薄片類零件平面磨削工藝參數(shù)優(yōu)化研究
2011-07-07 08:48:34宋崇金宋崇寨魏強(qiáng)峰張琳琳
制造業(yè)自動化 2011年20期
宋崇金,宋崇寨,魏強(qiáng)峰,張琳琳
(1. 同濟(jì)大學(xué) 機(jī)械工程學(xué)院,上海 201804;2. 鄭州煤炭工業(yè)集團(tuán),鄭州 454000)
0 引言
磨削加工是現(xiàn)代機(jī)械制造業(yè)中進(jìn)行精密加工和超精密加工的重要工藝技術(shù)。在磨削加工中,所消耗的能量大部分轉(zhuǎn)化為熱能傳入被磨工件,傳入工件的熱量主要集中在很薄的表面層里,形成局部高溫,這種現(xiàn)象對工件表面質(zhì)量和工件的使用性能影響很大。國內(nèi)外大量專家學(xué)者對磨削加工中的熱效應(yīng)問題進(jìn)行了研究。1942年,J. C.Jaeger[1]首先提出了移動熱源理論,Outwater和Shaw[2]基于剪切面移動熱源理論建立了熱量傳遞給工件的熱源模型, 1996年Rowe[3]在前人研究的基礎(chǔ)上綜合考慮了工件的熱特性、砂輪的鋒利程度、砂輪和工件的速度、切深以及接觸長度對溫度場的影響。我國學(xué)者貝季瑤教授[4]早在上世紀(jì)60年代就提出了熱源強(qiáng)度在沿接觸弧長上為三角形分布的假設(shè),高航教授[5]在研究斷續(xù)磨削時分別建立了臥軸周邊斷續(xù)磨削和立軸端面斷續(xù)磨削的熱源模型。磨削過程的熱效應(yīng)一直是國內(nèi)外學(xué)者研究的熱點。
隨著航天和汽車技術(shù)的發(fā)展,出現(xiàn)了越來越多的薄片類零件,如航天倉中的各種密封圈和墊片。這類零件的磨削質(zhì)量要求很高,磨削過程中的熱效應(yīng)容易使零件變形和燒傷,影響了磨削質(zhì)量和使用性能。精密磨削過程中的熱效應(yīng)問題,已逐漸成為制約薄片類零件磨削加工工藝發(fā)展的瓶頸,因此在這種情況下對薄片零件平面磨削工藝參數(shù)優(yōu)化問題的研究具有極大理論和實際應(yīng)用價值。
1 薄片零件平面磨削表面溫度場的計算理論研究
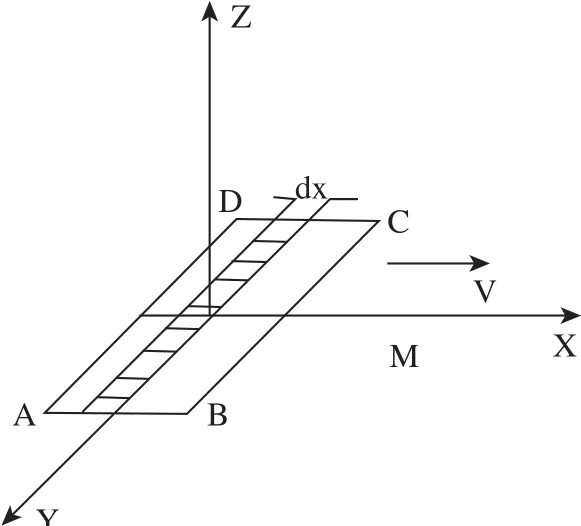
圖1 薄片零件運動面熱源溫度場坐標(biāo)
如圖1所示面熱源ABCD沿X方向以速度V在無限大的薄片零件內(nèi)運動。
按照兩維傳熱模型計算,則薄片平面內(nèi)X軸上任意一點 的溫升為[6]

根據(jù)式(1)可以計算薄片零件表面內(nèi)沿X軸方向上任意點的溫度。
按照一維傳熱模型計算,將面熱源看成只沿Z方向傳入零件內(nèi)。則當(dāng)面熱源運動到M點后,在面熱源區(qū)域下Z方向上任意點的溫升為[6]。

薄片零件磨削區(qū)表面的溫升為

由于移動面熱源在任一瞬間同時存在兩維傳熱和一維傳熱,如圖2所示。設(shè)有 qm的熱量按一維傳熱,忽略其它熱量損失,根據(jù)能量守恒則有(1-) qm的熱量按照兩維傳熱。
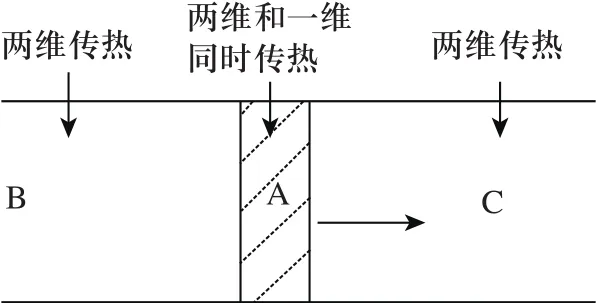
圖2 薄片零件平面磨削熱傳導(dǎo)類型分布
則薄片零件表面磨削區(qū)任一點的溫升可表示為:

令 =f (v),且0< <1,當(dāng)工件移動速度v→∞時, →0;公式(4)等效于公式(1)兩維傳熱,當(dāng)工件移動速度v→0時, →1公式(4)等效于公式(2)按一維傳熱。對于磨削區(qū)中確定一點,在其它磨削參數(shù)不變的情況下,某一確定時刻

均為定值,可以設(shè)為K1、K2,則式(4)可以化為:

分布取不同的工件移動速度V,并測出磨削區(qū)表面在每個工件移動速度下的最高溫度 ,代入公式(5)令X=0經(jīng)查表[6]可以求出 。如表1所示。

表1 實驗數(shù)據(jù)和參數(shù)計算
由若干組V和 ,用數(shù)學(xué)插值的方法可以確定函數(shù) =f (v),又因為發(fā)熱功率qm=f (Ft, vs)[6],其中Ft是切向磨削力,vs是磨削速度。所以

其中Ft= (ap)
2 薄片零件平面磨削工藝優(yōu)化
平面磨削最重要的三個參數(shù)是磨削深度ap、磨削速度vs、工件的進(jìn)給速度v。薄片零件平面磨削工藝優(yōu)化的主要目的就是選擇合適的磨削參數(shù),使磨削溫度最低,即求函數(shù)值最小。這是一個數(shù)學(xué)問題。構(gòu)造拉格朗日函數(shù)
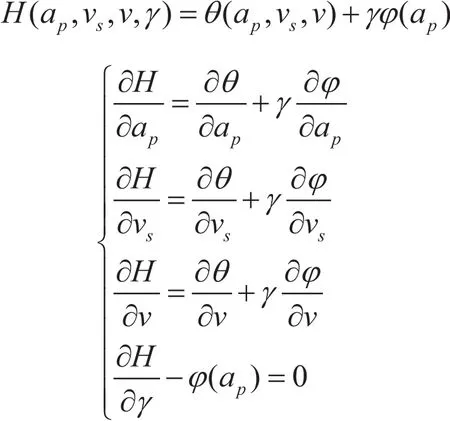
滿足該方程組的所有解(ap, vs, v)都可能是極值點,分別將這些解帶入溫度場函數(shù),比較大小,找出使溫度最小的那組解就是我們磨削工藝優(yōu)化的參數(shù)。
3 結(jié)論
本文用數(shù)學(xué)理論方法找到了磨削工藝參數(shù)的優(yōu)化解,該方法節(jié)省了以往依靠工人經(jīng)驗或采用大量實驗來優(yōu)化工藝而浪費的人力和物力,節(jié)省了時間,提高了效率,降低了成本,具有一定的實際應(yīng)用價值。
[1] J. C. Jeager, Moving Source of Heat and the Temperature at Sliding Contacts, Proc. Roy. Soc of New South Wales,1942, 76: 203-224.
[2] J. 0. Outwater and M. C. Shaw etc, Surface Temperatures in Grinding Transaction of the ASME, 1952, l: 213-221.
[3] Rowe, W. B. , Morgan, M. N. , Black, S. C. E. , Mils, B. , A simplified approach to thermal damage in grinding. Annals of the CIRP, 1996, 45/1: 299-302.
[4] 貝季瑤. 磨削溫度的分析與研究[J]. 上海交通大學(xué)學(xué)報,1964, 9(3).
[5] 高航. 高效立軸平面強(qiáng)力磨削技術(shù)與機(jī)理的研究[D]. 東北大學(xué), 1992.
[6] 任敬心 , 華定安. 磨削原理[M]. 電子工業(yè)出版社.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
