重燃過渡段沖壓成形技術(shù)
2011-11-03 02:24:06楊樹余常久青劉春偉
中國新技術(shù)新產(chǎn)品 2011年1期
關(guān)鍵詞:工藝結(jié)構(gòu)
楊樹余 常久青 劉春偉
(中航工業(yè)沈陽黎明航空發(fā)動(dòng)機(jī)(集團(tuán))有限責(zé)任公司, 遼寧 沈陽 110043)
我國目前設(shè)計(jì)制造發(fā)電用燃?xì)廨啓C(jī)的技術(shù)與國際水平尚有相當(dāng)大的差距。近年來,中航工業(yè)黎明的轉(zhuǎn)包業(yè)務(wù)板塊,在重燃領(lǐng)域與GE等公司的合作有了長足發(fā)展。本文歸納、總結(jié)了各型號過渡段在沖壓成型工藝方面的經(jīng)驗(yàn),介紹了沖壓成形工藝技術(shù),希望能對行業(yè)加工起到借鑒作用。
1 產(chǎn)品結(jié)構(gòu)及材料

圖1 過渡段的UG模型
1.1 結(jié)構(gòu)特點(diǎn)。圖1為典型的過渡段件實(shí)體三維模型圖。燃燒室過渡段結(jié)構(gòu)具有以下共同特點(diǎn):
燃?xì)膺M(jìn)口端為圓形(圓口),前接燃燒室火焰筒,后端為扇形方框(方口),整臺份過渡段組裝后形成燃?xì)馍刃苇h(huán)腔,中間為逐漸過渡的異形截面,形成中空的異型燃?xì)饬魍ǖ闹泻癜邂k金筒體件,產(chǎn)品構(gòu)型復(fù)雜。
1.2 材料。燃燒室過渡段是燃?xì)廨啓C(jī)的重要熱端部件,工作溫度可達(dá)1000℃。所選用的材料一般為中厚板鎳基高溫合金Hast.X和N263,強(qiáng)度高,變形抗力大,沖壓成形難度大。而過渡段外套均選用不銹鋼材料304L。
2 沖壓成形模具結(jié)構(gòu)的選擇。基于過渡段的工藝設(shè)計(jì)采用上下分型的半部分別沖壓成形工藝,依據(jù)各型別過渡段的尺寸、形狀,模具結(jié)構(gòu)大體分為三種:
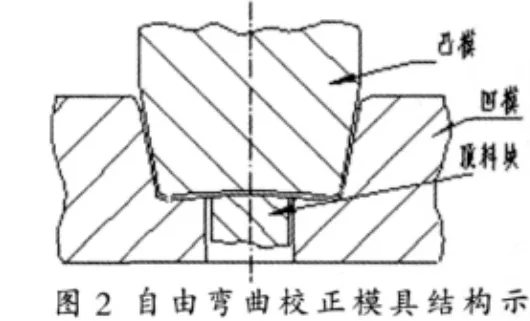
2.1 自由彎曲校正結(jié)構(gòu)。如果過渡段的縱向尺寸較小,且截面形狀變化平緩、脊線起伏較小適于采用此種結(jié)構(gòu)。其結(jié)構(gòu)示意如圖2所示。在進(jìn)行工藝準(zhǔn)備時(shí)應(yīng)優(yōu)先考慮采用此種結(jié)構(gòu),其顯著優(yōu)點(diǎn)有:⑴結(jié)構(gòu)簡單,模具成本低;⑵因無需工藝壓邊,工藝余量小,材料利用率較另兩種高;⑶凹模在下,脫料方便,生產(chǎn)效率高;⑷毛料受力情況簡單,模具磨損小、壽命長,零件表面質(zhì)量好。
2.2 帶壓邊彎曲校正結(jié)構(gòu)。如果過渡段的方口、圓口的中心距較大,將會(huì)存在如下問題:⑴沖程過大,模具結(jié)構(gòu)將被加大,不僅造成模具成本提高,而且受沖床行程的制約;⑵沖壓過程毛料變形是由高到低逐步進(jìn)行的,毛料受力狀態(tài)復(fù)雜,且極不平衡,其變形流動(dòng)較難掌控;⑶在沖程最后"鐓死"校正狀態(tài)下,產(chǎn)生的巨大軸向分力將直接影響模具間隙和模具使用壽命;⑷過大的沖程還造成零件與凹模側(cè)壁間的長距離摩擦,不僅加速模具磨損,還嚴(yán)重影響零件表面質(zhì)量。因此,必須在模具設(shè)計(jì)時(shí)調(diào)整沖壓角度,力求使方口、圓口兩端的最高點(diǎn)接近同一水平高度。
如圖3所示,調(diào)整沖壓角后,模具型腔軸向剖面將形成兩個(gè)"波谷",在沖壓過程中,這兩個(gè)區(qū)域的毛料一直處于懸空狀態(tài),直至沖程結(jié)束時(shí)模具"鐓死"。如果采用自由彎曲彎曲結(jié)構(gòu),毛料受彎矩作用,在兩側(cè)面無限制的狀態(tài)下,懸空區(qū)域?qū)?huì)過多地聚料,而在"鐓死"時(shí)不能將其完全展平,從而形成堆積褶皺。采用壓料裝置(壓邊圈)就是使毛坯在徑向拉應(yīng)力狀態(tài)下,逐漸彎曲流動(dòng),限制懸空區(qū)域外圍的毛坯流動(dòng)過快,聚料過多,從而控制堆積褶皺的形成。
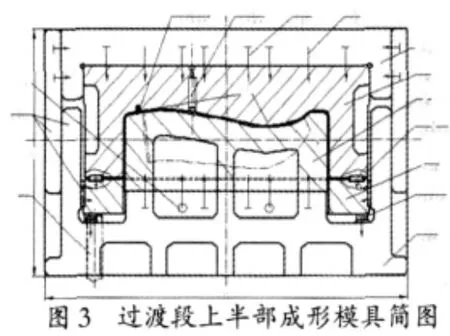
2.3 拉深校正結(jié)構(gòu)。如果過渡段脊線的起伏較大,即如前所述的"波谷"進(jìn)一步加深,既使采用帶壓邊的彎曲結(jié)構(gòu),也不能完全消除堆積褶皺。此時(shí)須采用盒形拉深校正結(jié)構(gòu),使毛坯在雙向拉應(yīng)力作用下變形、流動(dòng),最后"鐓死"貼模。比較而言,此結(jié)構(gòu)更容易控制毛料流動(dòng)變形,可以獲得較理想的沖壓件,但因其結(jié)構(gòu)特點(diǎn)和變形工藝的需要,毛料四周均需較大的工藝余量,材料利用率顯著降低。圖3所示亦為9FA過渡段上半部的拉深校正模具結(jié)構(gòu)圖。對過渡段而言,"拉深工藝"與"帶壓邊的彎曲校正工藝"在模具結(jié)構(gòu)上無實(shí)質(zhì)區(qū)別,差別僅在于毛料縱向尺寸的大小--毛料足夠長,沖壓后能夠在方、圓口兩側(cè)形成側(cè)壁便是"拉深",否則就是"彎曲"。
綜合考慮各方面因素,對較復(fù)雜過渡段選擇采用"拉深校正"模具結(jié)構(gòu),實(shí)施"帶壓邊圈的彎曲校正"沖壓工藝,這是較精益的工藝方案。即首先采用"拉深校正"工藝保證新品試制順利進(jìn)行,盡快獲得合格沖壓產(chǎn)品,再通過細(xì)致的模具調(diào)試,逐步減小毛料尺寸,最大限度地提高材料利用率,形成"帶壓邊圈的彎曲校正"工藝,同時(shí)節(jié)省余量加工時(shí)間,實(shí)現(xiàn)利潤最大化的批生產(chǎn)加工。
3 沖壓成形模具調(diào)試
3.1 模具間隙。水平方向沿型間隙通過行程限位塊高度增減來調(diào)。鉛錘方向的側(cè)面沿型間隙測量困難,受結(jié)構(gòu)影響不便觀察。無導(dǎo)向自由式彎曲模具的側(cè)間隙,一般通過試件的擦痕和毛坯流動(dòng)量的對比及其減薄量來判斷和研修;而帶導(dǎo)向裝置(大型模具一般采用側(cè)滑板導(dǎo)向)的模具,通常在模具帶料合模狀態(tài)下,通過對比測量導(dǎo)滑板兩側(cè)間隙來確定調(diào)修方案。必須在確定導(dǎo)滑裝置的間隙對稱均勻后,方可通過機(jī)械去除或堆焊的方式對凸凹模的側(cè)壁進(jìn)行調(diào)修。
3.2 模具圓角。對于過渡段成形模而言,模具圓角的修整主要針對凹模圓角,并經(jīng)常與間隙調(diào)整同時(shí)進(jìn)行。要點(diǎn)是對稱點(diǎn)一致原則,并保證沿凹模口順滑、光潔,無明顯突變。凹模圓角在機(jī)械加工時(shí)常常殘留接刀痕、與直壁相割等缺陷,是造成零件劃傷和壓痕,甚至過度減薄的主要原因,必須予以精修,使之沿毛料流動(dòng)方向光滑轉(zhuǎn)接。
3.3 壁厚的控制。一般沖壓件的壁厚有減薄(拉裂)和增厚(起皺)現(xiàn)象,這是此消彼長的矛盾共同體。模具調(diào)試的目標(biāo)是找到兩者技術(shù)條件允許的契合點(diǎn)。起皺一般出現(xiàn)在圖3所示的"波谷"區(qū)域,位于零件脊部,在該區(qū)域毛料因聚集、失穩(wěn)而起皺。減薄區(qū)則在摩擦劇烈的模具側(cè)壁傳力區(qū)域。消除褶皺措施是限制毛料過量流入"波谷":加大毛料尺寸(以增加壓料面積,進(jìn)而增大摩擦力)、改變潤滑狀態(tài)(不加潤滑劑,甚至增大模具和零件表面的粗超度)、設(shè)置壓延筋、減小凹模圓角、減小模具側(cè)壁間隙等。反之,是控制壁厚減薄的措施。需要注意的是,調(diào)試時(shí)每次參數(shù)變化不宜超過兩個(gè),否則易誤判或過調(diào)。
結(jié)束語:通過十年對過渡段的工藝研究、技術(shù)積累及生產(chǎn)實(shí)踐,證明過渡段實(shí)施兩半部沖壓成形,其模具的結(jié)構(gòu)選型和沖壓調(diào)試方法是完全可行的,并已經(jīng)形成規(guī)模,實(shí)現(xiàn)產(chǎn)品的系列化批量生產(chǎn)。銷售收入每年超過千萬美元,占轉(zhuǎn)包鈑金產(chǎn)品的60%以上。
[1]GE公司重型燃?xì)廨啓C(jī)技術(shù)文集.哈爾濱汽輪機(jī)廠有限責(zé)任公司.2004年12月.
[2]鍛壓手冊.機(jī)械工業(yè)出版社.1996年8月
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
