最佳擬合運算在汽車覆蓋件模具生產中的應用
2011-10-26 07:53:28河南省鶴壁天淇汽車模具有限公司石炳欣楊勝利王文英
河南科技 2011年18期
關鍵詞:測量
河南省鶴壁天淇汽車模具有限公司 石炳欣 楊勝利 王文英
最佳擬合運算在汽車覆蓋件模具生產中的應用
河南省鶴壁天淇汽車模具有限公司 石炳欣 楊勝利 王文英
隨著測量技術的發展和3D測量設備的普及,大部分3D測量軟件都提供了最佳擬合運算功能,很大程度上可以通過最佳擬合運算模擬,來反映汽車覆蓋件(以下簡稱制件)在裝配情況下可能出現的問題,并能通過運算尋找出最佳的修整參數,從而縮短生產周期,提高產品質量,減少修調浪費。
一、最佳擬合運算簡介
最佳擬合運算是在已有測量結果的基礎上,使用一些特征元素的實測值,對測量坐標系進行最佳擬合,讓這些特征元素的實測值作為迭代運算依據,來調整整體坐標系的過程。簡單地說,就是認為指定元素是絕對正確的從而用這些特征元素為依據,去評判其他測量元素相對于該測量元素偏差值的運算過程。
二、最佳擬合運算及結果分析模擬
1. 主要技術要求及檢測內容。筆者用一制件做簡化來描述運算應用過程。需制作的制件的局部斷面圖如圖1所示,制件名稱為制件L,制件材質為DP900,屬高強度板材。
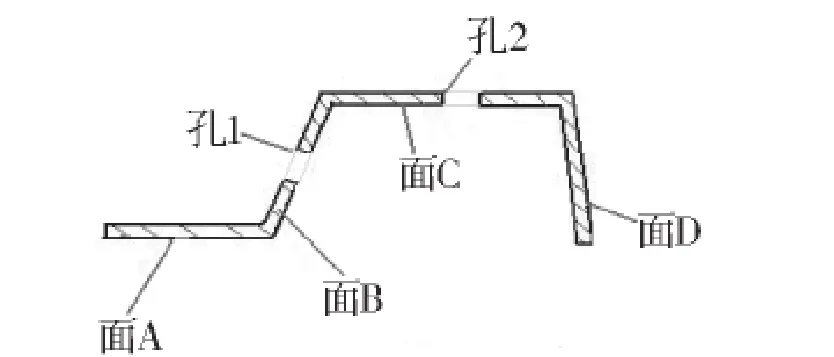
圖1 制件L結構
該制件在汽車裝配過程中面A需與一制件M焊接,面D需與另一制件N焊接,制件要求面輪廓度0.3mm,孔位置度孔1為0.3mm,孔2為定位孔,位置度0mm。該制件焊接順序為先用制件L和制件N的定位孔做定位,將制件L和制件N焊接在一起,然后利用制件N的定位孔和制件M的定位孔定位將3個制件拼焊在一起,制件拼焊方法如圖2所示。
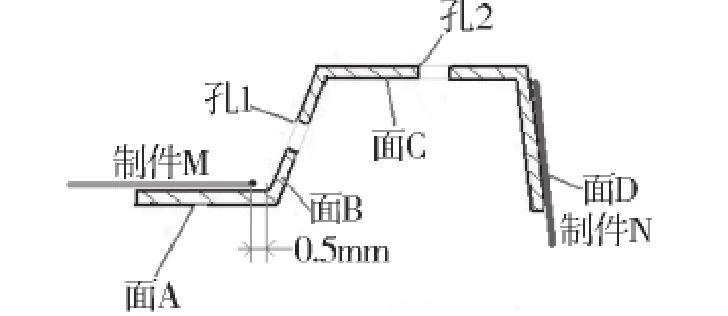
圖2 制件拼焊
該制件的制作,利用了拉延模、修邊模和翻邊模,成型過程為先將面A、面B、面C通過拉延成型,孔1、孔2和其他輪廓通過修邊模成型,面D通過最后的翻邊模成型。因材料性能及模具成型問題,制件出現了立面回彈,且孔1也偏離了理論位置,經測量,制件實際狀況如圖3所示。
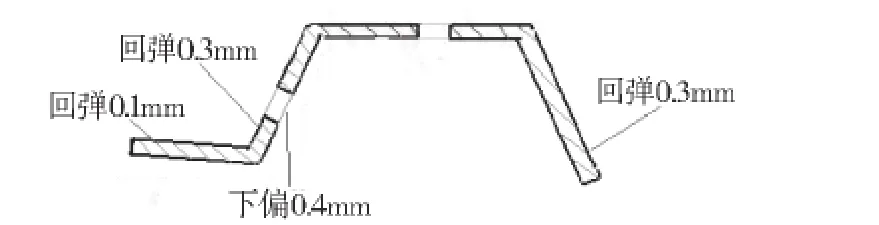
圖3 實際制件
2. 檢測結果分析及問題判斷。從檢測結果分析,制件孔1超差,面B和D的偏差均在要求范圍內,制件的面輪廓度精度符合廠家要求,但因偏差均達到了最大值,在裝車過程中是否會出現干涉無法判斷(以上各圖為極度簡化圖,實際制件形狀十分復雜,由數百曲面構成,且與坐標軸不垂直,靠檢測數據無法判斷面D的變化會對面A造成多大的變化),所以只能通過最佳擬合運算來模擬可能發生的焊接問題。
制件的焊接順序為先把制件L和制件N進行焊接,焊接時,用制件N和制件L的定位孔做定位來固定兩制件進行焊接,焊接完成后,將利用制件N的定位孔和制件M的定位孔來固定制件焊接制件M和制件L。由此可以判斷,在制件L和制件M焊接時,使用的基準實際為制件N的基準,而制件N的基準傳遞到制件L上時,實際的焊接基準成了面D。
所以,可以借助最佳擬合運算來推斷焊接時可能出現的問題。首先,在面D上均勻地取若干點,然后用這些點來建立最佳擬合坐標系,此時等于理論上把面D認定成完全正確的面。通過面D來反饋面A和B的偏差值,經運算,B底部的點的最大偏差為0.59mm,面A的偏差也增加到了0.18mm,因圖紙設計的制件M與面B的距離只有0.5mm,所以經過運算可以發現,該制件可能會出現焊接干涉。
3. 最小修整量判斷。可能發生焊接干涉,就需要進行修整。要想把面A和面D修整到0位顯然是不現實的,這需要投入太多的精力和時間,且經過多次修整也未必能達到效果, 說不定還會因為過多的改動了一個地方,而造成制件的其他部分發生變化,從而使整個制件發生變形。為此,需要確認出一個最小修整量,只要保證了該修整值就可以使制件在焊接過程中不出現問題,實際生產中對這樣小的修整量就容易實現了。
4. 孔位偏移的最佳擬合運算解決。解決了面的修整問題,剩下還有一個不合格項,那就是孔1的位置超差了。處理孔1有兩個麻煩問題:一是經過淬火,模具的硬度變得非常高,一般的刀具無法再對模具進行加工了;二是孔在斜面上,沖孔模具需要改換的位置值較難確定,如果沒有最佳擬合運算的介入,傳統的手工測量想確定孔位在直角坐標系下的位置比較困難。成型孔1的沖孔模具由四個鑲塊組成,鑲塊分布狀態如圖4所示。
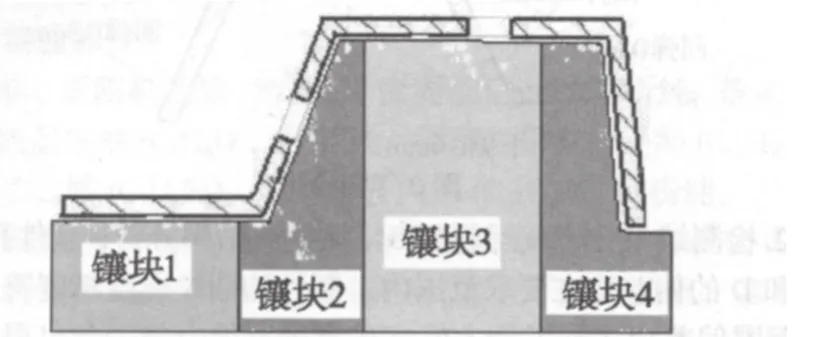
圖 4 鑲塊分布
按照傳統的修整方式,需要將鑲塊2整體拆下報廢,然后重新投一新鑲塊進行加工,再利用測量出的孔偏移值向反方向走一個補償值重新沖孔。因為孔1在斜面上,制件又有回彈,所以反方向走的補償值確定相當困難,需要有經驗的師傅根據各個測量值來做經驗分析才能確定補償值,而且因人為因素較多,重新加工的成功率也不高,所以最佳擬合運算為解決該問題提供了一個新的方法。在車身坐標系下測量完該孔后,人為地按一定數值擬合Z向值,然后在新的坐標系下評定孔位置,Z值上抬與孔位置度的變化見表1。

表 1 Z值上抬與孔位置度的變化關系
通過推斷模擬,可以產生兩種修整方法。
一是報廢原先的鑲塊2,重新采購鑲塊并加工沖孔位置,按照最佳擬合運算結果將原先的理論孔位上移0.5mm進行加工,這樣可以使沖孔模具沖出正確的孔位。
二是通過對比表中數值,筆者發現,當坐標系上移量達到0.2mm時,加工出的制件就合格了,所以可以不報廢鑲塊2,直接在鑲塊2下面添加0.2mm厚的墊片,讓模具沖孔位置上移,然后用砂輪機磨掉鑲塊2上因加墊造成的凸起部分,就可以在最短的時間快速地修整出合格制件的模具了。
三、結論
隨著汽車工業的發展,短周期、高質量已經成為發展的主流,而汽車模具的生產直接關系汽車的開發周期,為縮短周期,就必須采取新的檢測運算手段提前分析、修正可能發生的問題,充分利用測量機和測量算法的強大功能,做好數據反饋,讓測量發揮出獨到的作用。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
