高速列車用A5083P-O鋁合金MIG焊熱循環(huán)分析及殘余應(yīng)力研究
2011-11-14 07:59:42張洪才茍國慶
電焊機 2011年11期
關(guān)鍵詞:焊縫
張洪才,吉 華,茍國慶,李 達,陳 輝
(1.鐵道部駐青島機車車輛驗收室,山東 青島 266000;2.西南交通大學(xué) 焊接研究所,四川成都 610031)
高速列車用A5083P-O鋁合金MIG焊熱循環(huán)分析及殘余應(yīng)力研究
張洪才1,吉 華2,茍國慶2,李 達2,陳 輝2
(1.鐵道部駐青島機車車輛驗收室,山東 青島 266000;2.西南交通大學(xué) 焊接研究所,四川成都 610031)
采用熱循環(huán)裝置對A5083P-O鋁合金MIG焊進行熱循環(huán)測試,并對MIG焊過程溫度場和焊接殘余應(yīng)力進行數(shù)值模擬。測試結(jié)果表明:在焊縫中心處,熱循環(huán)曲線比較“尖”,隨著離焊縫中心的距離增加,熱循環(huán)曲線由“尖”變“鈍”,加熱速度、峰值溫度、高溫停留時間與時間呈線性變化,而冷卻速度變化規(guī)律不明顯。計算結(jié)果表明,在其他焊接工藝參數(shù)不變且焊接速度為7.5 mm/s的情況下,當(dāng)焊接時間為10 s即焊接長度約為75 mm時,焊接溫度場進入穩(wěn)態(tài)狀態(tài),熱循環(huán)測試曲線和計算曲線規(guī)律一致。殘余應(yīng)力計算結(jié)果表明,焊接過程中不均勻的溫度場是形成焊接殘余應(yīng)力的主要原因,且小孔法和X射線法測試結(jié)果與計算結(jié)果基本吻合,規(guī)律一致。
高速列車;5083鋁合金;熱循環(huán);殘余應(yīng)力;數(shù)值模擬
0 前言
A5083P-O鋁合金比強度和比剛度高,易于成型,具有良好的抗蝕性和可焊性。A5083P-O鋁合金焊接結(jié)構(gòu)已經(jīng)被廣泛地應(yīng)用于航空航天、國防工業(yè)、交通運輸特別是高速列車鋁合金車體的生產(chǎn)和制造中。惰性氣體保護金屬極電弧焊(MIG焊)是A5083P-O鋁合金常用的焊接方式之一。焊接是一個不均勻加熱和冷卻的過程,焊接熱循環(huán)溫度變化和相變冷卻等重要的焊接冷卻過程信息對于了解焊接冷卻相變過程、接頭組織、應(yīng)力變形,提高焊接質(zhì)量都具有重要意義。因此,焊接熱循環(huán)的測試、計算和分析具有重要的理論意義和實用價值。此外,焊接殘余應(yīng)力對評價服役狀態(tài)車體焊接結(jié)構(gòu)強度和壽命評估也有著十分重要的意義。
金成[1]等人采用ABAQUS軟件對鋁合金平板TIG焊過程進行了數(shù)值模擬,計算出高度不均勻的焊接溫度場是導(dǎo)致構(gòu)件中產(chǎn)生較大殘余應(yīng)力和變形的主要原因。陳玉華[2]等人采用SYSWELD軟件建立了X70管道模擬,以水為運行介質(zhì),對管道在役焊接粗晶區(qū)的熱循環(huán)進行了數(shù)值模擬,探討介質(zhì)流速、管道壁厚和焊接熱輸入等因素對焊接熱循環(huán)的影響規(guī)律,并對數(shù)值模擬結(jié)果進行了驗證。米國發(fā)[3]等人通過模擬真空熱循環(huán)試驗,研究了熱循環(huán)因素對5A06鋁合金焊接接頭斷裂機理的影響。劉雪松[4]等人研究了LY12CZ鋁合金焊接件在經(jīng)受熱循環(huán)作用下的尺寸不穩(wěn)定變形規(guī)律,并對產(chǎn)生這種變形的機理進行力學(xué)和微觀組織分析,結(jié)果表明焊件發(fā)生尺寸不穩(wěn)定變形的原因與溫度條件、微觀組織的變化以及焊接殘余應(yīng)力的松弛密切相關(guān)。
國外一些學(xué)者也在這方面作了研究。JAN ZACH -RISSON利用Dewetron Daqn-Therm[5]模塊完成溫度采集,結(jié)合焊縫金屬顯微組織特征和熱分析過程對焊縫金屬相變進行了實時檢測,測定焊縫金屬相變行為曲線。前蘇聯(lián)烏克蘭科學(xué)院巴頓焊接研究所利用PC機控制程序和數(shù)據(jù)采集實現(xiàn)熱循環(huán)監(jiān)控,為其研究鋼在焊接熱循環(huán)條件下的性能,以及評估焊縫金屬的裂紋趨向提供依據(jù),以便在大范圍參數(shù)中模擬熱循環(huán)條件。該機的數(shù)據(jù)處理系統(tǒng)可以讀取文件和數(shù)據(jù),并將其輸出至繪圖儀以分析預(yù)設(shè)的參數(shù)[6]。
目前,國內(nèi)外對于高速列車用A5083P-O鋁合金MIG焊熱循環(huán)的研究還比較少,對于A5083P-O鋁合金焊接構(gòu)件失效行為及失效機制的研究不夠深入。本研究將對A5083P-O鋁合金MIG焊熱循環(huán)曲線進行測定,同時分析A5083P-O鋁合金MIG焊焊接殘余應(yīng)力,并采用SYSWELD軟件對熱循環(huán)測試結(jié)果和殘余應(yīng)力測試值進行數(shù)值模擬以進一步驗證測量值。這對于指導(dǎo)高速列車車體生產(chǎn)、優(yōu)化焊接工藝以及建立車體殘余應(yīng)力數(shù)據(jù)庫有重要的意義。此外,熱循環(huán)曲線的測定和殘余應(yīng)力的獲取對于焊接接頭安全評價、焊接接頭疲勞可靠性分析以及車體壽命評估有十分重要的意義。
1 試驗材料、方法、設(shè)備和過程
1.1 試驗材料
試驗材料取自高速動車組車用鋁合金擠壓板材,牌號A5083P-O,其化學(xué)成分如表1所示。試板尺寸400 mm×250 mm×4 mm,焊接填充材料采用進口的ER5356焊絲,焊絲直徑φ 1.2 mm,其化學(xué)成分如表2所示。試驗所用保護氣體為氬氣,純度大于99.99%[7]。

表1 母材5083鋁合金化學(xué)成分 %
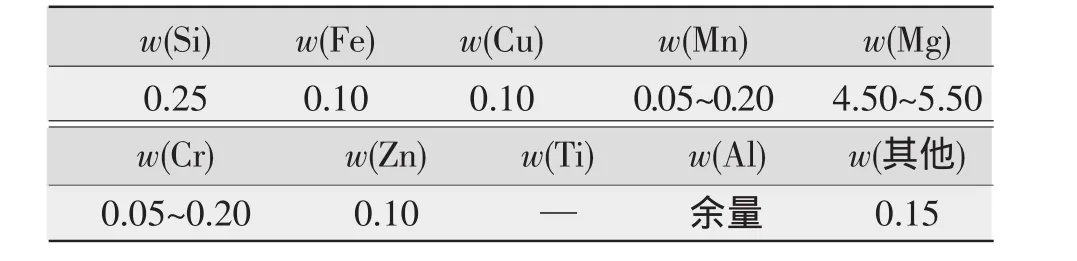
表2 ER5356焊絲化學(xué)成分 %
1.2 試驗方法
采用MIG焊焊接A5083P-O鋁合金,工藝參數(shù)如表3所示。采用熱電偶測量焊接溫度場中熱循環(huán)曲線,利用小孔法、X射線衍射法對A5083P-O鋁合金焊接接頭進行殘余應(yīng)力測量,并采用法國ESI公司SYSWELD軟件對焊接過程進行模擬,對比分析及驗證熱循環(huán)測定曲線和殘余應(yīng)力測量結(jié)果。

表3 實際焊接參數(shù)
1.3 試驗設(shè)備
采用EWM的PHOENIX 421焊機進行MIG焊試驗,如圖1所示。采用實驗室自制的八通道熱循環(huán)測定箱進行焊接熱循環(huán)曲線測量,數(shù)據(jù)采集卡型號SB7333,如圖2所示。殘余應(yīng)力有損測試設(shè)備采用鄭州機械研究所生產(chǎn)的小孔法測試設(shè)備,應(yīng)變片型號TJ120-1.5-φ 1.5,設(shè)備如圖3所示。殘余應(yīng)力無損測量設(shè)備采用加拿大Proto公司生產(chǎn)的iXRD殘余應(yīng)力測量儀,如圖4所示。
1.4 試驗過程
為測量焊縫中心點熱循環(huán)參數(shù),將熱電偶布置在A5083P-O鋁板的下方。同時為保證能夠測量穩(wěn)態(tài)溫度場時焊縫中心熱循環(huán),將熱電偶布置在鋁板焊道長度方向上中間位置上,共布置四個熱電偶,距離焊縫中心分別為0 mm、3 mm、6 mm和9 mm,如圖5、圖6所示。

圖1 MIG焊機主界面

圖2 八通道熱循環(huán)測定箱
圖3 小孔法設(shè)備

圖4 X射線測量儀
2 試驗結(jié)果和分析
2.1 熱循環(huán)曲線測試結(jié)果及驗證
2.1.1 熱循環(huán)曲線測試結(jié)果
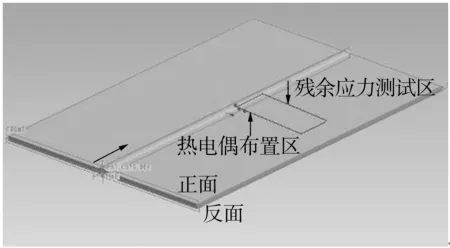
圖5 試驗在試板中的位置
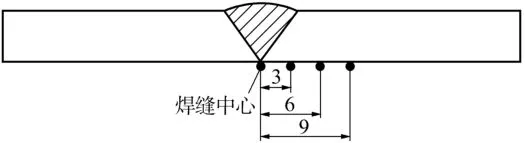
圖6 離焊縫中心不同距離的熱電偶布置
熱循環(huán)曲線如圖7所示。由圖7可知,在距離焊縫中心越近的位置,溫度變化范圍越大,變化速率越快。離焊縫中心距離分別為0mm、3mm、6mm、9mm各點熱循環(huán)測試曲線計算加熱速度、峰值溫度、高溫停留時間和冷卻速度分別如圖8~圖11所示。對于鋁合金,定義一個冷卻時間參數(shù)t4/2,代表400℃~200℃的冷卻時間。
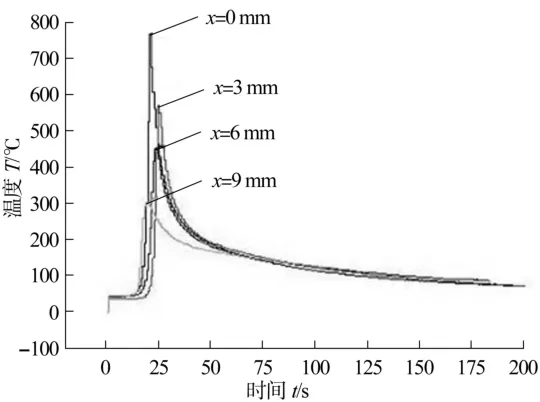
圖7 離焊縫中心不同距離熱循環(huán)曲線
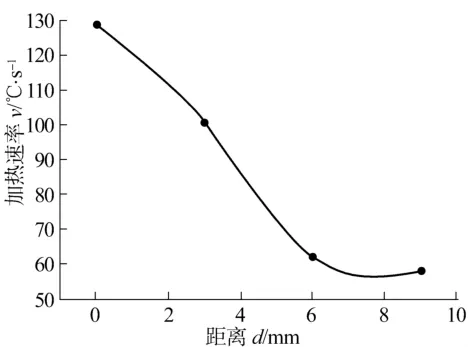
圖8 加熱速率曲線
鋁合金的熱循環(huán)曲線形狀相對鋼的熱循環(huán)曲線比較“尖”,說明加熱速度和冷卻速度都很快,但是加熱速度比冷卻速度更快,因為鋁合金的熱導(dǎo)率比較好,在熱源接近時溫度迅速上升,在熱源遠離時熱量還在不斷輸入,從而降低了試板的冷卻速度。由圖7和圖9可知,焊縫中心溫度774℃,比鋁合金熔點偏高,這是由于熱源瞬間加在焊縫熔池上,有一個熱慣性作用,從而測出的瞬間溫度比較高。在3 mm處的峰值溫度為575℃,在6 mm處的峰值溫度為451℃,在9 mm處的峰值溫度為306℃。可以看出,在焊接過程中,焊接接頭上有較大的溫度梯度。
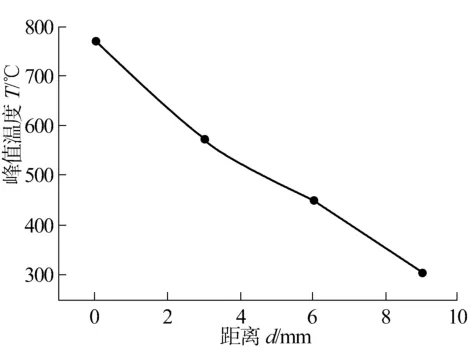
圖9 峰值溫度曲線
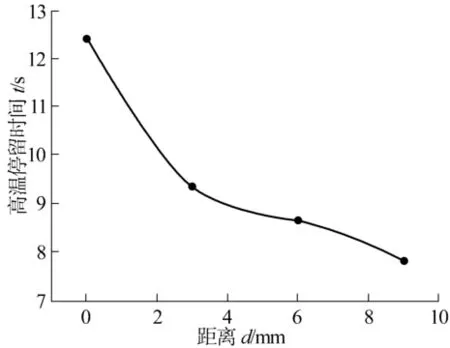
圖10 高溫停留時間曲線
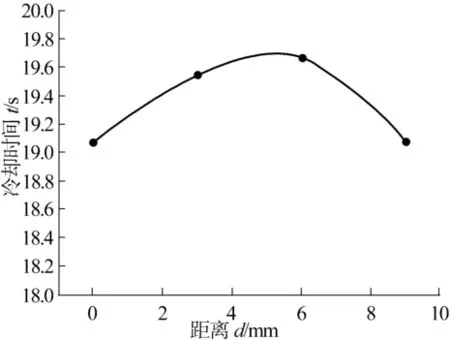
圖11 冷卻時間曲線
由圖8~圖10還可以看出,隨著距焊縫中心距離的增加,加熱速率、峰值溫度、高溫停留時間呈下降趨勢,而冷卻時間變化趨勢不明顯。這是由于在焊接過程中,在電弧直接作用的部位其受熱作用較為明顯,而遠離焊縫處,受電弧的作用較小。從圖12焊接溫度場數(shù)值模擬中也可以得到驗證。
2.1.2 有限元計算結(jié)果
為驗證熱循環(huán)曲線測試結(jié)果的準(zhǔn)確性,采用SYSWELD軟件對焊接過程進行模擬。不同時刻的焊接溫度場如圖12所示,焊縫長度方向上不同位置熱循環(huán)曲線如圖13所示。
從圖12和圖13可以看出,在焊接開始和結(jié)束階段,焊接溫度場變化梯度較為明顯,此時焊接溫度場處于非穩(wěn)態(tài)狀態(tài)。對于長度為400mm的鋁合金板MIG焊,當(dāng)焊接到10 s時(焊接速度7.5 mm/s),此時焊縫長度約為75 mm。表明在該焊接工藝條件下,當(dāng)焊接時間超過10 s、焊縫長度超過75 mm時,焊接溫度場處于穩(wěn)態(tài)狀態(tài)。在本試驗中,熱電偶布置在對接鋁合金板的中心,距離邊緣約為250 mm,當(dāng)移動電弧經(jīng)過時,焊接溫度場處于穩(wěn)定狀態(tài),該狀態(tài)下的溫度場熱循環(huán)曲線具有代表意義。
離焊縫中心不同距離熱循環(huán)數(shù)值模擬曲線如圖14所示,隨著距焊縫中心越遠,焊接熱循環(huán)曲線由“尖”變“鈍”,表明隨著距離焊縫中心距離的增加,加熱速度和冷卻速度降低。這種趨勢變化與圖7中熱循環(huán)測試曲線基本吻合,進一步驗證了測試值。

圖13 焊縫上不同點熱循環(huán)曲線

圖14 離焊縫中心不同距離熱循環(huán)曲線
2.2 殘余應(yīng)力測試結(jié)果及驗證
A5083P-O鋁合金殘余應(yīng)力對比如圖15所示。
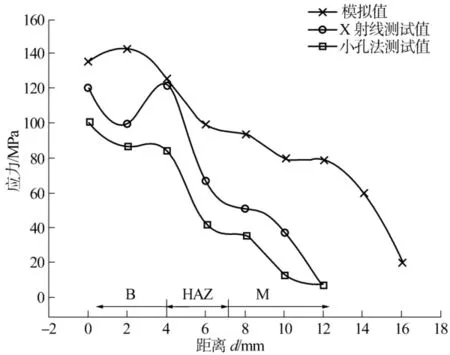
圖15 A5083P-O鋁合金殘余應(yīng)力對比分析
由圖15可知,焊接過程中不均勻的溫度場是形成殘余應(yīng)力的主要原因之一。數(shù)值模擬計算值、X射線測試值和小孔法測試值趨勢一致,焊縫中心是拉應(yīng)力,而在遠離焊縫的區(qū)域是壓應(yīng)力。在焊接熔合線附近,焊接殘余應(yīng)力有比焊縫處升高的趨勢,這與該處應(yīng)力集中程度有關(guān)。從測試值和計算值可以看出,在離焊縫中心0 mm、3 mm、6 mm和9 mm處殘余應(yīng)力呈現(xiàn)下降趨勢,表明殘余應(yīng)力測試值和計算值與溫度場、熱循環(huán)測試曲線變化趨勢吻合。
3 結(jié)論
(1)通過熱循環(huán)裝置對A5083P-O鋁合金MIG焊熱循環(huán)進行測試,結(jié)果表明加熱速度、高溫停留時間、峰值溫度和冷卻速度與時間呈現(xiàn)規(guī)律性的變化關(guān)系。焊縫處熱循環(huán)曲線比較“尖”,加熱速度和冷卻速度較快。
(2)對A5083P-O鋁合金MIG焊溫度場數(shù)值模擬表明,若焊接速度為7.5 mm/s且在其他條件不變的情況下,當(dāng)焊接時間為10 s,即當(dāng)焊道長度約為75 mm時,焊接溫度場進入穩(wěn)定狀態(tài)。
(3)A5083P-O鋁合金MIG焊溫度場數(shù)值模擬表明,隨著離焊縫中心的距離增加,加熱速度和冷卻速度降低,焊接熱循環(huán)曲線由“尖”變“鈍”。數(shù)值模擬熱循環(huán)曲線呈現(xiàn)的分布狀態(tài)和熱循環(huán)曲線變化趨勢與測試曲線基本吻合,進一步驗證了測試值。
(4)A5083P-O鋁合金MIG焊殘余應(yīng)力數(shù)值模擬結(jié)果表明,焊接過程中不均勻的溫度場是形成焊接殘余應(yīng)力主要原因之一,且隨著離焊縫中心距離的增加,焊接殘余應(yīng)力呈下降趨勢。采用小孔法、X射線衍射法對數(shù)值模擬結(jié)果進行驗證,結(jié)果表明測試數(shù)值有一定差異,但測試規(guī)律吻合。
[1]金 成,牛濟泰,何世禹,等.鋁合金平板鎢極氬弧焊數(shù)值模擬與殘余應(yīng)力預(yù)測[J].機械工程材料,2007,31(3):58-62.
[2]陳玉華,王 勇.基于SYSWELD的運行管道在役焊接熱循環(huán)數(shù)值模擬[J].焊接學(xué)報,2007,28(1):85-88.
[3]米國發(fā),趙大為,牛濟泰,等.熱循環(huán)作用下5A06鋁合金焊接接頭斷裂機理的研究[J].金屬鑄鍛焊技術(shù),2010(4):6-8.
[4]劉雪松,徐文立,方洪淵,等.LY12CZ鋁合金焊件在熱循環(huán)作用下的尺寸不穩(wěn)定性[J].焊接學(xué)報,2004,25(3):82-84.
[5]Jan Zachrisson.In Situ detection and characterisation of phase transformations in weld metals[D].Master's Thesis,2006:135CIV.
[6]Hu Zhenhai,Zhang Jianhao.Development of E.O.Paton Electric Welding Institute of Ukraine[J].Aerospace Shanghai,1999(6):49-54.
Research on thermal cycle and residual stress of A5083P-O aluminum alloy MIG welding on high speed train
ZHANG Hong-cai1,JI Hua2,GOU Guo-qing2,LI Da2,CHEN Hui2
(1.CSR Sifang Locomotive and Rolling Stock Co.,Ltd.,Qingdao 266000,China;2.Institute of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Thermal cycle parameters of A5083P-O aluminum alloy MIG welding are measured by means of thermal cycle equipment, and temperature field and residual stress are studied by numerical simulation.Measuring results show that in the center of weld bead,thermal cycle curves are“sharp”and thermal cycle curves will change“passivation”from“sharp”when the distance increase from the center of weld bead.The rate of heating,the peak value of temperature and the residence time of high temperature show linear relation with time,while the change tends of cooling rate are not obvious.Measuring results show welding temperature field present steady state when the welding length is about 75 mm.Non-uniform temperature field during welding is the main formation reason of residual stress.The measuring results of hole-drilling method and X-ray diffraction method are coordinate with results of simulation.Key words:high speed train;A5083P-O aluminum alloy;thermal cycle;residual stress;numerical simulation
TG457.14
A
1001-2303(2011)11-00030-05
2011-10-13
張洪才(1959—),男,山東青島人,高級工程師,博士,主要從事電力機車車體制造工藝工作。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07