聯軸節電子束焊焊縫超聲相控陣檢測技術
2011-11-14 07:57:20萬升云章文顯劉仕遠任好娟陳仕華
電焊機 2011年11期
萬升云,章文顯,劉仕遠,任好娟,陳仕華
(南車戚墅堰機車車輛工藝研究所有限公司,江蘇 常州 213011)
聯軸節電子束焊焊縫超聲相控陣檢測技術
萬升云,章文顯,劉仕遠,任好娟,陳仕華
(南車戚墅堰機車車輛工藝研究所有限公司,江蘇 常州 213011)
針對聯軸節電子束焊縫比較特殊、射線和普通超聲波檢測存在一定困難的特點,采用超聲波相控陣檢測技術來進行檢測。分析聯軸節電子束焊縫的結構,結合超聲波相控陣檢測技術的特點,確認相控陣檢測技術可用于該類型焊縫的檢測。制訂相控陣檢測工藝,設計制作了靈敏度測試試塊,并進行試驗。結果表明,采用超聲波相控陣檢測技術可同時進行A型、B型、C型超聲波檢測掃描,具備檢測靈敏度高、檢測結果直觀等特點,可有效實現聯軸節電子束焊焊縫缺陷的檢測。
聯軸節;電子束焊;超聲波檢測;超聲波相控陣檢測;無損檢測
0 前言
電子束焊是一種高能量密度、高焊接效率的焊接方法。與其他焊接方法相比,具有焊縫寬度小、深寬比大、熱影響區小、母材變形小、輸入能量容易精確控制等一系列特點。南車戚墅堰機車車輛工藝研究所有限公司生產的聯軸節由于結構復雜、制造質量要求高,采用其他焊接方法無法滿足工藝質量要求,因此采用了電子束焊。
由于電子束焊接設備、工裝夾具、焊接工藝、熱處理方式或人員操作等原因,在焊接過程中難免會產生氣孔、微裂紋、熔透深度不夠等缺陷。這些缺陷的存在,不僅影響聯軸節的性能,而且嚴重影響了機車車輛的安全運行。因此,要求對聯軸節電子束焊焊縫進行無損檢測,并能給出定位、定量的檢測結果,以便對聯軸節焊接質量進行準確評價,從而保證聯軸節的焊接質量和行車運輸安全。
1 常規檢測技術特征分析
在聯軸節制造和質量技術條件中,對缺陷大小和熔透深度要求非常嚴格,加之聯軸節結構的限制(見圖1),常規的X射線和超聲波檢測技術難以滿足檢測要求。
1.1 X射線檢測技術分析
X射線探傷比較直觀,通過X射線底片能看到缺陷的形貌和分布等信息,但X射線探傷對于在工件壁厚方向尺寸較小(<2%T)的缺陷不敏感,有時可能檢測不出。聯軸節電子束焊縫金屬和熱影響區較窄,缺陷一般都發生在焊縫中心,在工件厚度方向的尺寸也較小,X射線探傷不易檢測。對于這類缺陷最好的透照方向是平行于焊縫,而聯軸節為封閉結構,膠片無法放置,接收不到缺陷圖像,因此無法采用這種方式透照。工藝試驗過程中,曾采用X射線垂直透照未發現缺陷,解剖下來卻發現一條30 mm弧長的條形缺陷。
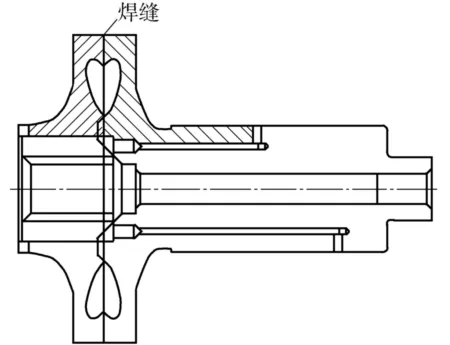
圖1 聯軸節結構示意
1.2 常規超聲波檢測技術分析
X射線檢測無法滿足檢測要求,嘗試采用超聲波檢測技術。常規超聲波檢測雖然不存在上述問題,但也有其局限性。
超聲波探傷通過計算或試塊對比可以得到缺陷的當量值,由于無法直觀地看到類似X射線底片提供的缺陷圖像,對缺陷的真實形貌、大小并不清楚;超聲波探傷比較抽象,除了制定相應的工藝標準外,探傷人員的操作是否規范(比如掃查速度是否過快、掃查是否全覆蓋等)、是否有足夠的判傷經驗等都容易造成漏檢;由于連軸器產品結構特殊,采用常規超聲波方法檢測時,有的部位無法檢測,容易漏探;電子束焊焊縫非常窄,但深度大,常規超聲波檢測難度較大,無法精確測量熔焊深度,難以滿足質量要求。為了解決以上問題,采用相控陣超聲波成像檢測技術。
2 相控陣超聲成像檢測技術
相控陣超聲檢測是用若干壓電陣元組成陣列換能器,實現聲束的相控發射與接收。與傳統超聲波檢測技術相比,相控陣超聲檢測技術的優點是:(1)采用電子方法控制聲束聚焦和掃描,可以在不移動或少移動探頭的情況下進行快捷的掃描,提高檢測效率;(2)具有良好的聲速可達性,能對復雜幾何形狀的工件進行掃描;(3)具有優化控制焦點尺寸、焦區深度和聲速方向,可提高檢測分辨力、信噪比和靈敏度等性能;(4)能檢測一些臨界缺陷(無論缺陷方向),提高檢測、定位、定量和定向精度;(5)對“合乎使用”(或稱“工程臨界評定”或“壽命評價”)檢測提供易于判讀的定量分析報告。
傳統的超聲波檢測通常采用一個晶片來產生超聲波,只能產生一個固定的波束,其波形是預先設計的,因而無法改變。相控陣超聲檢測的探頭由數個小的壓電晶片按照一定的序列構成,使用時相控陣儀器按照預定的規則和時序對探頭中的一組或全部分別進行激活,即在不同的時間內相繼激發探頭中的多個晶片,每個被激活的晶片發射的超聲波束互相干涉形成新的波束,波束的形狀和偏轉角度等可以通過激發晶片的數量和時間來控制。常用的相控陣晶片陣列有線陣、矩陣、環陣等,其中一維線陣應用最為成熟,從控制角度講,最容易編程控制,并且費用明顯少于其他陣列。目前已含有256個晶片的探頭,可滿足多種情況的應用。
3 相控陣超聲檢測工藝方法
3.1 檢測工序安排
鍛造毛坯→左半、右半精加工→傳統超聲波檢測、磁粉探傷→電子束焊接→焊后熱處理→焊縫頂部外圓面加工→相控陣超聲檢測。
3.2 對比試塊的制作
為了驗證相控陣超聲檢測技術檢測聯軸節電子束焊焊縫質量的可行性和可靠性,根據聯軸節的結構特點制作了聯軸節電子束焊焊縫的對比試塊。并根據實際焊接過程中容易出現的缺陷性質和質量驗收要求,試塊中的缺陷設計為平底孔缺陷,其尺寸分別為φ 1 mm、φ 2 mm、φ 3 mm、φ 4 mm、φ 5 mm五種規格缺陷,深度均為6 mm。為確保焊縫熔透深度的可靠檢測,設計了20.1 mm、21.2 mm、22.1 mm、23.2 mm、24.1 mm和25.2 mm不同尺寸的焊縫熔透深度。
為了確定和校驗檢測靈敏度,并結合質量要求,設計了用于斜探頭靈敏度確定和校驗的φ 2 mm×6 mm短橫孔對比試塊和用于直探頭靈敏度確定和校驗的φ 3 mm平底孔對比試塊。
3.3 檢測探頭確定
為保證焊縫的全面可靠檢測,工藝設計中要求采用有32個晶片的直探頭和斜探頭,扇掃角度分別為±20°~±80°和40°~80°。
3.4 檢測面
檢測面的確定一方面要保證檢測方便,便于操作;另一方面要求保證整個焊縫的全面檢測,無檢測盲區。在外圓面進行檢測時,經解剖驗證,效果較差。實際檢測時,在聯軸器右半焊縫部位平面進行檢測,效果最佳。
3.5 檢測靈敏度
調節儀器增益按鈕,分別用零度直探頭對準20mm聲程處φ 3 mm平底孔,使其反射波高至儀器滿幅度的80%;用斜角橫波探頭對準深度20mm處φ 2mm× 6 mm短橫孔,使其反射波高至儀器滿幅度的80%,以此作為實際檢測時的靈敏度。
4 檢測結果與分析
按照上述檢測工藝,除進行模擬試驗驗證外,還檢測了1 500余件實物工件,發現有缺陷的聯軸節21件。同時,對相控陣超聲檢測發現有問題的工件進行標識和定位,然后分別進行解剖驗證,結果為:檢測過程中發現一個聯軸器距探測面深度20 mm、距外圓面22 mm處有斷續一周線性缺陷反射波,最大平底孔當量為φ 3 mm+6 dB,相控陣掃描結果如圖2所示。焊縫無缺陷時直探頭扇掃顯示圖像如圖3所示;有缺陷時直探頭C掃描圖如圖4所示。
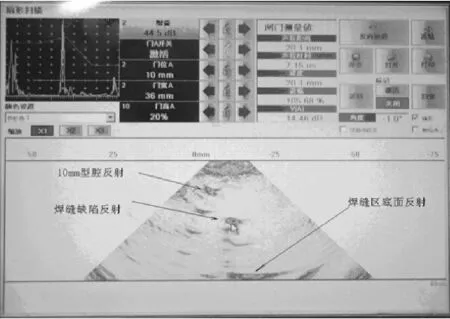
圖2 直探頭扇掃
為確保焊縫全方位檢測無檢測盲區,實際檢測時還采用斜探頭進行檢測,檢測結果如圖5、圖6所示。
從圖中可以直觀地看到缺陷在焊縫中的深度、位置和形狀。
為驗證檢測結果的準確性和可靠性,對部分檢測結果進行了解剖驗證。圖7為與型腔薄壁相連的焊縫根部存在氣孔的解剖照片。
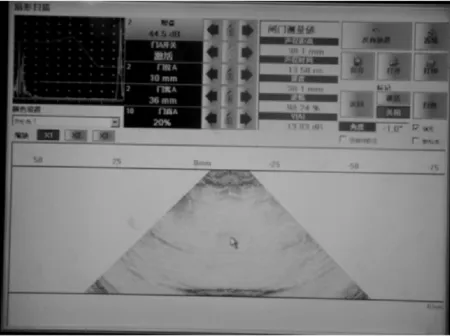
圖3 焊縫無缺陷部位直探頭扇掃
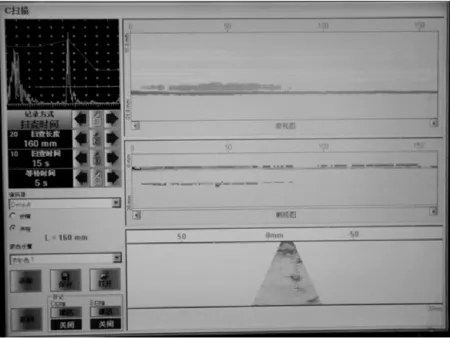
圖4 直探頭C掃描
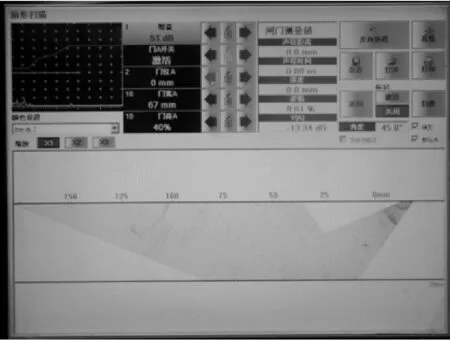
圖5 斜探頭扇掃
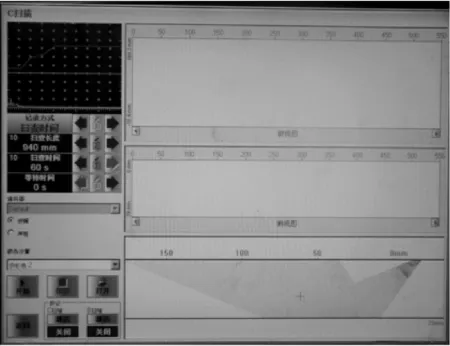
圖6 斜探頭C掃描
5 結論
(1)對于聯軸節電子束焊焊縫,采用超聲相控陣檢測技術能夠可靠地檢測焊縫內部缺陷和熔透深度。
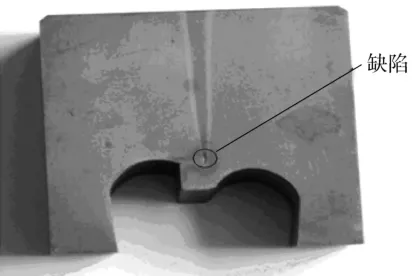
圖7 有缺陷部位切片照片
(2)探頭的行走方向應與探頭扇掃方向垂直;對于同一缺陷,隨著相控陣探頭焦點位置的變化,波幅出現明顯變化。
(3)對于直接接觸法而言,直探頭有機玻璃楔塊的厚度決定了探測深度。因為加裝有機玻璃楔塊,類似于常規A超的水浸法探傷,工件一次底波應該出現在有機玻璃二次界面波之前。因此,檢測不同厚度的工件就應換裝對應厚度的有機玻璃楔塊。
(4)定量時應以A型顯示為主,B型、C型為輔;定性時應以C掃直觀的圖像顯示為主。
(5)不同的靈敏度下掃查后得到的缺陷俯視圖面積不同。靈敏度越高,缺陷俯視圖像面積越大,因此靈敏度不應過高,以免缺陷俯視圖失真。
(6)超聲相控陣檢測一般應該實施機械掃查或借助工裝手工掃查,重復性好,可實時顯示A超、B掃描、C掃描圖像,并對圖像進行處理和3D顯示,檢測結果直觀,對于探傷人員減少漏檢非常有幫助。但是與常規超聲波檢測一樣,也受到諸如表面粗糙度、耦合質量、被檢材料的冶金狀態、探測面選擇等工藝因素的影響,仍然需要有對比試塊來校準,儀器的調節過程比較復雜,調節準確性對檢測結果影響較大。
Research on PAUT technology of EBW welding seam
WAN Sheng-yun,ZHANG Wen-xian,LIU Shi-yuan,REN Hao-juan,CHEN Shi-hua
(CSR Qishuyan Institute Co.,Ltd.,Changzhou 213011,China)
According to the special characteristic of electron beam weld in shaft coupling,it is hard to apply radiographic testing and normal ultrasonic testing,so the phase array ultrasonic testing(PAUT)is required.In the paper,the structure of the electron beam weld (EBW)in the shaft coupling is analyzed,and also the trait of PAUT.So it seems that the PAUT is fit to the EBW.And then a PAUT process is setup,reference block for sensitivity is produced,and several experiments are put in.At last,it is shown,A-type,B-type and C-type ultrasonic testing can be done synchronously via PAUT,and it has characteristics of high sensitivity,intuitionistic result,etc.so as to apply testing on EBW in shaft coupling availably.
shaft coupling;electron beam weld(EBW);ultrasonic testing;phase array ultrasonic testing(PAUT);non-destructive testing(NDT)
TG115.21
B
1001-2303(2011)11-0084-04
2011-05-16
中國南車科技計劃資助項目(2011NCK109)
萬升云(1966—),男,湖北人,教授級高工,博士,主要從事無損檢測工藝技術研究和管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
測控技術(2018年8期)2018-11-25 07:42:16
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04