梯度凝膠膠片自動制作裝置控制系統研究設計
2011-04-27 03:39:06尤方倪原
生命科學儀器 2011年3期
尤方,倪原
(西安工業大學 電子信息工程學院,西安 710032)
凝膠膠片被用在生物醫學領域進行生化檢測,是一種特殊的材料。它可以分離不同物理性質(如大小、形狀、等電點等)的分子,通常是用來分析樣品成分。梯度凝膠膠片是指膠片介質物的濃度按照要求進行梯度分布的,這可以解決電泳技術分辨能力不夠的問題[1],即在電泳時使質量較小運動快的蛋白質盡早遇到密度較高的支撐介質而附著在該點,這樣,就可以使所要檢測的蛋白質按照大小規格均勻地排列,即提高了電泳的分辨能力[2]。
目前國內還沒有全自動制作梯度凝膠膠片的設備,膠片制作需人工憑經驗和技巧操作,不但費時費力,而且制作出的梯度凝膠膠片參數差別很大,直接影響應用時的測試精度。因此,利用步進電機控制灌膠過程替代人工操作,實現梯度膠片生產的自動化、簡單化、批量化,是很有必要的。這就需要一種能按一定濃度梯度全自動灌膠的制膠設備。本文介紹了一套自行研制的全自動梯度凝膠膠片制作系統。
1 梯度凝膠系統構架
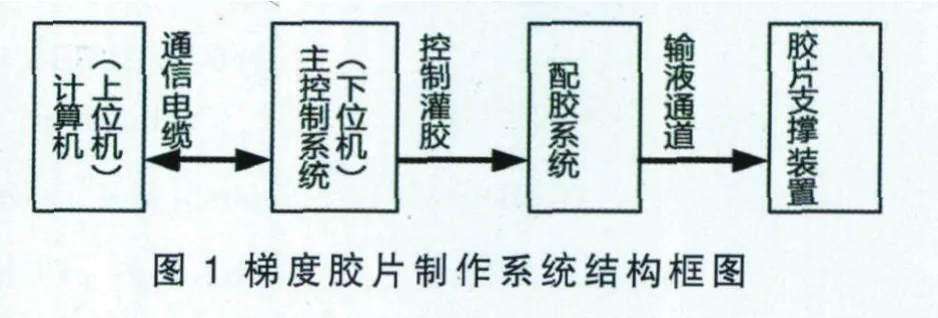
梯度凝膠膠片制作系統由上位機(計算機)、下位機(C8051F020)控制系統及附屬機械裝置組成[3],系統基本構架如圖1所示。該系統的工作過程:先由上位機根據生產需求進行一定的數據擬合計算,然后將計算結果由通信電纜傳送給下位機,下位機將依據上位機的各項參數來精確控制灌膠的制作過程。
本系統硬件設計部分采用由Cygnal推出的C8051F020單片機作為主控單元,選用驅動能力強的SLA7026M作為步進電機的驅動芯片,實現系統制膠精度為步進電機運動一步的位移量為0.005mm,同時產生膠液體積變化量為(3.5325e-3)ml;系統軟件設計部分主要使用曲線插補原理來控制步進電機的運作,采用C51技術對控制系統進行編程。膠片濃度按照一定梯度要求均勻分布,灌膠器中膠和水的給進量按照一定的濃 度和數量曲線進行變化,這取決于控制灌膠器的步進電機的精確可靠地運作。
2 系統硬件電路設計
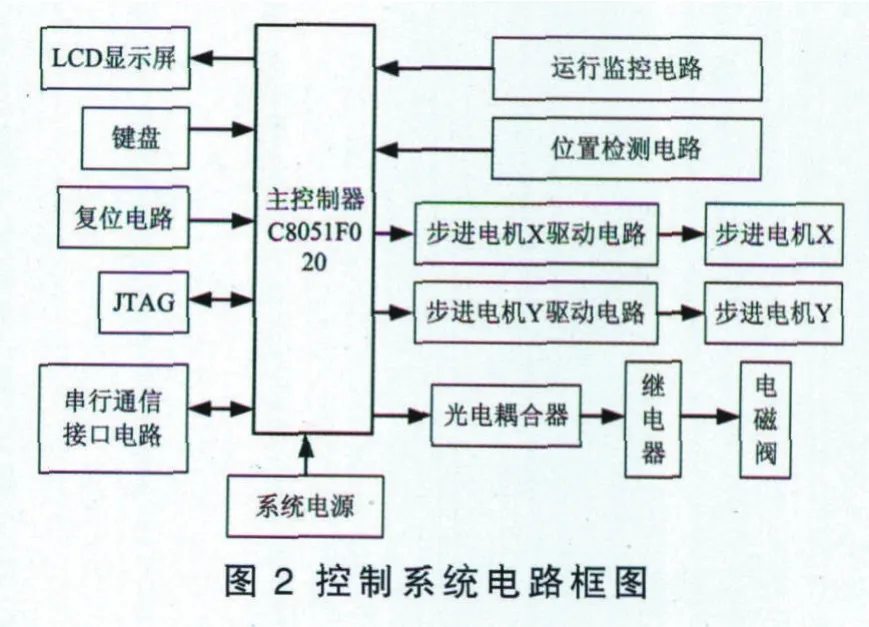
系統硬件電路主要包括以下幾個部分,即系統主控單元電路、步進電機驅動電路、膠液管路控制電路、系統運行監控與檢測電路、系統電源電路,系統電路框圖如圖2所示。
2.1 主控單元電路設計
主控單元選用MCU芯片C8051F020,該芯片是高集成的系統級芯片(SOC),采用Silabs公司的高速CIP-51內核,它與8051兼容,且有與MCS-51兼容的指令集,CPU高速而穩定,具有片內調試電路,可以通過JTAG接口進行非侵入式在系統調試。
系統液晶屏選用帶中文字庫的12864-15C, 接在單片機P4、P5口上,鍵盤模塊設計使得系統能手動控制,采用非編碼的4*4矩陣式線反轉法鍵盤,接單片機P6口,按鍵掃描功能可以方便的通過軟件編程實現。系統與上位機之間的串行通信采用RS-232通信接口。
2.2 步進電機控制電路設計
該制膠裝置采用步進電機帶動灌注器的運行來控制膠與水的灌注,電機反轉時,液體管路中的膠液分別流回灌注器;電機正轉時,膠和水按設定的比例進入膠片盒,形成一定梯度的凝膠膠片[4]。
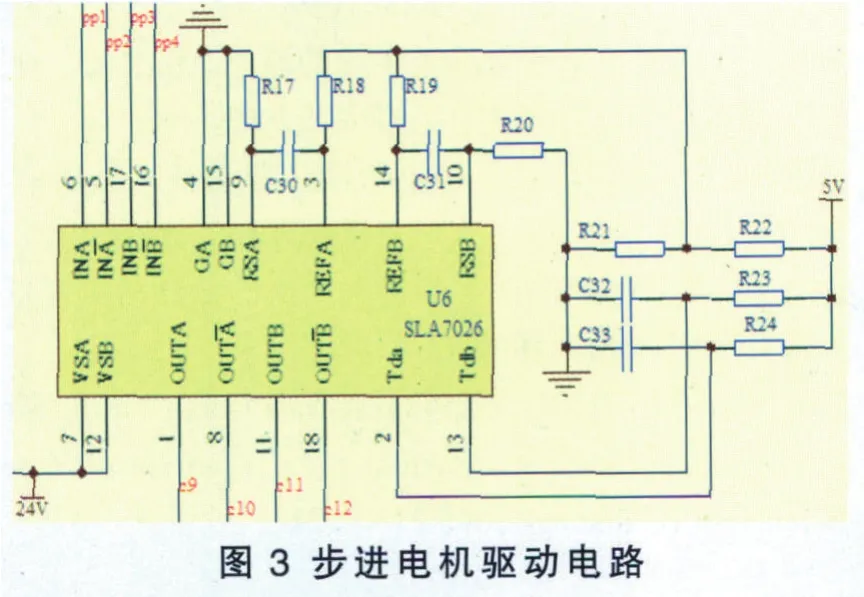
本系統通過單片機軟硬件聯合控制步進電機的運作,取代了傳統的步進控制器。系統采用SLA7026對電機驅動電路進行設計,其電路連接如圖3所示。該驅動芯片由Allegro Microsystems公司生產,它屬于大電流PWM單極性步進電機驅動芯片,具有集成低功率、高電壓大電流輸出、可對電流進行檢測、可控制輸出相電流等優點[5]。經單片機P2端口輸出的控制信號被上拉5V電壓和74LS244緩沖以增加信號驅動能力后,進入SLA7026的四個輸入端INA、IN/A、INB、IN/B,驅動輸出口OUTA、OUT/A、OUTB、OUT/B接步進電機兩相輸入輸出口來控制電機運行,即通過控制電機各線圈通電順序和頻率來控制電機正反轉方向和運行速度。
2.3 液體管路控制電路設計
液體管路控制電路設計由光電耦合器、繼電器、交流電磁閥構成,能控制制膠過程中膠水灌注路徑閥門的開啟與閉合。
光電耦合器、繼電器是隔離主控電路與220V交流電磁閥的必要部分,起抗干擾的作用,防止220V交流電對3.3V主控電路的串擾,達到增強系統工作穩定性目的。電磁閥的開啟與閉合決定于步進電機運動轉向,電機反轉時,控制水和膠的電磁閥開啟,控制混合液通向膠片盒的電磁閥關閉;電機正轉時,電磁閥的作用與上面相反,從而使得膠和水依據膠片制作要求按一定比例合理灌注。
2.4 運行監控與位置檢測電路設計
步進電機運行監控電路的設計是為了防止電機在推動或拉動不力時出現注射器的活塞堵塞而難以運動進而導致注射器損壞或破裂。本系統設計的步進電機監控控電路系是在絲杠滑塊與注射器的活塞處夾一壓敏電阻,而該壓敏電阻處于電橋測量電路中,當絲杠滑塊與注射器的活塞接觸時的壓力變化而改變壓敏電阻阻值時,就會在電橋輸出端檢測到一個弱信號,經過放大電路,再經過二階有源濾波器后,與一基準電壓值進行比較,超過此值時輸出一個信號,作為警報信號,說明運行出現故障。兩路監控電路信號再經過一個或非門成一路信號送入單片機C8051F020的一個I/O端口,當單片機此端口接收到一個報警信號時,就立即中斷系統工作。
步進電動機位置檢測電路設計由光電發射接收電路和反相器組成,安裝在電機外接絲杠末端固定位置,移動滑塊一端接一金屬片,當步進電動機帶動滑塊移動使金屬片到光電發射接收器之間時,說明滑塊移動已到末端,就有一低電平輸出發送給C8051F020單片機端口,致使電機停止轉動或反向轉動。
2.5 系統電源設計
本梯度凝膠膠片制作控制系統電源部分的設計比較復雜,因為在該系統中要用到的部分元器件工作電壓不同。該系統主控制芯片(單片機C8051F020)工作需要3.3V模擬電源和3.3V數字電源,外圍器件電路需要5V電源、繼電器需要12V電源、步進電機需要24V電源,而交流電磁閥需要220V交流電源。
在電源電路設計中,3.3V數字電源與3.3V、5V模擬電源和12V、24V高壓電源之間地線分離,只在電源處用一零歐姆電阻連接,以增強系統抗干擾能力。
3 系統軟件設計
系統軟件設計采用C51技術編程以達自動控制膠片制作的目的。該梯度凝膠膠片制作控制系統下位機程序設計采用模塊化編程方法,使各個功能程序模塊都可以完成各自的任務功能,如鍵盤掃描程序、液晶顯示程序、串口通信程序、步進電機控制程序及其監控程序等。系統軟件主程序工作流程圖如圖4所示。

4 系統測試
本制膠系統上位機依據設置的制膠梯度濃度要求擬合步進電機的運行曲線,下位機依據從上位機得到的電機擬合曲線運行。
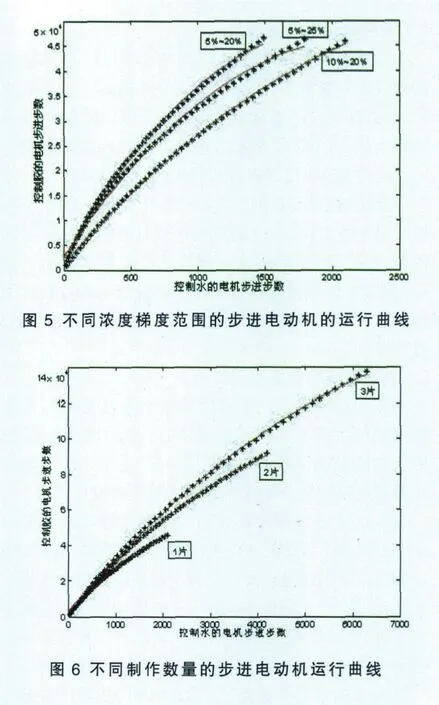
當凝膠濃度梯度分別為5%~20%、10%~25%、5%~25%時,步進電機運行曲線的擬合如圖5所示(圖中連續實線代表上位機對電機運行的擬合曲線,星組合曲線代表電機實際運行曲線)[6]。
當膠片濃度梯度范圍不變,而膠片的數量m為改變時,步進電機的運行擬合曲線見圖6所示。
從圖5和圖6表明,步進電機的擬合運行曲線與實際運行曲線基本吻合,通過誤差分析,該誤差不超過±2.5%,在誤差允許范圍內,符合全自動制作梯度凝膠膠片的要求。
5 結論
本梯度凝膠膠片全自動制作系統可以由一臺上位機依據實際生產需要控制多套灌膠裝置同時進行制膠工作。全自動生產,無需人工操作,經測試系統運行調試成功,該系統能很好的解決了制膠時質量不易控制以及制作時一致性差的問題,性能穩定,可廣泛應用于梯度凝膠膠片自動生產。
[1] 張濤,吳剛,李麗娜,劉揚.電泳技術的發展與應用.包頭:包頭醫學院學報,2007,23(5):554.
[2] 馮海燕,景志忠,房永祥,等.雙向凝膠電詠技術及其應用[J].生物技術通報,2009(1):59.
[3] 劉芳芳.二液自動混合灌膠系統的研制[D].合肥:合肥工業大學儀器科學與光電工程學院, 2003.
[4] 刁奉麗.二相混合式步進電機微步驅動技術的研究與實現[D].西安.西安理工大學自動化學院,2006.
[5] 范正翹.單片機控制兩臺步進電動機的設計與實現[J ].武漢化工學院學報,1999(4).
[6] CHEN Jie-shi,ZHOU Xian-bin.A New Curve Fitting Method for Forming Limit Experimental Data[J].Journal of Materials Science & Technoiogy,2005,21(4):521.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2019年13期)2020-01-14 03:15:28
裝備制造技術(2019年12期)2019-12-25 03:06:46
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
電子制作(2018年12期)2018-08-01 00:48:04
家庭影院技術(2017年9期)2017-09-26 03:41:45
