雙工位FOG邦定機的設計
2011-03-26 06:38:08菅衛娟
電子工業專用設備 2011年6期
司 超,菅衛娟,馬 兵
(太原風華信息裝備股份有限公司,山西太原030024)
隨著全球的LCM制造業的迅速發展,LCM專用設備已日益受到制造商的高度重視。我們研發的雙工位FOG邦定機是用于液晶模塊產品制造過程中 COF、COG、FPC、TCP等電路熱壓連接工序的專用設備。
該設備為主預壓一體機型,采用單預壓、雙主壓相結合,雙工作臺結構,FPC工作臺x、y、z、θ方向可調節,加熱采用恒溫方式。為了進一步滿足實際需要,設備增加了除靜電、進氣低壓報警以及負壓吸附不足報警等功能。在操作過程中出現異常情況時除了觸摸屏提示還增加了蜂鳴報警裝置。
1 主要特點和性能指標
雙工位FOG邦定機的主要特點:
(1)采用PLC+觸摸屏進行控制,動作可靠,操作簡單;
(2)壓頭壓力和被壓壓力均可調,壓頭加熱溫度可調;
(3)LCD平臺z軸方向可通過微分頭精確調節,LCD定位塊可進行調節,以適應不同的產品;
(4)LCD的定位通過定位塊和真空吸附的方式來實現;
(5)FPC 平臺在 x、y、z、θ方向均可通過微分頭進行調節,方便圖像對位;
(6)壓頭平行度在x、y方向可單獨調整;
(7)左右兩主壓頭(平臺周圍)增加靜電消除裝置(離子風槍);
(8)具有自動與手動兩種模式;
(9)手動方式可對所有的部件操作,方便機器的調整;
(10)自動方式的連續模式省去了按鍵的時間,大大提高了工作效率;
(11)圖象系統包括監視器、鹵素光源、CCD相機、同軸光鏡頭和調光器。
雙工位FOG邦定機的性能指標:
(1)適用LCD玻璃尺寸:
20 mm×20 mm~80 mm×70 mm
(2)適用偏光片厚度(下偏光片):0~1.0mm
(3)石英平臺平面度:5μm
(4)粘接精度:x、y:± 15 μm(3σ 從預壓到最終壓接的偏移量)
(5)控溫精度:室溫~350℃ 誤差:±2℃
(6)顯視器及CCD:9英寸黑白+1/3英寸黑白
(7)電源:單相220 V 50 Hz
(8)氣源:0.5 MPa。
2 工作原理
將被熱聯結產品放在左工作臺上,負壓吸附定位,通過光學視覺系統人工對位,完成預壓,預壓完成之后左工作臺移到左主壓部件下,左主壓頭下壓,這時,右工作臺剛好處在預壓頭下方,在左主壓部件壓接產品并保溫保壓期間,剛好能完成預壓工位的上料、對位和預壓工作。當左壓頭完成產品的主壓后,工作臺向右移動,右壓頭工作,預壓工位完成卸料、重新上料、對位和預壓工作。如此循環,進行生產。
3 總體結構設計
雙工位FOG邦定機主要由機械系統、電氣硬件系統、氣動系統和軟件控制系統組成。
3.1 機械結構
整機結構如圖1所示,主要由機架、預壓部件、主壓部件、工作臺移動部件、光學組件等部件組成。機架較為簡單,暫不做介紹。

圖1 整機結構圖
3.1.1 預壓部件
預壓部件結構主要由氣缸、導軌、、隔熱塊、預壓頭組成;通過螺釘完成預壓頭的水平調整后,加熱體升溫后,由氣缸帶動預壓頭即可進行FPC的初定位預壓動作。
3.1.2 主壓部件
主壓部件結構主要由氣缸、收帶部件、放帶部件、左右調節、前后調節、散熱片、隔熱板、主壓頭等零部件組成;通過其微分頭的調整完成主壓頭水平調整和前后調整后,組裝好鐵氟龍帶后,由滑臺氣缸帶動整個主壓頭即可進行產品的成型主壓動作。
3.1.3 工作臺移動部件
工作臺移動部件主要由導軌、臺板、滾珠絲桿、負壓工作臺、調節工作臺、石英組件等零部件組成;通過對石英平臺的調整,使其與主、預壓頭平行后,通過微分頭帶動交叉輥子導軌的機構,調整好兩個工作臺,由導軌絲杠機構帶動兩個工作臺左右移動,從而完成產品的定位及沿x軸方向運動的功能。其中調節工作臺可進行x向、y向、z向及θ向的調節。
3.1.4 光學組件
光學組件結構由左右三維移動工作臺機構、CCD鏡頭等零部件組成,通過三維移動工作臺可進行CCD鏡頭在x向、y向及z向調節,完成調焦,在顯示器上得到清晰的放大圖像。方便操作人員進行對位。
3.2 電氣硬件系統設計
通過對整體雙工位FOG邦定工藝的分析,考慮實際的需要,以及使用的簡便性和維護的方便性,決定采用PLC來做整個系統的控制中心,電氣原理框圖如圖2所示。
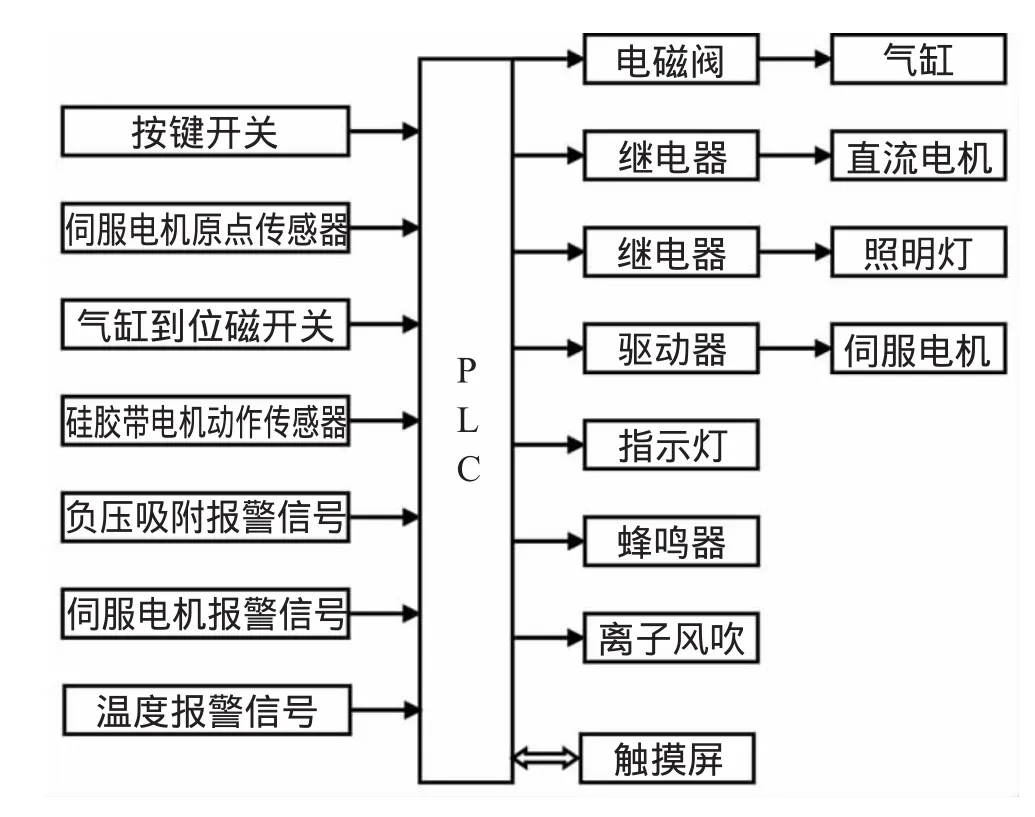
圖2 電氣原理框圖
在滿足生產精度和生產效率的同時,器件選型上還要考慮到性價比最優。因為使用了伺服電機進行脈沖控制,所以要選用帶脈沖口的PLC,再考慮輸入輸出點數,松下的FPX系列完全滿足系統要求。為了顯示狀態更加直觀,輸入參數更加方便快捷,我們選用觸摸屏做為操作界面。松下PLC和觸摸屏配合使用,也給編程工作帶來很多方便,比如可以利用兩者的穿透功能可以只用一條編程電纜就可以實現在線編程調試和實時監控。加上以前用過該產品,這樣使用起來就得心應手。所以PLC主機選用FPX的60點晶體管輸出型,這樣富余出兩三個I/O口以備在調試過程或是臨時加入輸入輸出點時用到。觸摸屏就選用現在我們比較常用的5.7英寸單色屏GT32M。設備運行過程中工作臺需要左右移動,且定位準確性要高,考慮到工作臺的質量,所以伺服電機選用日本松下的小慣量200W,在一定范圍內通過設置驅動器上電機的脈沖當量可以改變電機的定位精度。同時,在壓接過程中使用的緩沖材料一般為硅膠帶或者是鐵氟龍帶,因為兩者都很輕,且要求精度一般,所以使用國產的24 V小直流電機完全可以實現該功能,這樣還可以控制一定的成本。
3.3 氣動系統的設計
由于整套的運動過程大部分由氣動元件完成,其設計思路主要是動作流暢,結構簡單。氣動原理圖如圖3所示。

圖3 氣動原理圖
3.4 軟件控制系統設計
軟件設計本著短小精煉,可維護性好的思想來做。采用模塊化設計,整體程序按邦定的工藝順序來寫。在梯形圖的設計中,對有可能相互碰撞的部件采取了互鎖安全保護措施。因為執行部件中壓頭氣缸的運動方向和工作臺的運動方向是垂直的,所以時序上在保障運行速度的前提下,加以適當延時,以保證設備運行的安全性、可靠性以及穩定性。還有一些細節的處理,比如在選擇單工位工作時,只有相對應一側的離子風和壓頭工作,這樣既能提高效率又能節省能源;還有當在自動模式下工作時,如果一邊正常壓完,壓頭抬起時會有“嘀”聲提示,如果在壓接時間沒有完(如在壓接時拍下急停按鈕)壓頭抬起時不會有提示音,這樣可以提高檢查次品的效率。自動運行模式下選擇【雙工位】時軟件流程框圖如圖4所示(【左工位】或【右工位】流程圖為其中相應的一部分)。

圖4 自動運行流程
4 結束語
該設備現已在用戶的生產線上投入使用,運轉平穩、可靠。該設備的研制成功,使我們在LCM設備領域上的又一進步。
[1]成大先.機機械設計手冊 (第五版)[M].北京:化學工業出版社,2007
[2]濮良貴.機械設計[M].北京:高等教育出版社,2002.
[3]松下電工株式會社.Panasonic可編程控制器FP-X編程手冊[M].日本:松下電工株式會社ARCT1F409C,2005.
