基于Pro/E的沖壓復(fù)合模具設(shè)計(jì)
2011-07-03 02:10:22柳文清
制造業(yè)自動(dòng)化 2011年22期
關(guān)鍵詞:設(shè)計(jì)
柳文清
(梧州學(xué)院,梧州 543002)
0 引言
模具工業(yè)廣泛使用CAD/CAM軟件進(jìn)行模具的設(shè)計(jì)與加工,以達(dá)到提高模具的設(shè)計(jì)與制造速度。Pro/E軟件是一款優(yōu)秀的CAD/CAM軟件[1]。熟練的技術(shù)人員利用它可以在較短的時(shí)間內(nèi)完成模具產(chǎn)品的設(shè)計(jì)與制造,極大地提高工作效率。現(xiàn)以變壓器硅鋼片為設(shè)計(jì)實(shí)例,介紹基于Pro/E的沖壓模具設(shè)計(jì)過(guò)程。
1 零件圖及加工要求
該零件為變壓器硅鋼片如圖1所示。材料:硅鋼片;厚度:0.5mm; 生產(chǎn)批量:大批量生產(chǎn)。要求設(shè)計(jì)沖壓模具生產(chǎn)該零件。

圖1 零件圖
2 沖壓件工藝分析與沖裁方案的確定
該沖裁件的材料是硅鋼片,該沖裁件結(jié)構(gòu)具有對(duì)稱性,零件圖上所有未注公差的尺寸,屬自由公差尺寸。特點(diǎn)是小孔多,孔邊距小。凸模容易被損壞[2]。
該工件包括沖孔、落料、二個(gè)基本工序。如果采用復(fù)合模具生產(chǎn),只需一副模具即可成型,模具結(jié)構(gòu)緊湊,沖出的制件的精度及生產(chǎn)效率都比較高,適合大批量生產(chǎn)。制件質(zhì)量由于壓料沖裁同時(shí)得到校平,制件平正不彎曲。沖裁件內(nèi)孔和外緣的相對(duì)位置精度容易保證。綜合以上情況,決定采用落料沖孔復(fù)合模具生產(chǎn)該零件。
3 復(fù)合模具設(shè)計(jì)
3.1 總沖壓力的計(jì)算
總沖壓力包括落料力、沖孔力、卸料力、頂件力的總和[3]。落料件周邊長(zhǎng)度L1=24.7×2+50+7×3+10×4+15×2=190.4mm。沖孔件周邊長(zhǎng)度L2=4×3.14×3.2=40.2 mm。
沖裁力:F=1.3Ltτ
式中:F1為沖裁力(N);L為沖裁件周長(zhǎng)(mm);t為材料厚度(mm);τ為材料抗剪強(qiáng)度(MPa)。材料的抗剪強(qiáng)度(MPa)查沖模設(shè)計(jì)手冊(cè)得 τ= 510MPa。
1)落料力 F1= 1.3Ltτ= 1.3×190.4×0.5×510=63117.6N
2)沖孔力:F2=1.3Ltτ= 1.3×40.2×0.5× 510=13326.3N
3)卸料力:F3=F卸=F卸F=0.05×63117.6=3155.9N
4)頂件力:F4=F頂=K頂F=0.08×63117.6=5049.4N
總沖壓力:
故選取公稱壓力為100KN的開(kāi)式雙柱可傾式壓力機(jī)設(shè)備。
3.2 沖裁間隙的確定
當(dāng)間隙較大時(shí),材料所受拉伸作用增大,沖裁完畢后,因材料的彈性恢復(fù),沖裁件尺寸向?qū)嶓w方向收縮,使落料件尺寸小于凹模尺寸,而沖孔件的尺寸則大于凸模尺寸。當(dāng)間隙較小時(shí),凸模壓入板料接近擠壓狀態(tài),材料受凸、凹模擠壓,壓縮變形大,沖裁完畢后,材料的彈性恢復(fù)使落料件尺寸增大,而沖孔件的孔徑則變小[4]。所以間隙要取得合理。
本模具所沖裁的材料為硅鋼片,材料厚度為0.5mm,按沖模設(shè)計(jì)手冊(cè)取最小間隙Zmin=0.06mm,最大間隙Zmax=0.08mm。
3.3 模具刃口尺寸的計(jì)算
沖裁件的尺寸精度主要決定于模具刃口的尺寸精度,合理的間隙的數(shù)值也必須依靠模具刃口尺寸及公差來(lái)保證。
3.3.1 落料
由于本零件形狀復(fù)雜及料薄,因此采用凸模與凹模配合加工。
沖裁模初始雙面間隙Zmin=0.06mm,Zmax=0.08mm。未注公差的毛坯尺寸按照IT14級(jí)精度計(jì)算[5]。

其中,δp——凸模偏差;δd——凹模偏差
落料應(yīng)以凹模為基準(zhǔn)然后配做凸模。凹模磨損后分為以下三種情況進(jìn)行分析:
1)凹模磨損后,尺寸變大為A類。2)凹模磨損后,尺寸變小為B類。
3)凹模磨損后,尺寸不變?yōu)镃類。磨損系數(shù)都是x=0.5。
A類尺寸有:
尺寸Ad1= (500-0.62) mm
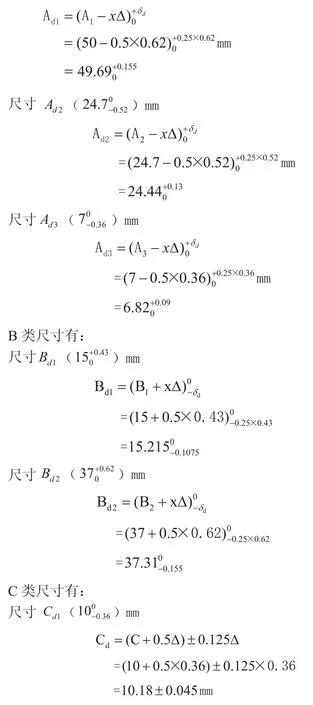
該零件落料時(shí)凸模刃口各部分尺寸按上述凹模的相應(yīng)部分尺寸配制,保證雙面間隙值Zmin~Zmax=0.06~0.08 mm。
3.3.2 沖孔
以凸模為基準(zhǔn),配做凹模。
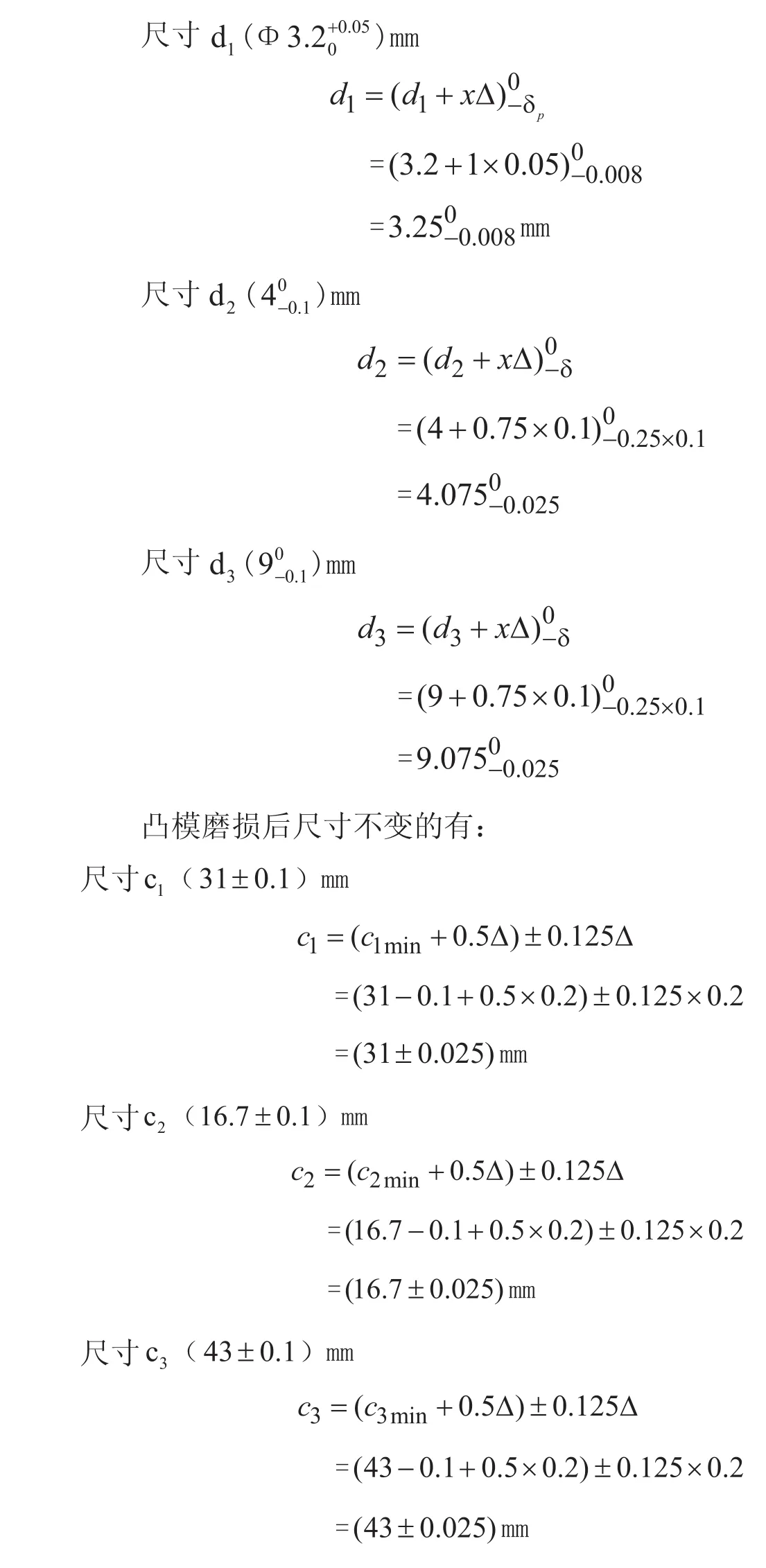
該零件沖孔時(shí)凹模刃口各部分尺寸按上述凸模的相應(yīng)部分尺寸配制,保證雙面間隙值Zmin~Zmax=0.06~0.08 mm。
4 復(fù)合模具結(jié)構(gòu)設(shè)計(jì)
4.1 沖孔凸模設(shè)計(jì)
如何提高凸模的強(qiáng)度與剛度是該模具設(shè)計(jì)的關(guān)鍵。因?yàn)樾枰貏e保護(hù)小凸模,所以沖孔凸模采用臺(tái)階固定在固定板中的形式。凸模與固定板用H7/g6配合。由于凸模特別細(xì)長(zhǎng),必須進(jìn)行凸模承壓能力和抗縱向彎曲能力的校驗(yàn)。
4.1.1 承壓能力的校核
凸模材料允許的壓應(yīng)力[σc]=1000 (Mpa)
據(jù)產(chǎn)品要求設(shè)計(jì)的凸模最小直徑為3.25mm。大于1.33 mm 故凸模的承壓能力滿足要求。
4.1.2 抗縱向彎曲能力的校核
為了凸模在沖裁時(shí)不致發(fā)生縱向彎曲失穩(wěn),凸模的自由長(zhǎng)度必須受到限制。設(shè)計(jì)凸模為有導(dǎo)向的圓形凸模。
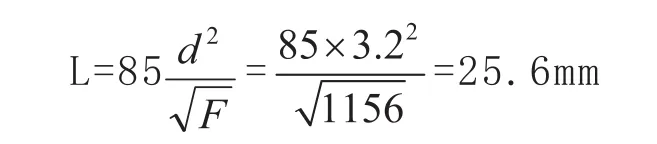
設(shè)計(jì)凸模的細(xì)長(zhǎng)部分為12mm。因?yàn)?2<25.6,符合沖孔凸模的抗縱向彎曲能力。
根據(jù)以上的計(jì)算,沖孔凸模設(shè)計(jì)成圖2所示的結(jié)構(gòu):
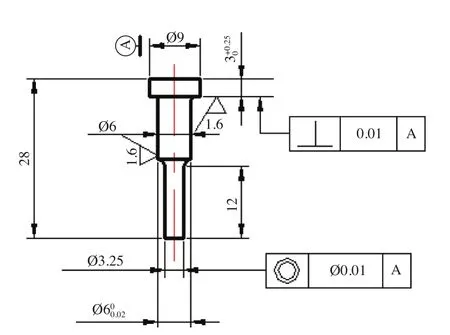
圖2 設(shè)計(jì)圖
在Pro/E中[6],首先繪制出凸模特征的二維截面,然后對(duì)截面進(jìn)行基本特征的操作:旋轉(zhuǎn)。以完成凸模的基本特征創(chuàng)建。再由現(xiàn)有的三維零件選取一個(gè)邊,輸入圓角的半徑值,產(chǎn)生倒圓角。以完成凸模的工程特征創(chuàng)建如圖3所示。
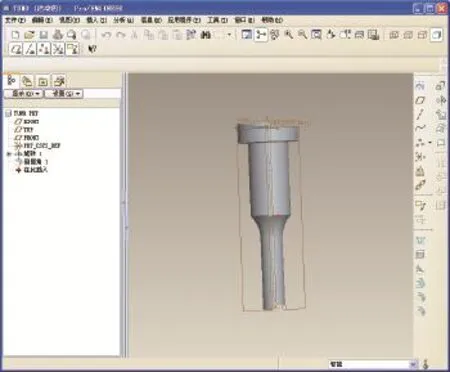
圖3 Pro/E中對(duì)凹模工程特征的創(chuàng)建
4.2 落料凹模設(shè)計(jì)
在Pro/E中,首先繪制出落料凹模特征的二維截面,然后對(duì)截面進(jìn)行基本特征的操作:進(jìn)行4次拉伸。以完成落料凹模的基本特征創(chuàng)建。再由現(xiàn)有的三維零件選取一個(gè)平面作為鉆孔平面,按孔工具的圖標(biāo),由圖標(biāo)板選擇圓孔的中心軸定位方式,指定圓孔的直徑與深度,完成工程特征圓孔的創(chuàng)建。再對(duì)圓孔進(jìn)行鏡像。最后完成落料凹模的零件創(chuàng)建如圖4所示。

圖4 Pro/E中凹模零件的創(chuàng)建
4.3 凸凹模的設(shè)計(jì)
在Pro/E中,首先繪制出凸凹模特征的二維截面,然后對(duì)截面進(jìn)行基本特征的操作:拉伸。以完成凸凹模的基本特征創(chuàng)建。再由現(xiàn)有的三維零件選取一個(gè)平面作為鉆孔平面,按孔工具的圖標(biāo),由圖標(biāo)板選擇圓孔的中心軸定位方式,指定圓孔的直徑與深度,完成工程特征圓孔的創(chuàng)建。創(chuàng)建兩種不同直徑的圓孔,再對(duì)兩種不同直徑的圓孔進(jìn)行鏡像。最后完成凸凹模的零件創(chuàng)建如圖5所示。
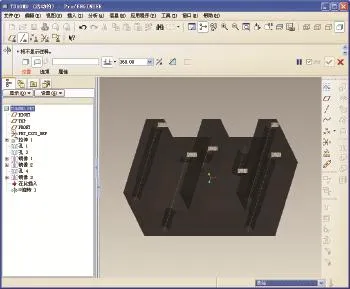
圖5 Pro/E中凸凹模零件的創(chuàng)建
4.4 用Pro/E進(jìn)行零件裝配
用Pro/E進(jìn)行模具設(shè)計(jì)時(shí),在完成了各個(gè)零件的設(shè)計(jì)后,可創(chuàng)建一個(gè)新的組件,在組件的模塊中進(jìn)行零件的裝配。在進(jìn)行零件的裝配時(shí),圖標(biāo)板會(huì)顯示使用的裝配約束條件,本模具用到的約束條件包括:貼合,對(duì)齊,插入,兩個(gè)零件的坐標(biāo)系重疊。
圖6是用Pro/E設(shè)計(jì)的總裝配圖。
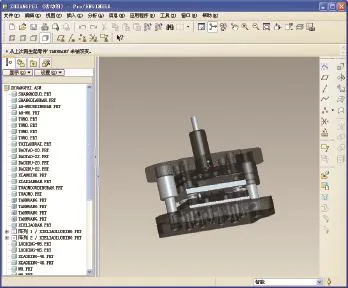
圖6 Pro/E中的總裝配圖
5 結(jié)束語(yǔ)
結(jié)合產(chǎn)品的特點(diǎn),在模具設(shè)計(jì)過(guò)程中,利用Pro/E強(qiáng)大的零件設(shè)計(jì)與零件裝配功能,設(shè)計(jì)了一套復(fù)合模具。大幅度提高了復(fù)合模具設(shè)計(jì)的自動(dòng)化程度,極大地提高工作效率。實(shí)現(xiàn)了快速設(shè)計(jì)的現(xiàn)代設(shè)計(jì)理念。降低模具設(shè)計(jì)成本,提高模具設(shè)計(jì)精度。為企業(yè)的產(chǎn)品更新?lián)Q代提供強(qiáng)有力的技術(shù)支持。
[1] 毛衛(wèi)平, 肖愛(ài)民, 袁鐵軍.Pro/E沖壓模具設(shè)計(jì)與制造[M].北京: 化學(xué)工業(yè)出版社, 2008.
[2] 丁松聚.冷沖模設(shè)計(jì)[M].北京: 機(jī)械工業(yè)出版社, 1999.
[3] 成虹.沖壓工藝與沖模設(shè)計(jì)[M].北京.機(jī)械工業(yè)出版社.2010.
[4] 李雙義.冷沖模具設(shè)計(jì)[M].北京.清華大學(xué)出版社.2002.
[5] 張正修.沖壓技術(shù)實(shí)用數(shù)據(jù)速查手冊(cè)[Z].北京: 機(jī)械工業(yè)出版社, 2009.
[6] 馬希青, 李石妍, 李河宗, 等.基于Pro/E的400t冷剪機(jī)的飛輪優(yōu)化設(shè)計(jì)[J].機(jī)械設(shè)計(jì), 2010(6): 74-77.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
