大齒輪成形磨削加工在線測量系統研究
2011-04-05 13:31:06李恒鑫張洛平賀紅霞郭常超
河南科技大學學報(自然科學版) 2011年3期
關鍵詞:測量
李恒鑫 ,張洛平 ,賀紅霞 ,郭常超
(1.河南科技大學機電工程學院,河南洛陽 471003;2.鄭州航空工業管理學院機電工程系,河南鄭州 450015;3.溫州大學城市學院,浙江溫州 325035)
0 前言
大型齒輪廣泛應用于船舶、礦山、水利以及航天等部門[1-2]。隨著科技的發展以及生產水平的不斷提高,對其精度的要求也越來越高,成形磨齒就是獲得高精度最可靠的方法之一[1]。此外,強化并提高齒輪制造全過程的測量與監控技術也是保證齒輪質量的另一個關鍵[3]。因此,改進成形磨削中的測量技術是提高大型齒輪精度的一個重要環節。
目前齒輪常用的測量方法有臺式測量、上置式測量和旁置式測量。臺式測量要求齒輪必須在專門儀器之上進行測量,鑒于大齒輪直徑大、模數大的特點,該方法增加了再次裝卡的難度,并引入了二次安裝的誤差。上置式測量中儀器基準一般建立在被測齒輪上,而被測齒輪誤差不可知,造成測量精度比較低[4]。這兩種方法都不適于大型齒輪磨削加工中的檢測。在線測量技術為大型齒輪的測量提供了一種有效手段,國內外有些機構也有相應研究,但研究成果均在不同程度上有一些局限性和不足,如原理近似、測量精度低等,總的來說,國內外對在直徑超過 2.5 m的大型齒輪精度測量的問題上技術還不夠成熟[1]。本文提出一種旁置式在線測量方法,采用Renishaw觸發式測頭為傳感器,PC+運動控制卡為上位控制,并采用光柵進行參數反饋,構成了加工制造的閉環系統。通過在生產過程中加入檢測與控制環節[5-6],融合測量技術于加工制造過程中,將檢測設備與加工設備結合起來,用加工過程的監測與反饋取代了成品質量的檢測與評定,不僅保證了齒輪精度,而且擴大了機床功能,特別是提高了大齒輪制造加工的生產效率。
1 系統測量原理與測量過程
1.1 測量原理
漸開線圓柱齒輪齒面的幾何精度由齒形誤差和齒向誤差控制[7]。齒形誤差控制端截面上的漸開線誤差,齒向誤差控制軸截面上螺旋線誤差,兩者都是該在線測量系統的主要測量對象,本文以齒形測量為例進行分析。齒形誤差的測量方法常用的有展成法和坐標法。坐標法測量即在被測齒輪的齒面上選取一系列測點,采集其坐標數據并根據所建立的工件坐標系與測量坐標系的數學模型對這些數據進行處理,經過與理論坐標進行比較而計算出齒形偏差。由于其相對于展成法可能會進一步提高測量精度,本文采用坐標法測量。圖1為齒形測量原理示意圖。
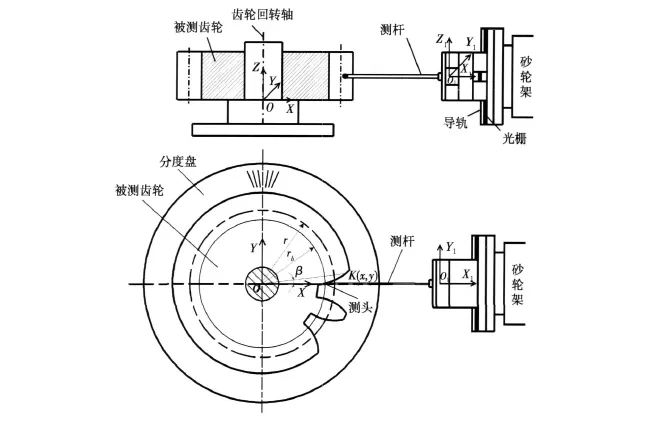
圖1 齒形測量原理示意圖
系統采用Renishaw三維觸發式測頭,測頭安裝在砂輪架上,可以實現沿機床的X1、Y1和Z1軸運動。被加工齒輪安裝在工作臺上,可以進行繞 Z軸進行回轉運動。取如圖1坐標,以齒輪回轉中心為坐標原點,其與某一齒形漸開線起點確定X軸,則漸開線上任意一點K(x,y)的坐標值為:

其中,β為OK軸與X軸的夾角;αk為齒輪的壓力角。
1.2 測量過程分析
加工齒輪首先通過砂輪磨削,之后砂輪退出,測量時被測齒輪固定不動,測頭在垂直回轉軸線的平面內對齒形作 X-Y直角坐標測量,獲取坐標數據。齒形誤差的測量位置應在齒寬中部,齒向誤差的測量位置應在齒高中部[8]。兩者都是取沿齒輪整圓周均勻分布的 6處位置同側齒面進行測量。首次測量獲得的參數信息傳回上位控制器,通過與設定的標準參數進行對比,得出齒輪加工誤差以及單個齒距偏差△fp的最大值與最小值,由此推斷齒輪輪齒對于回轉中心的不均勻性,并以△fp的最大值處作為初始工序的起點。上位控制器通過坐標變換將測點的坐標值變換到齒輪坐標系中,并根據最小二乘原理對數據進行擬合,與標準曲線對比得出加工誤差。根據誤差數據上位機發送下一步加工的脈沖和方向信號。
磨削過程中測量與加工交叉進行,測量為下一步加工提供理論依據,加工的水平要靠下一步測量來評定,對齒輪連續測量,根據數據分析結果合理安排工序,確定加工余量,優化磨削過程,最終測量達到預期要求則加工過程結束。
對被測齒輪的參數計算都是基于齒輪坐標系,而測量得到的數據都是基于測頭坐標系,因此,必須要經過坐標變換才能進行計算。以齒形測量為例,忽略 Z軸移動得到兩坐標系經過平移變換以及旋轉變得到變化矩陣為:

理論坐標值(x,y)與測量坐標值之間(x1,y1)的關系為:

其中 θ為齒輪的旋轉角度。
2 系統組成與分析
2.1 硬件系統構成及主要功能
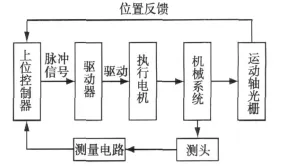
圖2 硬件總體構架
系統主要由上位控制器、驅動器、執行機構、測量裝置以及反饋裝置組成,總體結構圖如圖2所示。上位控制器主要部分是運動控制卡,負責向驅動器發送脈沖/方向信號,以作為執行電機的控制信號。驅動器通過功率變換按照運動控制卡的指令驅動電機轉動。電機帶動測頭控制軸按預定參數運動,測頭在一定的距離范圍內以一定的速度和一定大小的力與齒面進行接觸,瞬時接觸點的位置在機床坐標系中的坐標值立即被記憶[9],并通過紅外線傳輸存儲至上位控制器中。上位控制器對測量獲得的實際坐標值進行相應的分析運算,獲得當前工況信息,生成指導下一步加工的指令。同時利用光柵進行信息反饋,控制機床動作完成后續加工。光柵的采用使系統實現了閉環控制,滿足了精確定位要求,并對系統誤差進行補償,進一步提高了控制系統的精度。
2.2 軟件總體設計及工作流程
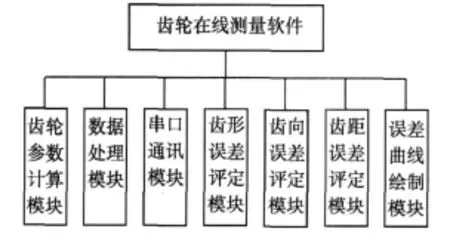
圖3 軟件總體構架
軟件系統主要功能包括:被測齒輪基本參數設置[10];控制測頭準確采集齒輪參數;分析處理數據并保存;顯示齒輪偏差曲線;分析誤差與不確定度;打印功能。按其功能劃分為若干模塊,如圖3所示。
測量前設置齒輪基本參數,由齒輪參數計算程序計算出所需參數,如齒輪基圓半徑、漸開線起始測量長度等。前端測量電路接收串口通訊程序發出的初始化命令清零。測量開始后,選擇測量類型將該類型測量所需的光電編碼器信號切換到測量電路中。然后,前端測量電路接收到串口通訊程序發送的數據采集命令進行數據測量操作,并將數據傳送到數據處理程序。數據處理程序通過對采集到的參數信息進行坐標轉換,曲線擬合等分析得到相應的誤差曲線,同時誤差數據被存儲于數據庫。最后,由誤差評定程序判斷測量長度是否達到,若達到要求測量長度且評定完成,則軟件自動繪制齒輪誤差測量報告,以備存儲或打印。軟件總體流程圖如圖4所示。
3 試驗與分析
為了驗證系統模塊的有效性,進行了初步試驗。限于實驗條件,初步試驗選用了一個小直徑的漸開線圓柱直齒輪為測量對象,其基本參數信息見表1。
初步測量是為了驗證軟件的有效性,因此首先對一個齒面的齒形進行多次測量,測得數據由導出模塊導出并進行數據處理,首先由公式(3)將其轉化為齒輪坐標系下的坐標值,再與由公式(1)所得的漸開線方程的理論坐標值對比,測得數據見表2。
將測得的實際坐標值應用最小二乘法擬合出實際漸開線,并對優化函數采用遺傳算法求解。選取種群規模為100,交叉概率為0.7,變異概率為0.05,進化代數為1 000代。經過計算,測量結果為 ffa= 25.0。與國家標準 GB10095.1—2001中規定的280<d≤560,10<m≤16,精度等級為 7級的直齒圓柱齒輪同側齒面齒形公差要求為小于 26.0相符合。驗證了測量方法的正確性。

表1 齒輪基本參數表
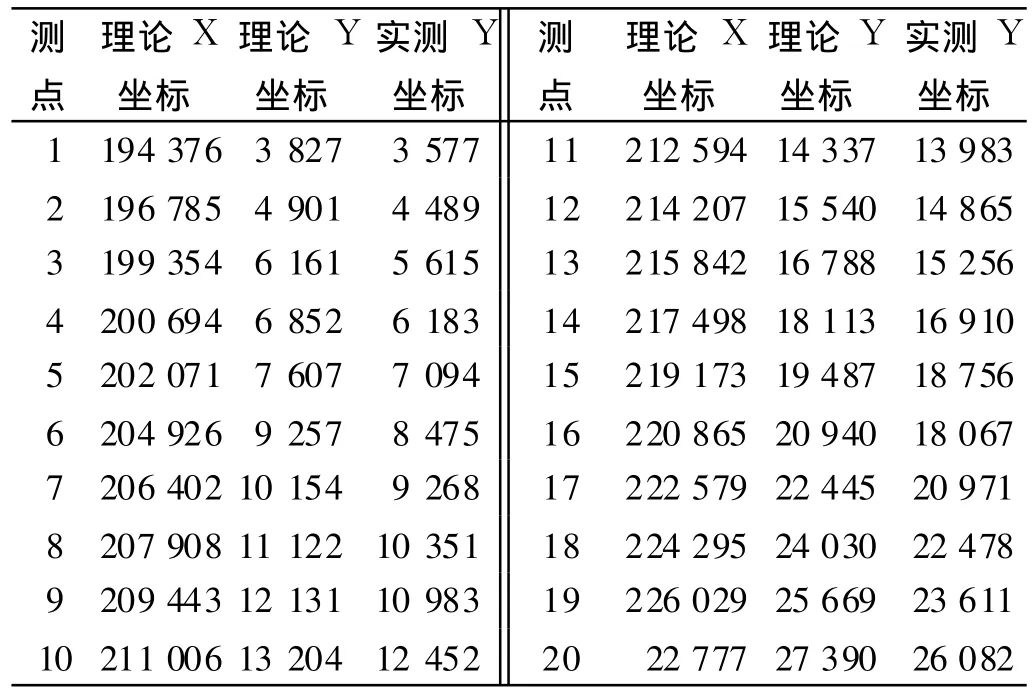
表2 齒形測點測量數據 μm
4 結束語
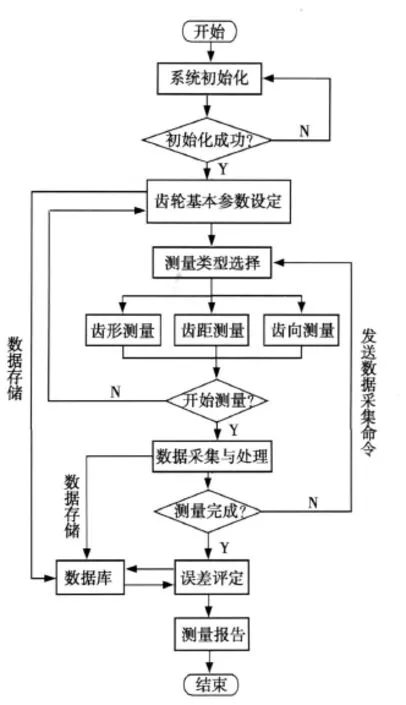
圖4 軟件總體流程圖
針對大型齒輪加工中測量不便,誤差較多的問題,提出基于Renishaw測頭的大型齒輪成形磨削加工在線測量系統方案。相對于其他在線測量方法,本系統結構簡單,使用方便,最主要的是能夠實現加工過程和測量過程的交叉進行,一道工序完成后不必卸下齒輪即可對其進行在線測量[11],減少了大型齒輪加工時定位偏差對齒形、齒距和齒向測量的影響。通過多次加工驗證分析得知:該系統的應用使得大齒輪磨削加工中的金屬切削時間,由生產時間的55%提高到80%,同時,輔助時間由生產時間的35%降低到15%,實際輔助時間縮短了近90%,大大提高了生產效率,可見,該系統與同類的測量系統相比為大型齒輪加工測量提供了一種有效的測量手段。
[1] 商向東,金嘉琦,付景順,等.齒輪加工精度[M].北京:機械工業出版社,1999.
[2] 張靜,楊宏斌,鄧效忠,等.我國錐齒輪技術的現狀和發展動向[J].河南科技大學學報:自然科學版,2003,24(1): 40-43.
[3] 謝華錕.近年來齒輪測量技術與儀器的發展[J].工具技術,2004,38(9):27-33.
[4] 李文龍,商向東,趙文珍,等.大齒輪在機測量關鍵技術分析[J].工具技術,1997,31(11):32-34.
[5] 常京龍.多功能智能化在線檢測儀的研究[D].沈陽:沈陽理工大學,2007.
[6] 楊建軍,魏冰陽,周彥偉,等.準雙曲面齒輪設計加工集成系統的開發[J].河南科技大學學報:自然科學版,2004,25 (5):17-20.
[7] 高峰,黃玉美,王俊嶺,等.數控成型砂輪磨齒機在機測量研究[J].制造技術與機床,2006(1):53-55.
[8] 張泰昌.齒輪檢測 500問[M].北京:中國標準出版社,2007.
[9] 曹彥生,杜新華,李燕菊,等.測頭在數控加工中的應用及功能開發[J].航天制造技術,2007(5):54-58.
[10] 湯潔,石照耀.齒輪在線測量機的測控軟件[J].測控技術,2008,27(7):61-63.
[11] 王清明,盧澤生,董申.機械加工在線測量技術綜述[J].計量技術,1999(4):3-6.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
