基于網絡的數控設備后臺管理系統研究
2011-07-07 08:48:58王大溪曹漢強
制造業自動化 2011年22期
黃 鋒,王大溪,曹漢強,吳 俊
(1. 華中科技大學,武漢 430074;2. 廣西工學院,柳州 545006;3. 柳州鐵道職業技術學院,柳州 545007)
0 引言
汽車工業是柳州市最重要的支柱產業,但是柳州汽車零部件企業規模偏小、技術含量低、專業化程度低、發展不夠快,研發能力薄弱,缺乏快速反應能力。許多企業也意識到這點,除提高企業的研發能力外,還購置了數量不少的能生產產品技術含量高、附加值高的設備,如數控機床等。隨著數控機床數量的增加,企業的勞動效率和產品質量得到提高,但是多數數控設備以單機獨立運行,數控設備難以充分發揮其效能。基于網絡化的數控設備后臺管理系統對實現數控車間網絡通信和管理,可以提高工廠加工信息的傳遞速率與管理效率,提高機械加工自動化程度及遠程監控水平,而且當數控系統產生故障時,還可以為數控系統生產廠家提供遠程診斷與維護,減少維護的盲目性及相關費用。
1 主流技術
為了擬訂并推進關于新一代開放式控制系統的詳細分析與規范,美國國防部開始了名為“下一代控制器(NGC) ”的計劃,成立了“美國國家制造科學中心(NCMC) ”。其后有許多相關的研究計劃在世界各國相繼啟動,其中較有影響的有美國的O2MAC計劃,歐洲的OSACA 計劃和日本的OSEC 計劃。
1)基于軟件芯片的開放式數控系統
以華中理工大學為代表提出了一種基于軟件芯片的開放式數控系統的實現模式。
2)基于數字伺服現場總線技術的開放式數控管理系統
現場總線技術可以將大量的并行信號轉化為串行信號,利用雙線電纜或光纜可以在上百臺設備之間實時傳遞上千路的信號。
3)基于WIN9X/NT的開放式數控管理系統
結合數控系統的實時性要求和WIN9X/NT的搶占式事件驅動方式與多任務處理的特點,在WIN9X/NT下有兩種方法可以實現數字控制功能:
(1)單機控制模式。整個系統由一臺計算機外加一些功能模塊組成,這種控制模式在硬件成本上最經濟,但是在軟件的開發上是最復雜的,在這種控制模式下,CNC系統軟件的開發重點是應用程序和設備驅動程序的編制。
(2)上下位機通信模式。這種模式具有更大的靈活性,尤其是對于已經習慣DOS和匯編編程的人來說,在這種控制模式下,主要的問題是解決WIN9X/NT 與這些模板的通信問題,采用這種控制模式具有快捷方便和便于實現遠程制造的優點。
2 數控設備后臺管理系統
本系統為汽車零部件企業建立數控機床聯網集中控制及遠程診斷監控系統,提供對數控加工源程序文件的創建、編輯、存儲、刪除、拷貝、轉移、各種生產信息反饋、動態監控等功能;同時解決數控機床程序存儲空間過小、大程序量在線加工、NC程序快速調用及程序資源共享的問題,并實現數控設備的軟故障診斷。
通過調研了解實際生產過程中對管理平臺的需求,搭建數控管理平臺框架,構建平臺管理系統的各個模塊,主要包含NC程序管理、用戶權限管理、產品結構管理和遠程連接管理4個模塊。通過基于產品結構的數控程序管理,對數控加工程序實現流程化管理,對加工程序的內部屬性(如程序號,程序注釋,零件圖號,加工的零件號,加工范圍,機床等)集中統一管理;產品結構體現制造企業生產內容的內在屬性,使數控程序管理從無序的現狀轉向有序狀態。系統的結構框圖如圖1所示。
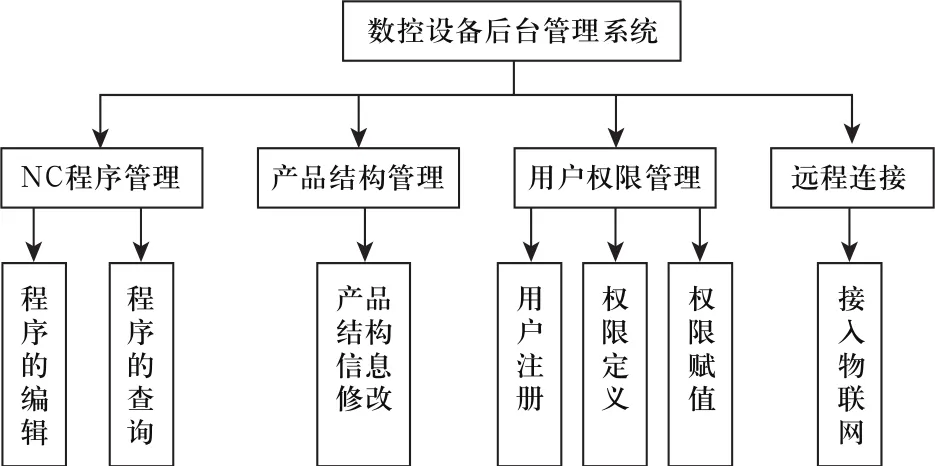
圖1 系統框圖
3 設備狀態采集系統
對數控設備狀態數據的采集主要通過PC機、PLC控制器和工業總線的模式來實現,整個系統由PC機、數據服務器和終端采集器組成,如圖2所示。工作方式為通過PC機設定各個終端采集器的工作模式;終端采集器實時收集生產信息并上傳給數據服務器;數據服務器實時接收和存儲終端采集器上傳的信息;PC機實時采集、分析數據服務器上的信息,并將結果反饋到數據服務器;終端采集器實時顯示PC機經過數據服務器反饋的信息;數據經過處理后在PC機上顯示所有設備的實時狀態情況,生成各種生產管理所需的數據。每個數據服務器可以接100個采集終端。
采集數據服務器采用TCP/IP、CAN總線通信方式分別與PC機和采集終端機交換數據,與PC機通信速率達115200bps,記錄存儲容量達3萬條,一臺數據服務器最大可聯100臺終端采集器,與終端采集器最大聯機距離為1000米。
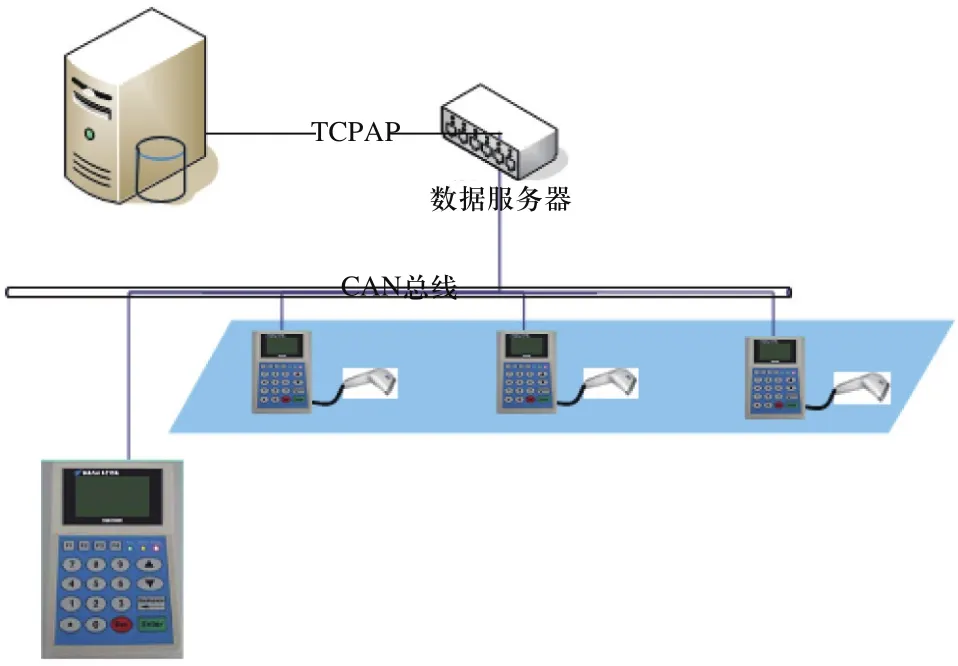
圖2 設備狀態采集系統結構圖
采集終端機采用系統硬件設計模塊化結構,內嵌嵌入式操作系統,采用CAN總線通信方式(一個標準RJ45口、一個標準USB接口),通信速率:5Kbps-1Mkbps,實現數據主動上報功能,實時性強。每個終端擁有自己的地址,出現故障時自動脫網,不會對線上其他設備造成任何影響。CAN總線通信模組采用防雷和防浪擁電路保護功能,抗干擾性強。
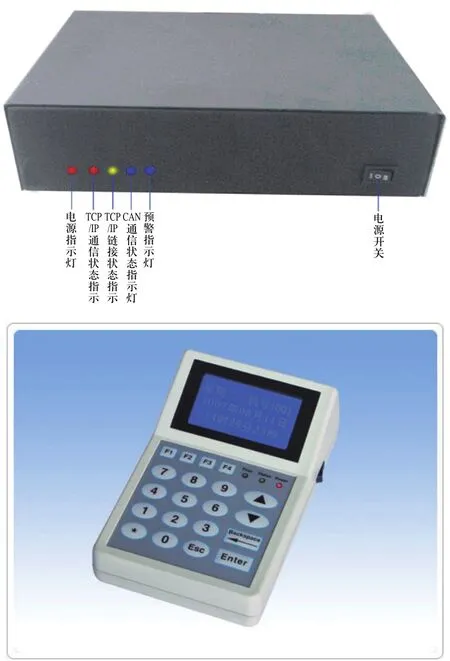
圖3 數據服務器與終端采集器
將設備狀態采集系統和數控設備后臺管理系統及其他硬件系統進行通訊和調試,實現系統各模塊的聯調,測試可編程控制器的軟件系統性能。對系統功能,處理能力等方面進行評價,最終實現一個直觀、方便、高效的管理平臺。
4 結論
本系統解決了以下三點問題:
1)數控加工程序管理系統對數控加工程序實現流程化管理;對加工程序的內部屬性集中統一管理;實現遠程程序傳輸,效率高,準確性高。同時也實現了異地生產。
2)系統的建立極大提升企業對數控生產的現代化管理水平,減少生產過程中的輔助時間,最大限度的發揮數控設備的生產優勢。
3)該系統的在接收和發送信息采用多線程,避免了數控系統交換信息時遺失有效信息的可能。
本系統的建立將極大提升企業對數控生產的現代化管理水平,減少生產過程中的輔助時間,充分發揮數控設備的生產優勢,使企業在激烈的市場競爭中獲得巨大的經濟效益,對柳州市制造業企業的數控設備聯網集中監控有積極促進作用。
[1] 陽憲惠. 現場總線技術及其應用[M]. 北京: 清華大學出版社, 1999.
[2] 魏仁選, 陳幼平, 周祖德, 等. 開放式數控軟件的面向對象建模及其重用研究[J]. 高技術通訊, 1998, 12 (12): 30-33.
[3] Zuo Jing, Chen Youping, Zhou Zude. Building open CNC systems with software IC chip based on softwarereuse. Int.J. Adv. Technol., 2000, 16: 643-648.
[4] 馮顯英, 張承瑞, 遲永琳, 李春陽. 基于PC總線的開放式CNC系統[J]. 組合機床與自動化加工技術, 1998, (8): 37-40.
[5] 張伯霖, 夏紅梅, 黃曉明. 數控機床高速化的研究與應用[J]. 中國機械工程, 2001, 12(10): 1132-1137.
[6] 汪德才, 李從心. 數控加工自適應控制研究與應用狀況及關鍵技術[J]. 制造技術與機床, 2001, 6: 69. 72.
[7] 張劍, 殷蘇民. 基于運動控制卡的開放式數控系統研制[J]. 機床與液壓, 2003, (3): 170-173.
[8] 胡占齊, 王明海. 劉志艷. 基于可編程運動控制器的開放式數控系統[J]. 齊齊哈爾大學學報, 2001. 17(4): 42-44.
[9] 謝萬德, 傅建中, 陳子辰. DSP技術在數控技術中的應用研究[J]. 機電工程. 2001, 18(5): 22-24.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
