上海林肯電氣POWERPLUSTMⅡ系列焊機(jī)的使用與維修
2011-11-14 08:04:06張國(guó)友金志偉
電焊機(jī) 2011年5期
關(guān)鍵詞:故障
張國(guó)友,金志偉,汪 鈞
(上海林肯電氣有限公司,上海 201907)
上海林肯電氣POWERPLUSTMⅡ系列焊機(jī)的使用與維修
張國(guó)友,金志偉,汪 鈞
(上海林肯電氣有限公司,上海 201907)
簡(jiǎn)要描述了上海林肯電氣有限公司生產(chǎn)的POWERPLUSTMⅡ系列晶閘管電焊機(jī)的特點(diǎn)。強(qiáng)調(diào)了本系列電焊機(jī)在安裝及工作環(huán)境、電源電纜、焊接中繼電纜、送絲機(jī)、調(diào)整和設(shè)置步驟等方面的重要性和注意事項(xiàng),尤其對(duì)面板上的各個(gè)操作開(kāi)關(guān)及控制板上面的DIP微動(dòng)功能開(kāi)關(guān)進(jìn)行了詳細(xì)描述。針對(duì)幾種典型故障給出了有效的測(cè)量和判定方法,結(jié)合故障代碼表的應(yīng)用使用戶能夠方便、迅速地解決遇到的設(shè)備故障。
晶閘管;電焊機(jī);林肯電氣;DIP開(kāi)關(guān);故障代碼表
0 前言
POWERPLUSTMⅡ系列焊機(jī)是由上海林肯電氣有限公司生產(chǎn)的晶閘管式熔化極氣體保護(hù)焊機(jī),該系列有POWERPLUSTMⅡ350、POWERPLUSTMⅡ500及POWERPLUSTMⅡ650等機(jī)型。該系列焊機(jī)完全按照IEC標(biāo)準(zhǔn)IEC60974-1設(shè)計(jì)和生產(chǎn),同時(shí)符合GB15579.1-2004的國(guó)家標(biāo)準(zhǔn),它的IP23防護(hù)等級(jí)特別適合船舶、重型鋼結(jié)構(gòu)等行業(yè)的嚴(yán)格要求;其中POWERPLUSTMⅡ350焊機(jī)采用了林肯的專(zhuān)利技術(shù)——鉆芯電感技術(shù),而POWERPLUSTMⅡ650焊機(jī)還具有碳弧氣刨功能。
1 POWERPLUSTMⅡ系列焊機(jī)特點(diǎn)
POWERPLUSTMⅡ系列焊機(jī)外觀獨(dú)特新穎、整機(jī)防護(hù)等級(jí)高、堅(jiān)固耐用、控制板接線簡(jiǎn)單、程序控制電路部分采用先進(jìn)的PSOC(Programmable System-On-Chip,片上可編程系統(tǒng))芯片、全樹(shù)脂密封的控制板、可以升級(jí)的焊機(jī)控制程序,還有可顯示預(yù)置電壓和故障代碼的數(shù)字顯示表等,是一個(gè)成熟、可靠、耐用的焊接電源系列。
2 安裝
2.1 電源要求
三相,380~415 V(±10%),50或60 Hz;電源線面積要求:操作說(shuō)明書(shū)推薦的電源線是按最?lèi)毫拥氖褂铆h(huán)境來(lái)要求的,根據(jù)經(jīng)驗(yàn)表1中的數(shù)據(jù)較合理;焊機(jī)周?chē)粲凶銐虼蟮目臻g以便散熱和維護(hù)。
2.2 焊接電纜
為了避免與其他設(shè)備的干擾,獲得最佳的運(yùn)行狀態(tài),安裝時(shí)盡量將電纜直接引向工件或送絲機(jī),避免電纜線過(guò)長(zhǎng),不要使多余的電纜線呈盤(pán)卷狀。工件和焊接電纜的最小規(guī)格,如表2所示。
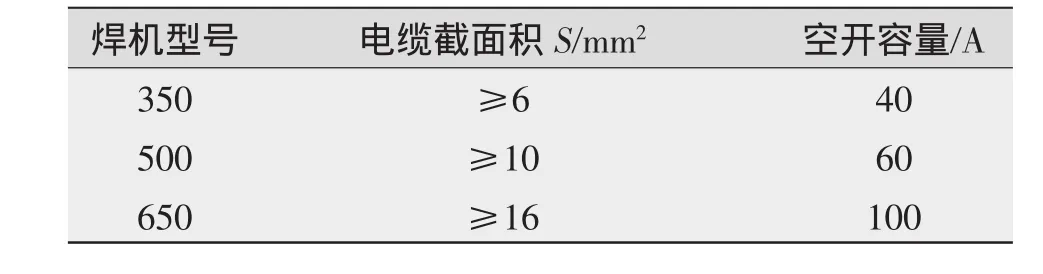
表1 電源線面積要求的合理選擇
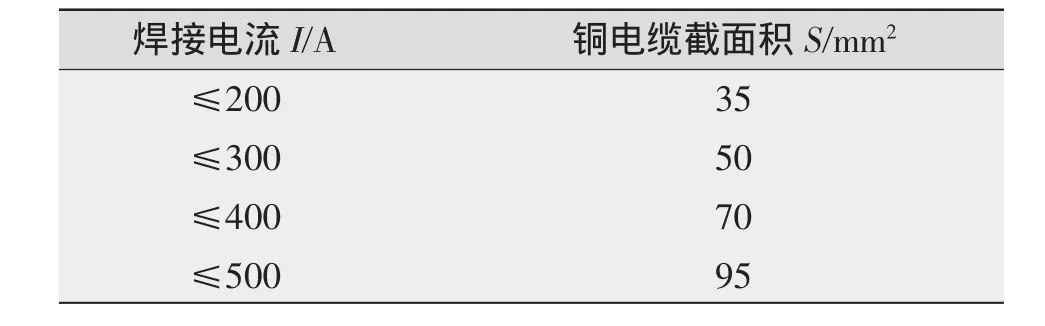
表2 工件和焊接電纜規(guī)格
注意:推薦的電纜尺寸可能根據(jù)需要而變化,原則是當(dāng)額定電流通過(guò)時(shí),接地電纜和焊接電纜上的總電壓降不超過(guò)4 V。
2.3 送絲機(jī)
林肯電氣為客戶提供了五款送絲機(jī)供客戶選擇,分別是PWFTM-2(單驅(qū)2輪)、PWFTM-4(雙驅(qū)4輪)、PWFTM-2Plus(單驅(qū)2輪)、PWFTM-4Plus(雙驅(qū)4輪)、PWFTM-4SS(自保護(hù)焊專(zhuān)用),Plus機(jī)型比普通型號(hào)增加了腳輪、把手和焊槍放置插孔。若焊槍較長(zhǎng)或焊絲較粗建議選用4輪送絲機(jī)。
2.4 焊槍
標(biāo)準(zhǔn)配置為通用的亞洲接口(還有歐式和林肯式接口可選),有350 A、500 A兩種額定電流值,可選用多種長(zhǎng)度(3 m、4 m、5 m),噴嘴也有直噴嘴和錐形噴嘴可根據(jù)需要選用或更換。
2.5 系統(tǒng)連接
系統(tǒng)連接如圖1所示。
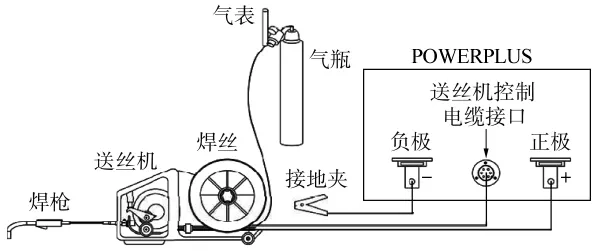
圖1 系統(tǒng)連接示意
系統(tǒng)連接時(shí)的注意事項(xiàng):(1)焊機(jī)機(jī)殼必須接地;(2)送絲機(jī)與中繼線連接時(shí)注意不要讓焊絲盤(pán)轉(zhuǎn)動(dòng)時(shí)刮到電纜或氣管的緊固螺栓;(3)焊接主電路的連接螺絲要旋緊,防止因接觸不良燒毀電氣接頭;(4)注意氣管、焊接電纜、控制線不要相互糾纏。
3 調(diào)試
3.1 前、后面板功能開(kāi)關(guān)和旋鈕
焊機(jī)前后面板功能開(kāi)關(guān)如圖2所示。
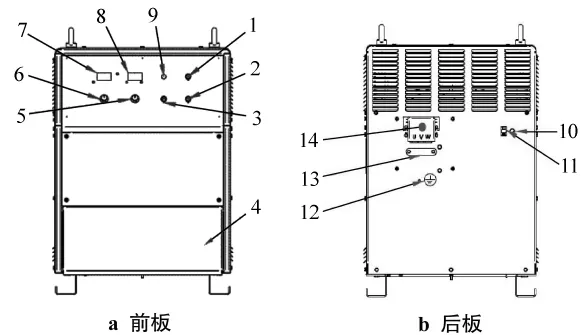
圖2 焊機(jī)前、后面板
3.2 DIP開(kāi)關(guān)介紹
POWERPLUSTM系列焊機(jī)控制板上有一個(gè)8位的DIP開(kāi)關(guān)(見(jiàn)圖3),可以根據(jù)用戶的需要對(duì)焊機(jī)的一些輔助功能進(jìn)行設(shè)置,詳細(xì)情況如下:
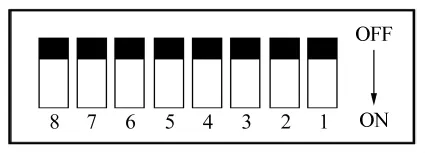
圖3 DIP開(kāi)關(guān)示意
1——預(yù)送氣開(kāi)關(guān)。該開(kāi)關(guān)使得在輸出電壓開(kāi)通之前就能夠起動(dòng)預(yù)送氣,ON為有效;
2——小電流引弧開(kāi)關(guān)(4步時(shí)有效,引弧電流值與收弧電流值相同),ON為有效;
3——弧坑重復(fù)模式開(kāi)關(guān)(放開(kāi)焊槍開(kāi)關(guān)之后2 s內(nèi)應(yīng)再次按下開(kāi)關(guān),此時(shí)焊機(jī)將再次輸出收弧電流及電壓),ON為有效;
4——回?zé)_(kāi)關(guān),根據(jù)現(xiàn)場(chǎng)情況和操作習(xí)慣進(jìn)行調(diào)節(jié),默認(rèn)為ON;
5——節(jié)電開(kāi)關(guān),OFF為啟用節(jié)能模式,ON為禁用節(jié)能模式;
6——慢送絲引弧開(kāi)關(guān),OFF為慢速送絲引弧,ON時(shí)為正常送絲速度引弧;
7——長(zhǎng)電纜補(bǔ)償開(kāi)關(guān),ON為有效;
8——發(fā)電機(jī)供電模式,ON為有效。
每次重設(shè)DIP開(kāi)關(guān)時(shí),要先關(guān)閉機(jī)器;或設(shè)置完成后,重新起動(dòng)機(jī)器。出廠設(shè)置:4、5、7為ON,建議設(shè)置4、5或4、5、6為ON。
3.3 送絲速度校準(zhǔn)功能介紹
POWERPLUSTMⅡ系列焊機(jī)可根據(jù)用戶的使用情況對(duì)送絲速度范圍進(jìn)行微調(diào),具體操作步驟如下:
(1)關(guān)閉焊機(jī)電源,將DIP開(kāi)關(guān)2、3和8置于“ON”位置,其他所有DIP開(kāi)關(guān)置于“OFF”位置,收弧電流電位器調(diào)至中間位置,收弧開(kāi)關(guān)必須處于“2步”狀態(tài)。
(2)打開(kāi)焊機(jī)電源開(kāi)關(guān)。
(3)逆時(shí)針旋轉(zhuǎn)送絲機(jī)上面的送絲速度調(diào)節(jié)旋鈕至最小值。
(4)閉合焊槍開(kāi)關(guān),在送絲狀態(tài)下,調(diào)節(jié)收弧電流電位器,直到送絲速度達(dá)到1.5 m/min。
(5)松開(kāi)焊槍開(kāi)關(guān),將收弧開(kāi)關(guān)打開(kāi),然后再關(guān)閉,最小送絲速度就設(shè)定好了。
(6)順時(shí)針旋轉(zhuǎn)送絲機(jī)上面的送絲速度調(diào)節(jié)旋鈕至最大值。
(7)閉合焊槍開(kāi)關(guān),在送絲狀態(tài)下,調(diào)節(jié)收弧電流電位器直到送絲速度達(dá)到20 m/min。
(8)松開(kāi)焊槍開(kāi)關(guān),將收弧開(kāi)關(guān)打開(kāi)然后再關(guān)閉,最大送絲速度就設(shè)定好了。
(9)關(guān)閉焊機(jī)電源開(kāi)關(guān)。
(10)恢復(fù)所有DIP開(kāi)關(guān)為初始狀態(tài)。
校準(zhǔn)過(guò)程中閉合送絲機(jī)上的檢氣按鈕5 s,即將送絲速度恢復(fù)至默認(rèn)值。
3.4 試機(jī)
(1)系統(tǒng)連接完畢檢查正常后可通電試機(jī):打開(kāi)焊機(jī)電源開(kāi)關(guān),報(bào)警燈亮2 s,顯示表先顯示6個(gè)“8”,而后報(bào)警燈熄滅,顯示表顯示“7.0X,6.0X”,而后電流表顯示“---”,電壓表顯示1個(gè)10~45之間的電壓值,調(diào)節(jié)送絲機(jī)的電壓調(diào)節(jié)旋鈕該數(shù)值可在10~45變化。
(2)氣體流量調(diào)節(jié):根據(jù)使用的焊槍噴嘴直徑、焊絲直徑、焊接電流來(lái)調(diào)節(jié)氣體流量為10~20 L。
(3)電壓調(diào)節(jié):按使用電流估算電弧電壓(依據(jù)經(jīng)驗(yàn)公式14+0.05I)進(jìn)行電壓預(yù)置(預(yù)置電壓要根據(jù)焊接電纜長(zhǎng)度、焊接電纜截面積大小、焊接電流大小等因素考慮增加修正值),而后進(jìn)行送絲速度調(diào)節(jié)和電壓微調(diào)。扣動(dòng)焊槍開(kāi)關(guān)開(kāi)始焊接,反復(fù)調(diào)節(jié)送絲機(jī)送絲速度和電壓調(diào)節(jié)旋鈕,至電弧穩(wěn)定、參數(shù)與工藝基本相符為止;調(diào)節(jié)收弧參數(shù)與前面相同。
4 常見(jiàn)故障及維修
每臺(tái)焊機(jī)的側(cè)面板內(nèi)側(cè)都有一張主電路的接線圖,可按圖檢修。注意焊機(jī)的電源線接通電源后輔助變壓器的一次側(cè)始終通有380 V電壓,焊機(jī)面板上的電源開(kāi)關(guān)只能控制輔助變壓器的二次電壓,檢修時(shí)一定要切斷配電箱內(nèi)的供電開(kāi)關(guān)。
(1)開(kāi)機(jī)風(fēng)機(jī)不轉(zhuǎn),無(wú)輸出,不送絲,無(wú)顯示。
檢查供電電源電壓是否正常、是否缺相,切斷配電箱開(kāi)關(guān)測(cè)量焊機(jī)后面板電源接線盒右側(cè)兩端子間電阻,正常為14 Ω(輔變一次線圈電阻值),如異常按主電路接線圖檢查輔助變壓器供電回路熔斷器。若輔助變壓器有明顯變色燒焦痕跡或有明顯異味則更換,更換后通電前測(cè)量控制板右側(cè)的8芯插座的2腳與5腳間的電阻(5腳正,2腳負(fù)),應(yīng)該是一個(gè)電解電容充電的過(guò)程,如電阻為0 Ω則更換控制板。插件位置和控制板、引腳如圖4、圖5所示。
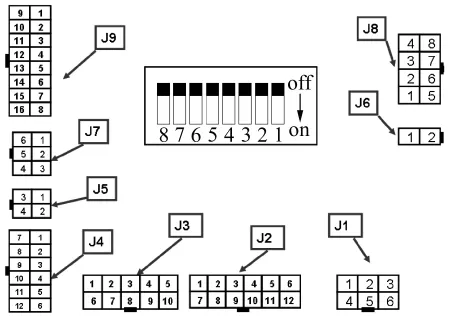
圖4 插件示意
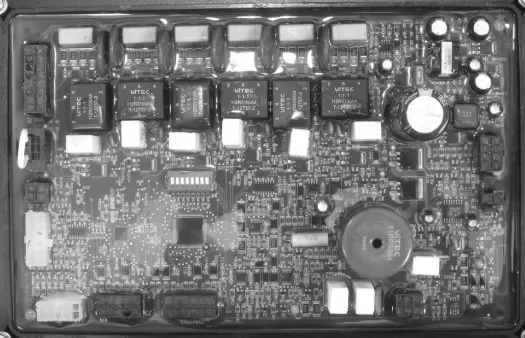
圖5 控制板實(shí)圖
(2)小參數(shù)焊接可以,大參數(shù)焊接不穩(wěn)、飛濺大。
檢查電源是否缺相(尤其是接線盒的中間相),檢查接觸器是否有觸點(diǎn)接觸不良(正常工作中每對(duì)上下觸點(diǎn)間電壓應(yīng)該為0 V,若測(cè)量中出現(xiàn)電壓降則說(shuō)明該對(duì)觸點(diǎn)發(fā)生故障),空載電壓是否在40~66 V (500或650焊機(jī),350焊機(jī)是33~54 V)之間可調(diào),如異常可檢查晶閘管模塊和晶閘管的觸發(fā)信號(hào)。晶閘管的測(cè)量方法比較熟悉,在此不做詳細(xì)說(shuō)明,重點(diǎn)講述觸發(fā)信號(hào)的測(cè)量:打開(kāi)焊機(jī)前面板中部的蓋板,拔下控制板左上角的16芯插件(J9),扣動(dòng)焊槍開(kāi)關(guān),在J9上用萬(wàn)用表應(yīng)該測(cè)到6個(gè)觸發(fā)電壓,分別是9-1,10-2,11-3,13-5,14-6,15-7,數(shù)字萬(wàn)用表直流檔電壓值約38 V,若相差較大則更換控制板。
(3)指示燈報(bào)警,顯示表顯示故障代碼(見(jiàn)表3),可根據(jù)提示進(jìn)行檢修。
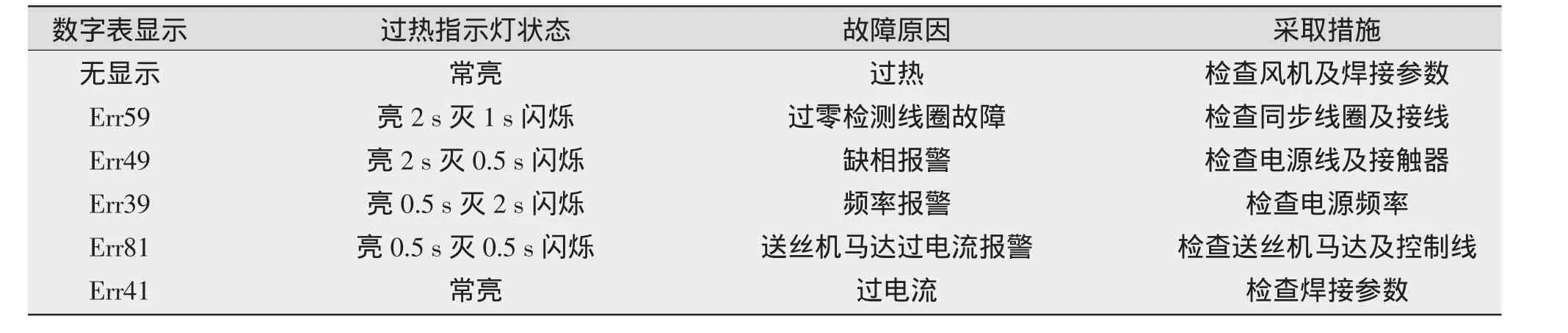
表3 故障代碼
(4)參數(shù)不可調(diào)或開(kāi)機(jī)自動(dòng)送絲。
檢查6芯控制線,6芯插頭是否進(jìn)水,是否有短路或斷路,控制線兩端的6芯插頭接線方式是一一對(duì)應(yīng)的。拔下焊機(jī)側(cè)的6芯插頭測(cè)量1-6腳間應(yīng)該是2~10 Ω的電阻(送絲馬達(dá)),2-6腳間應(yīng)該是約70 Ω的電阻(24 V電磁閥),4-5腳間用萬(wàn)用表的二極管檔測(cè)量應(yīng)該是隨送絲機(jī)上面的兩個(gè)調(diào)節(jié)旋鈕的調(diào)節(jié)而變化的值(一般顯示0.5X~1.XX之間,正反向略有不同),3-5腳間在閉合焊槍開(kāi)關(guān)時(shí)是220 Ω;拔下控制線兩側(cè)插頭分別測(cè)量任意兩線之間阻值都應(yīng)該是無(wú)窮大;若送絲機(jī)及控制線沒(méi)有問(wèn)題則更換控制板。6芯控制線與送絲機(jī)的連接如圖6所示。
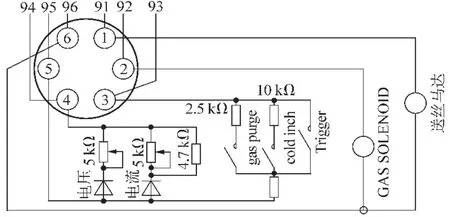
圖6 送絲機(jī)接線示意
(5)焊接一段時(shí)間后無(wú)輸出,報(bào)警燈長(zhǎng)亮。
檢查風(fēng)機(jī)是否轉(zhuǎn)動(dòng),轉(zhuǎn)速是否正常,風(fēng)機(jī)馬達(dá)正常電阻值約為260 Ω;焊接參數(shù)是否過(guò)大,負(fù)載持續(xù)率超過(guò)焊機(jī)的額定值;檢查溫控開(kāi)關(guān)回路是否開(kāi)路,測(cè)量控制板J8線束的1-4腳之間阻值應(yīng)該為0 Ω,若開(kāi)路則檢查溫控器或接線,如圖5左上角。
(6)送絲不穩(wěn)。
送絲不穩(wěn)反映的現(xiàn)象是電弧不穩(wěn)甚至電弧間斷,有時(shí)還會(huì)燒毀導(dǎo)電嘴,原因多為由焊絲盤(pán)刮蹭、送絲輪臟污、壓力調(diào)節(jié)柄過(guò)松或過(guò)緊、導(dǎo)絲管臟污、導(dǎo)電嘴磨損等引起,用替換法比較容易找到;若以上原因都已排除則更換控制板。
5 結(jié)論
晶閘管熔化極氣體保護(hù)焊機(jī)的使用已經(jīng)比較普及,其安裝調(diào)試并不需要非常繁瑣的步驟,也沒(méi)有很高的技術(shù)要求,只要具備一定的電氣基礎(chǔ)進(jìn)行維修也并不困難;但進(jìn)行焊機(jī)維修時(shí)一定要遵循操作規(guī)程,安全第一,注意外觀檢查、詢(xún)問(wèn)操作工焊機(jī)出現(xiàn)故障時(shí)的具體過(guò)程和表現(xiàn),而后進(jìn)行斷電測(cè)量及通電測(cè)量。焊機(jī)故障多種多樣,只要有足夠的耐心、細(xì)心及一定的經(jīng)驗(yàn)問(wèn)題都是能夠解決的。故障范圍的判斷有很多方法,但是替換法應(yīng)該是最快最簡(jiǎn)單的,比如送絲機(jī)或控制板的替換都可以迅速的找到并解決問(wèn)題。
The usage and maintenance of Lincoln POWERPLUS II series welding machines
ZHANG Guo-you,JIN Zhi-wei,WANG Jun
(Shanghai Lincoln Electric Co.,Shanghai 201907,China)
This article briefly describes the characteristics of POWERPLUS(tm)Ⅱseries SCR welding machines manufactured by Shanghai Lincoln Electric.It emphasizes the importance of installation and working environment,power supply cable,inter-connection welding cable,wire feeder,parameter pre-setting and tuning,especially the detail description about switches and potentiometers on front panel,as well the DIP switches on control PC board.According to several typical failures,the article provides the effective ways to measure and judge,by using the Error Code List,users may fix the faults they encounter quickly and easily.
SCR;welding machine;Lincoln electric;DIP switch;error code list
TG434
B
1001-2303(2011)05-0040-04
2011-02-22
張國(guó)友(1969—),男,黑龍江友誼人,工程師,主要從事焊接設(shè)備的售后服務(wù)工作。
猜你喜歡
汽車(chē)維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車(chē)維護(hù)與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(hào)(2016年4期)2016-06-01 12:10:19
電測(cè)與儀表(2016年5期)2016-04-22 01:13:50
汽車(chē)維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車(chē)維修與保養(yǎng)(2015年8期)2015-04-17 03:32:52
汽車(chē)維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車(chē)維修與保養(yǎng)(2015年7期)2015-04-17 02:12:40
汽車(chē)維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車(chē)維護(hù)與修理(2015年2期)2015-02-28 12:15:39