臨氫高壓換熱器用Ω環的焊接
2011-11-14 07:59:42易國英
電焊機 2011年9期
易國英
(青海油田管道輸油處,青海 格爾木 816000)
臨氫高壓換熱器用Ω環的焊接
易國英
(青海油田管道輸油處,青海 格爾木 816000)
高壓換熱器用Ω型密封環材質為奧氏體不銹鋼316L,由于Ω環彎管較薄,且結構特殊,施焊空間狹小,焊接困難,一般采用手工鎢極氬弧焊;為防止背面金屬氧化,Ω環內應充氬氣保護,由于Ω環腔體較大,將浪費大量氬氣,且保護效果不理想。通過焊接試驗,在Ω環中間對接焊縫焊接時采用一種具有特殊涂層的焊絲打底(TGF316L),焊接時,涂層熔化后會滲透到熔池背面,形成一層致密的保護層,使背面金屬不受氧化;待打底結束后,采用實芯焊絲(ER316L)蓋面,該工藝既有效地防止了316LΩ環背面金屬氧化,又節約了大量的氬氣,同時也獲得了滿意的焊接接頭質量。實踐證明此焊接工藝在實際生產中是可行的。
Ω型密封環;奧氏體不銹鋼;焊絲TGF316L;焊接工藝
0 前言
高壓換熱器是加氫裂化裝置中的核心設備之一,由于Ω型密封環(簡稱Ω環)密封蓋板封焊式換熱器是靠蓋板外周密封焊來實現管箱密封的,使得密封所需螺栓預緊力小,螺栓主要承擔內壓引起的軸向力,密封則由焊接而成的Ω環來承受,因此螺栓直徑大大縮小,具有結構簡單,密封安全可靠等優點;檢修拆卸管束時,用砂輪將密封焊縫磨去,將蓋板打開即可抽出管束,檢修后再封焊,該種換熱器特別適用于干凈介質和長周期操作的場合。
100萬t/年的中壓加氫裂化裝置反應產物與分餾塔進料換熱器由管箱、殼程殼體、U型管束組成,U型管束管板與管箱法蘭之間采用Ω型密封墊圈密封。換熱器殼程設計壓力8.9 MPa,管程設計壓力13.4 MPa;管箱、管板材質為2.25Cr1Mo+不銹鋼堆焊層(309L+347L),換熱器殼體材質為Q345R,結構如圖1所示。
其中Ω環(見圖2)的材質為奧氏體不銹鋼316L,Ω環彎管厚度為3mm。由于Ω環彎管較薄,且結構特殊,同時施焊空間狹小,施焊困難(見圖3)。焊接方法一般采用手工鎢極氬弧焊,為防止背面金屬氧化,Ω環內應充氬氣保護,由于Ω環腔體較大,將浪費大量氬氣,且保護效果不理想。因此,在設備使用過程中,在Ω環中間對接焊縫上,經常會出現穿透性裂紋;如果焊接時操作不當,固定管板與Ω環之間的焊縫也容易出現開裂(見圖4)。因此合理的焊接工藝是保證Ω 環焊接接頭質量的關鍵[1-2]。
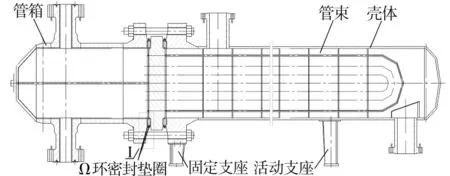
圖1 高壓換熱器結構

圖2 Ω環結構

圖3 Ω環彎管施焊困難
1 奧氏體不銹鋼316L的焊接特點
奧氏體不銹鋼韌性、塑性好,焊接時不易發生淬火硬化,其線膨脹系數比碳鋼大,焊接過程中較大的彈塑性應力應變量帶來一些焊接性問題:一是焊接熱裂紋,這與奧氏體不銹鋼的晶界特性和對某些微量雜質如S、P等敏感有關;二是焊接變形大。
針對奧氏體不銹鋼316L的焊接特點,焊接時采取的主要工藝措施如下:
(1)采用適當的焊接坡口或焊接方法,使母材金屬在焊縫金屬中所占的分量減少,即小的熔合比。
(2)焊接參數應選用小的熱輸入,即小電流快速焊。在多層焊時,要等前一層焊縫冷卻后再焊次一層焊縫,層間溫度不宜過高,以避免焊縫過熱。施焊過程中焊條不允許擺動,采用窄焊縫的操作技能。
(3)選擇合理的焊接接頭形式和焊接順序,盡量減少焊接應力,可以減少熱裂紋的產生。
(4)在焊接過程結束和中途斷弧前,收弧要慢且要設法填滿弧坑,以防止弧坑裂紋的形成。
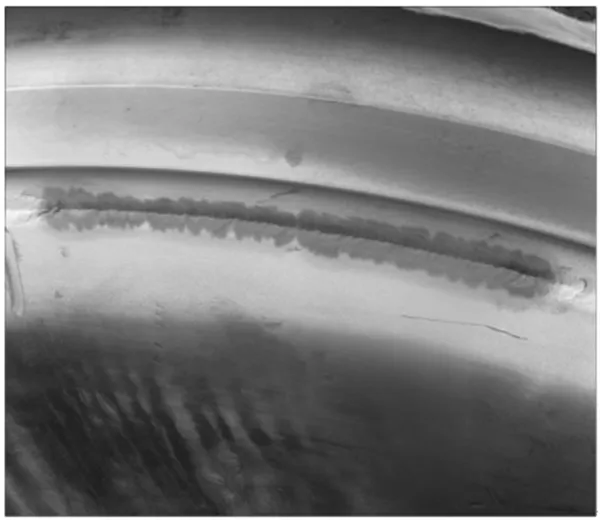
圖4 固定管板與Ω環之間的焊縫開裂
2 焊接工藝的確定
結合Ω環彎管的特殊結構、奧氏體不銹鋼316L的焊接特點以及產品在實際生產中的應用情況,對Ω環中間對接焊縫采用背面自保護不銹鋼TIG焊絲打底(TGF316L),這是一種具有特殊涂層的焊絲,涂層(即藥皮)熔化后會滲透到熔池背面,形成一層致密的保護層,相當于焊條藥皮的熔渣覆蓋在焊縫表面,使背面金屬不受氧化。冷卻后這層渣殼會自動脫落,用壓縮空氣或水沖的方法極易清除。這種焊絲的使用方法與普通的TIG焊絲完全相同,涂層不會影響正面的電弧和熔池形態;待打底結束后,采用實心焊絲(ER316L)蓋面,焊道微凸,焊肉應飽滿,保證焊接接頭有足夠的強度;管板及其兩側法蘭與Ω環之間的焊縫采用手工鎢極氬弧焊,焊肉應飽滿[3]。
3 產品焊接工藝評定
綜合考慮Ω環型高壓換熱器產品技術條件要求和奧氏體不銹鋼的焊接特點,對厚4 mm的316L鋼進行焊接工藝評定,焊接坡口如圖5所示,焊接過程及試驗結果如下。
3.1 焊接過程
坡口清理→裝配點焊→背面自保護不銹鋼TIG焊絲打底(焊絲TGF316L φ 2.6 mm)→焊縫100%著色(PT)檢查→采用實心焊絲(焊絲ER316L φ 2.0)蓋面(道間溫度≤100℃)→焊縫100%著色(PT)檢查→焊縫100%著色(RT)檢測。焊接工藝規范如表1所示。
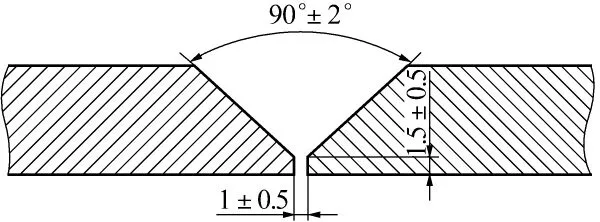
圖5 焊接工藝評定坡口
3.2 焊接工藝評定試驗結果
試件焊接接頭按JB/T 4730-2005《承壓設備無損檢測》的要求進行了RT(射線檢測)100%及100%著色(PT)檢測,結果合格。依據JB4708-2000《鋼制壓力容器工藝評定》及產品技術條件要求,分別進行了熔敷金屬化學成分分析、焊接接頭力學性能及晶間腐蝕試驗。焊接工藝評定試驗結果如表2、表3所示。

表1 焊接工藝規范參數

表2 熔敷金屬化學成分分析%
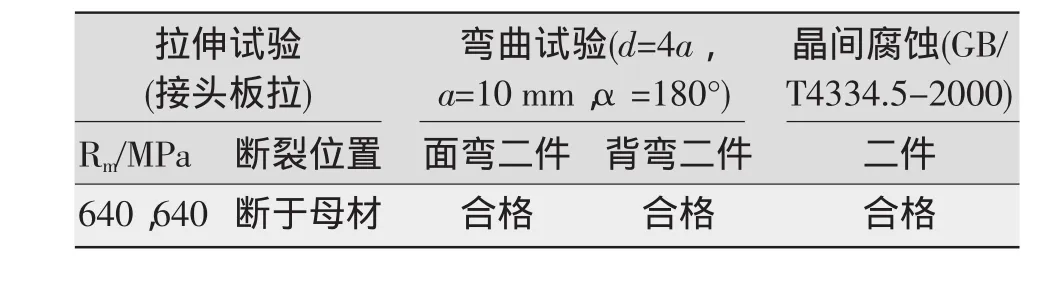
表3 力學性能和晶間腐蝕試驗結果
由表2的熔敷金屬化學成分分析可知,無論打底層還是蓋面層,其結果均滿足產品技術條件要求,且S、P含量較低。
由表3的拉伸和彎曲試驗結果可以看出,焊接接頭抗拉強度均高于要求值,且有較大富裕量;面彎和背彎試樣彎曲后,未產生裂紋或缺陷,焊接接頭連續、致密,塑性較好;按GB/T4334.5-2000晶間腐蝕要求制備試樣二件,彎曲180°后,在10倍放大鏡下觀察彎曲試樣外表面,無因晶間腐蝕而產生的裂紋,證明制定的焊接工藝是合理可行的。
該工藝已在我公司生產的多臺裝置上得到應用,使用效果非常理想。
[1]中國機械工程學會焊接學會.焊接手冊(3版)[M].北京:機械工業出版社,2008.
[2]張其樞,堵耀庭.不銹鋼的焊接[M].北京:機械工業出版社,2000.
[3]吳樹雄.電焊條選用指南(3版)[M].北京:化學工業出版社,2003.
The welding of Ω sealing ring on high pressure hydro-heat exchanger
YI Guo-ying
(The Oil Pipe-line Department,Qinghai Oil-field company,Geermu 816000,China)
The material of Ω sealing ring on high pressure heat exchanger is made of austenitic stainless steel,because of the Ω sealing ring is thin and narrow with special structure,and the welding space is small and narrow,it is very difficult to weld.So,GTAW is generally adopted;at the same time,if the back side is no argon for protection,the austenitic stainless is very easy to oxidize when used TIG welding,even we use argon to protect the back side when welding,it can waste large amount of argon,and the result is not sure to be ideal.The article gains a reasonable welding procedure using a kind of self-protecting rod as the first layer(TGF316L),there is a thin layer of covering,the welding slag can penetrate through the welding pool over the back side of melting metal,this can avoid the back side of melting metal being oxidized.The welding procedure has been proved to be satisfied in practice.
Ω sealing ring;austenitic stainless steel;welding wire TGF316L;welding procedure
TG457.1
A
1001-2303(2011)09-0050-03
2011-08-10
易國英(1972—),女,四川營山人,工程師,主要從事煉化設備的工藝研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00