局部增強壓焊塊鋁層厚度的工藝方法
2011-06-28 02:57:48馬萬里趙文魁
電子工業專用設備 2011年7期
馬萬里,趙文魁
(深圳方正微電子有限公司,廣東深圳 518116)
芯片封裝打線工藝的發展趨勢是逐步采用銅線做打線的線材,代替金線和鋁線。主要是由于銅線有低的電阻率、高的熱導率、價錢低等一系列的優勢。但是銅線相對于金線和鋁線,其硬度比較高,且容易氧化,打線的時候,容易將芯片壓焊塊打穿,所以用銅線在封裝打線的時候,對芯片壓焊塊金屬層厚度的要求也更高,并且越粗的銅線,對壓焊塊的金屬層厚度要求越厚。而芯片制造工藝由于存在一定的局限性,并不能完全滿足此要求,所以這種矛盾目前越來越突出。
1 銅線封裝的常規做法
近年來隨著金價的飛速上漲,銅線封裝作為一種降成本手段,在加上原本的低電阻率等諸多優點(如表1所示),故越來越多的客戶要求采用銅線封裝代替金線。

表1 銅線封裝的優點(與金焊線相比)
采用銅線封裝時,不同封裝廠的設備、工藝,對芯片壓焊塊鋁層的厚度要求不同,如果鋁層厚度不夠,就會出現壓焊塊打穿的問題,如圖1所示。
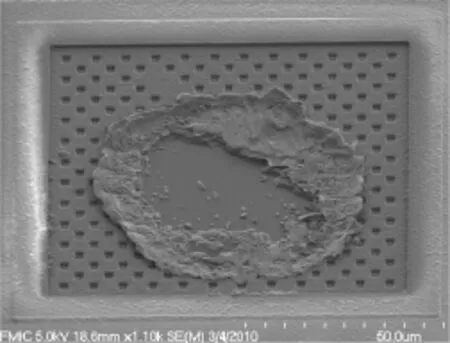
圖1 打銅線時芯片壓焊塊的鋁層被打穿
越是成熟的銅線封裝工藝,對壓焊塊鋁層厚度要求越低。一般情況下,不同粗細的銅線封裝時對壓焊塊鋁層厚度的要求不同,如表2所示。
目前已有的芯片制造工藝,壓焊塊的金屬層厚度就不能完全滿足銅線打線的要求。如果直接單純的加厚的芯片制造工藝的金屬層厚度,那會給金屬層的線寬控制、刻蝕帶來很大的麻煩。同樣的金屬條寬度/間距,金屬層越厚,金屬線條的高度/寬度比越大,金屬刻蝕的困難就越大(如圖2所示)。

表2 銅線封裝對壓焊塊金屬層厚度的要求

圖2 薄金屬層與厚金屬層在刻蝕時的差異
目前的解決辦法是,封裝廠在不斷地優化改進銅線封裝水平,以便當芯片壓焊塊金屬不額外增厚的情況下,能將打線工藝完成。但是,這個改進,一直沒有達到理想的水平。能夠做好銅線封裝的廠家,并不多。更關鍵的是,現在越來越多的客戶,為了降低封裝成本,陸續都采用銅線封裝,不斷地要求芯片制造廠要滿足銅線封裝工藝,這個問題在近兩年內顯得非常突出,這就要求芯片制造工藝必須做某些改善。
2 鈍化層反版局部加厚壓焊塊金屬層
2.1 局部加厚壓焊塊金屬層的方法
在鈍化層制作以后,再進行一次金屬濺射、光刻、刻蝕,不過此時采用的掩模版,需要將壓焊塊區域的金屬保留下來。其他的金屬全部在酸槽中腐蝕掉。具體做法如下:
第一步:金屬層的濺射、光刻、刻蝕。此步需要根據芯片功能需要,完成芯片內的金屬走線,同時形成壓焊塊,此時壓焊塊表面的金屬與芯片內金屬走線的金屬厚度一樣。因為走線的線條寬度與間距是比較小的,所以此工序不能生長太厚的金屬層。
第二步:鈍化層的生長、光刻、刻蝕。生長鈍化保護層,并且將壓焊塊的區域刻蝕出來。此時壓焊塊上金屬層厚度,可以滿足金線和鋁線的打線要求,但是不能滿足銅線的要求。
第三步:第二次金屬層的濺射(濺射后如圖3所示)、光刻、刻蝕(刻蝕后如圖4所示)。目的是在壓焊塊區域上,再做上一層金屬,而芯片內,金屬走線的金屬層沒有被加厚,所以此時d1>d2。此處生長的金屬層,其對均勻性/反射率等參數,要求并不高,生產線可以安排較陳舊的濺射/蒸鍍設備來作業,以提高設備的利用率。并且由于壓焊塊的尺寸以及間距都很大(都在幾十微米以上),故此處完全沒有了金屬層細線條/間距對刻蝕的影響限制,所以可以生長很厚的金屬層(可達數微米厚),并且后續的刻蝕也是完全沒有問題的,可以采用濕法刻蝕,工藝成本也不高,速度也快,常規濕法鋁腐蝕液成份為:H3PO4:HNO3:CH3COOH:H2O=16:1:1:2。
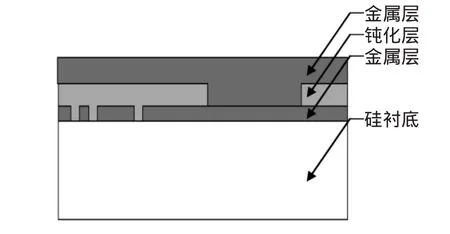
圖3 第二次金屬層濺射以后的結構
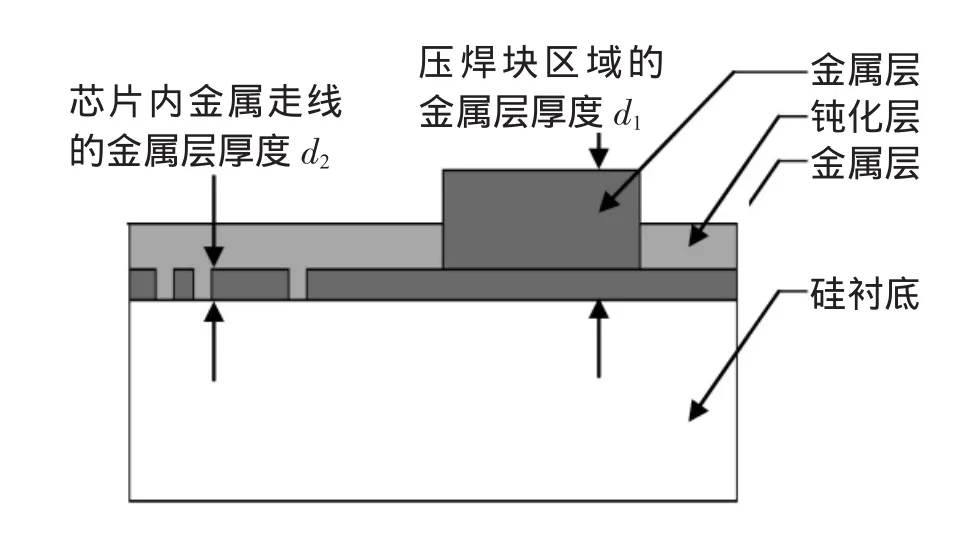
圖4 第二次金屬層刻蝕以后的結構
采用如上的方法,可以只將芯片的壓焊塊區域的鋁層加厚,而其它區域的鋁層不受影響。圖5 、圖6是鈍化層上生長鋁前后的對比。
后續在進行打銅線時,壓焊塊區域就能夠滿足打線需求。驗證實驗中,采用直徑為20 μm的銅線,在Eagle60AP型號的打線機上進行打線,對于鋁層總厚度為1.8 μm的壓焊塊(第一層鋁0.8 μm,利用PAD反版又加厚了1μm),打線失效率僅為0.76%。完全能滿足打銅線量產的質量要求。

圖5 未加厚鋁層前的壓焊塊

圖6 加厚鋁層后的壓焊塊
2.2 局部加厚壓焊塊鋁層的工藝控制要點
2.2.1 鋁層的刻蝕
由于最后一次生長的鋁層位于鈍化層之上,后續刻蝕需要保證不能損傷鈍化層,故只能采取濕法腐蝕的方式進行,并且此層腐蝕的圖形只是一系列與壓焊塊大小的鋁塊,線寬在幾十微米以上,所以過蝕量可以設置的大一些(100%以上),確保鈍化層表面不殘留有鋁。
2.2.2 最后一層鋁的生長
此層鋁用于打線,并且做完濕法腐蝕后,不會再進行其它方式的刻蝕,所以此層鋁的表層不能生長抗反射層TiN。再者此層線寬很大,光刻也不存在問題,所以也沒有必要再生長TiN。
2.2.3 在加厚的鋁層生長后進行光刻時的膠殘留
在鈍化層表面生長金屬以及進行涂膠,會產生一種特殊的問題,由于鈍化層覆蓋在金屬條上以后,會在金屬條之間形成一系列很小的縫隙,此時生長金屬或者涂膠時,就會有一些金屬長進去或者光刻膠流進去,同時由于這些縫隙太小,會造成顯影無法將縫隙中的光刻膠去除,刻蝕也無法將縫隙中的鋁腐蝕掉,試驗中,加厚的鋁層為M2i濺射機生長的1 μm鋁層,涂膠為1.3 μm的正性光刻膠,顯影后的情形如圖7所示。可以看到,鈍化層的縫隙之間存在無法去除的光刻膠。這會在最后的合金化步驟中,因為光刻膠的受熱碳化而污染爐管,這是我們不能接受的。

圖7 鈍化層上生長鋁層/涂膠/顯影后的情形
為了避免污染爐管,實驗中嘗試采用先合金,再進行光刻的辦法。就是當加厚的鋁層生長好以后,先進行合金化,然后再進行光刻步驟。此時,即使光刻時會在小縫隙中殘留光刻膠,也不會污染爐管。但這又會產生另一個問題,由于鋁膜在經過合金化后,膜層表面會生長出一些凸起,俗稱hill lock。然后在后續的PAD反版光刻工藝時,由于這些Al凸起對光線的散射/反射等因素,造成了光刻機套準的困難。通過設置合適的對準模式(FIA),可以解決套準不通過的問題。
3 其它方式局部加厚壓焊塊鋁層工藝
(1)先將壓焊塊局部加厚,再做常規金屬層生長刻蝕。先進行鋁層生長,通過光刻/濕法刻蝕,只將壓焊塊區域的鋁層留下來,然后進行金屬層的生長,刻蝕出金屬線條。
(2)一次性生長厚的鋁層,再進行兩次刻蝕。
先一次性生長足夠厚的鋁層,通過光刻/濕法刻蝕,將壓焊塊區域的厚鋁全部保留下來,但其它區域的厚鋁只刻蝕一半的厚度,對剩下的鋁層,再進行光刻/刻蝕,做出金屬走線。
4 結束語
目前采用銅線封裝工藝是大勢所趨,在各個封裝廠的銅打線工藝能力良莠不齊的情況下,對芯片壓焊塊鋁層厚度的要求也是差異很大,為了滿足客戶的要求,芯片制造工藝就不得不做出一些必要的優化。
將來隨著封裝廠銅線工藝能力的提高,對芯片壓焊塊的鋁層厚度依賴度就會逐漸降低,芯片制造就不必為此進行這些額外的工藝。
[1]Dr.Christopher.微電子器件封裝中銅與金球鍵合的比較[J].電子工業專用設備,2009,38(7):29-32.
[2]魯凱,任春嶺.銅絲球鍵合工藝及可靠性機理[J].電子與封裝,2010,10(2):5-10.
[3]常紅軍,王曉春.銅絲鍵合工藝研究[J].電子工業專用設備,2009,38(5):20-24.
[4]丁雨田,曹軍.電子封裝Cu鍵合絲的研究及應用[J].鑄造技術,2006,27(9):971-974.
[5]吳建得,羅宏偉.銅鍵合線的發展與面臨的挑戰[J].電子產品可靠性與環境試驗,2008,26(6):42-45.
[6]H.K.CharlesJR,K.J.Mach,S.J.Lehtonen.Wire Bonding atHigher UltrasonicFrequencies[J].ReliabilityandProcess Implications.Microelectronics Reliability,2003,43(1):141-153.
[7]畢向東.半導體封裝業中銅線鍵合工藝的應用[J].電子與封裝,2010,10(8):1-4.
[8]魯凱,王春青.Cu引線超聲鍵合FAB工藝及影響研究[J].電子工藝技術,2008,29(4):192-207.
猜你喜歡
小讀者(2021年2期)2021-03-29 05:03:48
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新悅讀(2019年11期)2019-12-18 05:14:16
華人時刊(2019年13期)2019-11-17 14:59:54
世界農藥(2019年2期)2019-07-13 05:55:12
NBA特刊(2018年21期)2018-11-24 02:48:04
文苑(2018年22期)2018-11-19 02:54:14
紅領巾·萌芽(2016年1期)2016-09-10 07:22:44
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52