水輪機改造方案分析
2011-06-22 10:52:14苗亞旭
云南電力技術 2011年1期
關鍵詞:焊縫
苗亞旭 周 婭
(葛洲壩集團機電建設有限公司,云南 麗江 674100)
1 前言
某水電站分兩期開發建設,一期工程采用低壩引水式開發,正常蓄水位515m,死水位508m,電站裝機容量2×50MW,額定水頭221.5m,額定轉速428.6r/min。主廠房內裝設2臺50MW混流式水輪發電機組及其附屬設備,電站由壩前引水,通過引水隧洞及壓力鋼管輸水,廠房前分叉供兩臺混流式水輪發電機組發電,在每臺水輪機蝸殼進口前設有球閥裝置。
二期工程為高壩方案,正常蓄水位627m,死水位555m。二期大壩建成蓄水后,一期工程首部樞紐將被淹沒,一期工程額定水頭提高到320m,電站機電設備需進行改造。機電設備改造的原則是僅改造水輪機,不改造發電機及電氣設備,機組的額定轉速和單機容量保持不變。
2 水輪機改造項目
水輪機是立軸金屬蝸殼的混流式水輪機型,其更換、改造情況如下:
1)蝸殼、座環:一期工程蝸殼和座環已按后期承壓的要求設計,在不考慮混凝土聯合受力或任何支撐的條件下,能承受在二建成后最大水頭下產生的最大水壓450m水柱所產生的各種應力,不需要改造。由于二期工程選用的C型轉輪座環開口高度比一期工程的座環開口高度低,所以需要對座環進行改造。改造后座環在原座環的上、下環板上采用焊接的方式各加一層墊板以滿足流道要求。
2)鎖錠裝置由原裝裝置按照新接力器的全關位置進行修割改造而成。
3)由于座環開口高度發生改變,導葉開口、水流情況變化。轉輪、頂蓋、底環、控制環、接力器、導葉、導葉摩擦裝置、尾水錐管均需要進行更換。
3 座環改造施工工藝
水輪機座環改造是本次改造的工作重點,也是難點。原座環固定導葉開口為330mm,在上下各加一層墊板后,開口由外側向內側逐漸過渡到230mm(見圖1)。
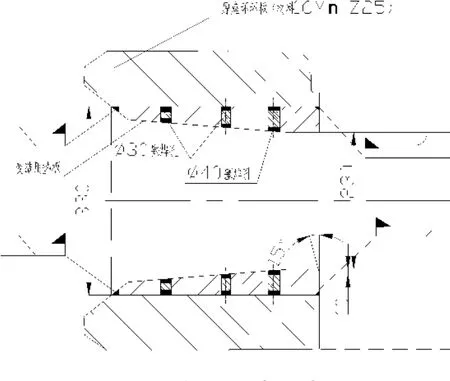
圖1 座環改造示意圖
墊板為整圓環板,需要根據提供的樣板切割成若干小塊,然后逐塊進行修配、安裝、焊接、打磨,最終滿足開口要求。由于是高水頭下的過水部件,此過程要嚴格控制焊接的質量和監控焊接變形。其主要施工工藝過程如下:
3.1 座環墊板配制
徹底清理座環,將待焊部位的油漆、鐵銹徹底清理干凈,將16個固定導葉按照一定順序進行編號。由于固定導葉內外兩側比中間寬,直接切割成16塊無法塞到空檔中,需要利用墊板切割模板,將座環墊板切割成32塊,先焊接每個固定導葉與其兩側墊板,然后再將兩塊墊板焊接起來。
由于上環墊板配制時需要用千斤頂撐起固定,考慮到開口空間有限,先配制上環墊板。配制時將配割好的小塊墊板與座環進行預裝,裝配的焊接間隙不得大于2mm,否則需要先進行堆焊 (堆焊的部位PT檢查),打磨處理,同時檢查墊板與座環之間的間隙不得大于0.2mm,否則需要校正,以滿足裝配要求。
3.2 座環墊板焊接
1)先焊接上環墊板,全部完成后再配制、焊接下環墊板。
2)每次對稱同時安裝調整兩固定導葉之間的兩塊墊板,每一塊墊板用一只千斤頂將其定位;墊板調整固定完畢后,將其四周進行臨時點焊固定。
3)對墊板進行定位焊,首先焊接墊板與固定導葉之間的焊縫,其次再焊墊板內外向焊縫,最后焊接兩墊板之間的徑向焊縫,焊縫長度一般為50mm。
4)首先焊接墊板與固定導葉之間的焊縫,然后再進行塞焊,再其次焊墊板內外環向焊縫,最后焊兩墊板之間的徑向焊縫,
5)正式焊接墊板焊縫前,需用火焰對焊縫進行加溫,加溫到80℃左右時方可開始焊接;在進行焊接時,由2名焊工在座環圓周方向同速、同規范、多道多層、對稱、分段、退步焊接;除第一層和最后一層不進行錘擊外,其余各層均需逐層進行錘擊,以便消除焊接殘余應力和控制焊接變形;焊接完成后方可松開千斤頂。
6)在整個焊接過程中,應監控座環安裝平面的變形情況,同時根據實際情況調整焊接方向。
7)根據兩塊墊板之間的實際間隙配制圓鋼以減少徑向焊縫填充量,然后采用上述正式焊接的方法進行焊接。
3.3 焊后檢查與處理
焊接完成后對焊縫進行100%PT探傷檢查,對有缺陷的位置進行返修。
對開口高度進行檢查,應符合230(0~+2)mm要求。
按原座環內孔打磨墊板內圓,使其不得突出于原座環內圓。
對座環上下環平面水平進行檢查,必要時進行修磨,最終應滿足GB/T8565-2003對座環水平的要求。
3.4 改造后回裝
回裝過程的質量控制與正式安裝時相同,且需對機組軸線重新進行檢查。
4 結束語
水輪機改造的重點是座環改造,對座環在焊接過程中的變形監控是改造工作的一個難點,因此需要在配制、焊接、監控的各個工序都需要嚴格按工藝執行,嚴格控制焊接速度,限制焊條擺動幅度,控制焊接線能量。通過一系列工序的精細施工,改造取得良好效果,改造后投產運行一切正常。
[1]設計圖紙和相關設備廠家技術資料[Z].
[2]GB8564-2003.水輪發電機安裝技術規范 [S].
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
