)數(shù)據(jù)
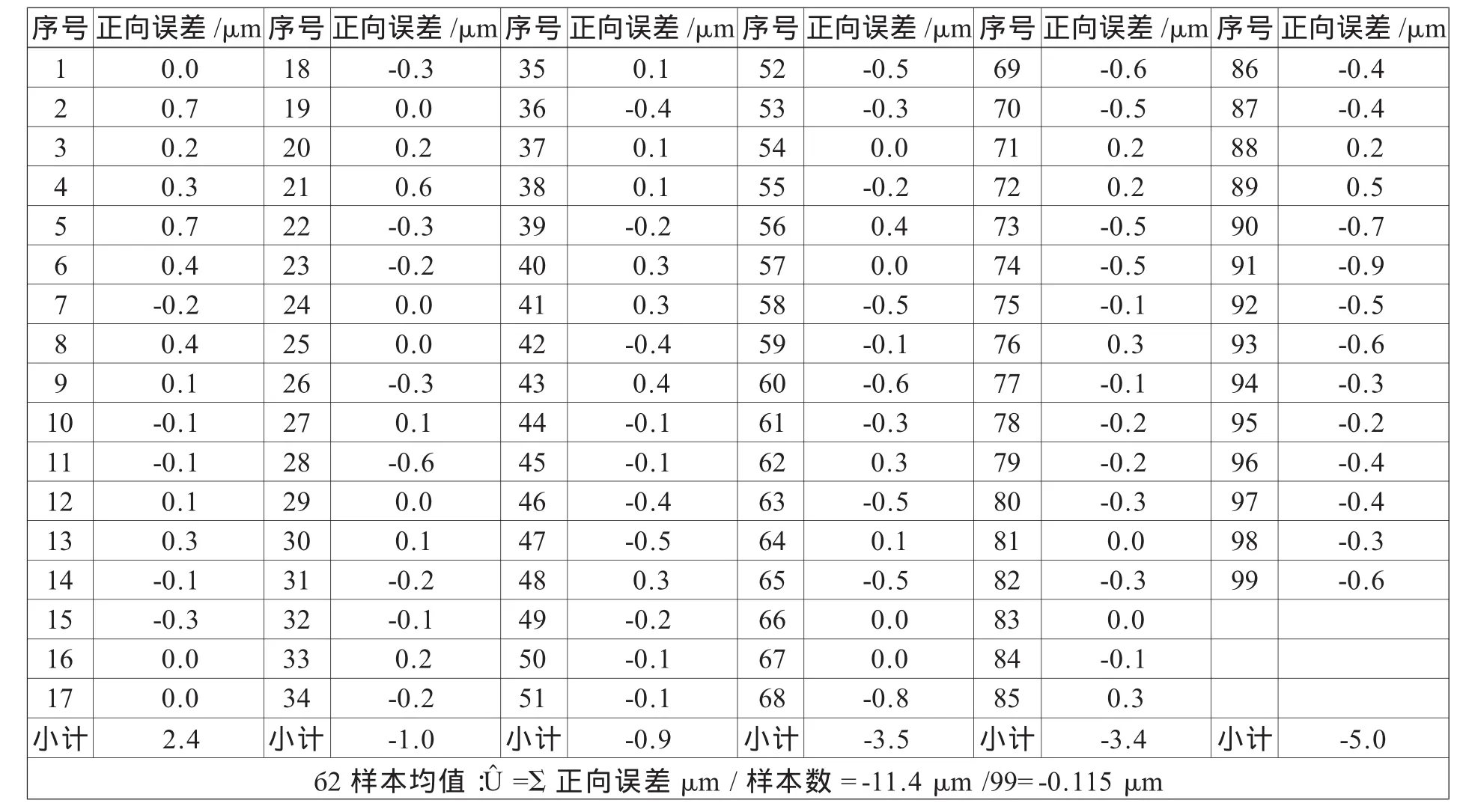
表2 X方向位置精度數(shù)據(jù)
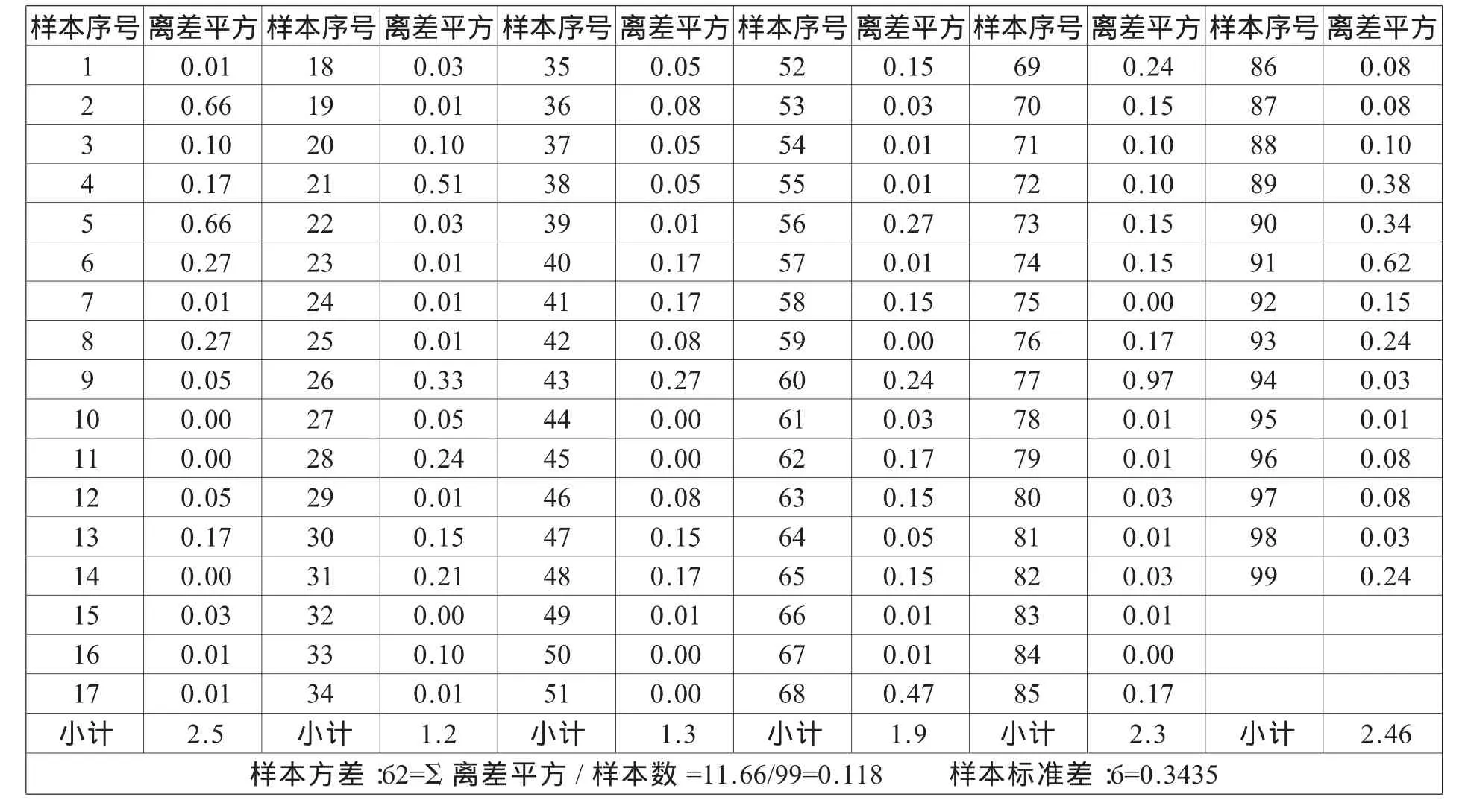
表3 X方向位置精度數(shù)據(jù)分析
[1]田耘.無線通信FPGA設(shè)計(jì)[M],.北京:電子工業(yè)出版社,2009.
[2]吳湛擊.現(xiàn)代糾錯(cuò)編碼與調(diào)制理論及應(yīng)用[M].北京:人民郵電出版社,2008.
[3]牟崧友.卷積碼編碼器和Viterbi譯碼器的FPGA實(shí)現(xiàn)[J].電子工程師.2008,34(8):21-24.
[4]韓學(xué)超 韓新春.通信系統(tǒng)中卷積碼編解碼器的VHDL實(shí)現(xiàn)[J].通信技術(shù).2009,42(10):72-74.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
