淺談錐體配合面的車削技巧
2011-11-15 06:34:28郝靈波張正
中國科技信息 2011年18期
郝靈波 張正
青島市技師學院
淺談錐體配合面的車削技巧
郝靈波 張正
青島市技師學院
錐體零件的加工是機械加工中常見的零件加工,但在加工過程中總是或多或少的出現一些質量問題,比如錐度不合適、表面粗糙度不好、大小端尺寸不正確等等。因此在加工過程中存在一定難度。如何解決這些問題,是值得我們思考的問題。
錐體配合;車削;表面粗糙度;刀具焊接
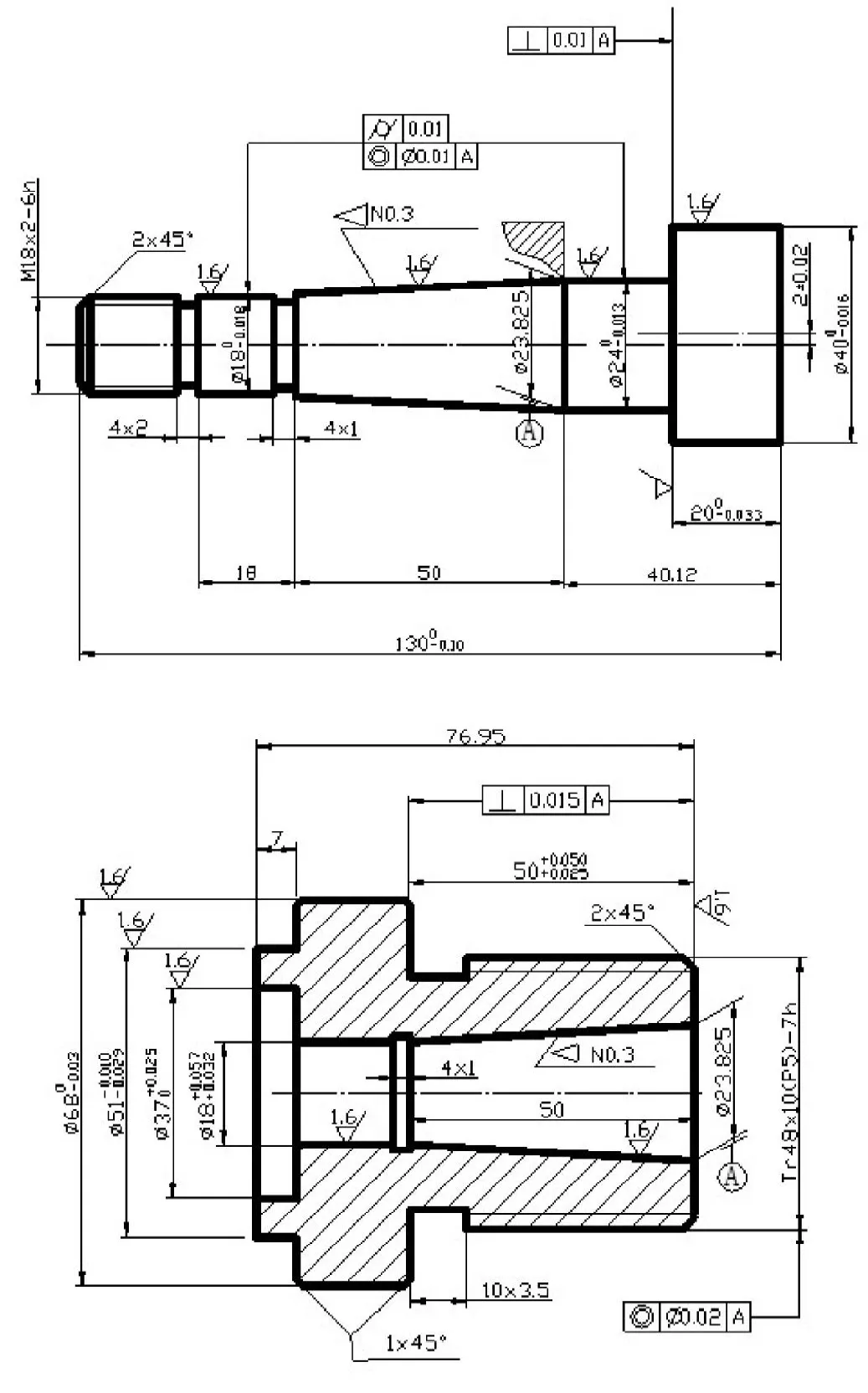
內外錐面零件的加工是機械加工中常見的零件加工,機械工人幾乎都加工過帶有圓錐面的零件,但要真正加工好一個圓錐面,特別是圓錐配合面卻有相當大的難度,如圖所示:
上圖是組合件中的兩個零件。我們現在只分析錐體的加工。錐體是標準工具圓錐莫氏3號。從錐面的要求來看,有錐度的要求,還有表面粗糙度及配合間隙的要求。此配合件為活動配合,配合時要保持一定間隙且可進行調整,兩配合表面應盡可能均勻的沿配合面全長吻合,兩配合面的表面粗糙度及素線直線度要求均較高且內圓錐對外圓錐的軸向位置應在規定范圍之內,其檢測要求為:外圓錐用圓錐套規涂色檢測接觸面≥70%為合格,內圓錐用圓錐塞規涂色檢測接觸面≥70%為合格,然后內外圓錐配合涂色檢查接觸面≥70%為合格,這時工件方為合格。因此對于這個工件的加工要特別仔細,稍有疏忽即會導致有超差現象出現。那么我們在不考慮設備因素的情況下,對于圓錐面如何進行加工才能更好地保證其質量呢?
因本工件長度較短所以加工時通常采用轉動小滑板的方法來進行加工,這種方法適用于單件、小批量生產,特別適用于工件長度較短、圓錐角較大的圓錐面。那么轉動小滑板時怎樣來保證錐度的精度呢?在這里我們著重探討采用轉動小滑板的方法來加工圓錐面的方法。下面我們先來看保證圓錐角度的加工方法:
先看一下轉動小滑板車削圓錐面控制角度的基本方法:用扳手將小滑板下面的轉盤螺母松開,把轉盤轉至需要的圓錐半角α/2,當刻線與基準零線對齊后將轉盤螺母鎖緊。圓錐半角α/2的值通常不是整數,其小數部分用目測估計,大致對準后再通過試車逐步找正。小滑板開始轉動的角度值可以大于計算值10ˊ—20ˊ,但不能小于計算值,角度偏小會使圓錐素線車長而難以修正。車削上圖工件時小滑板應逆時針方向轉動一個圓錐半角α/2。然后用圓錐套規或塞規涂色法校正錐度。這種調整角度的方法較為簡單,但有誤差存在,對于精度較高的圓錐面則難以達到要求。
對于精度要求較高的圓錐面我們可以采用百分表校正小滑板轉動角度的方法。在床身導軌安置一磁力百分表座,使百分表的測量頭觸及小滑板的側面,調整指針對準零位,然后移動大床鞍距離b(100mm),并觀察百分表指針擺動數值c ,當c等于圓錐半角α/2的正切函數值與b的乘積時,則小滑板轉動的角度符合要求,若不相等需繼續調整小滑板轉動角度并重復上述動作,直至相等。這樣角度就算調整好了。
保證內圓錐錐度的方法和外圓錐找正的方法一樣,用百分表找正小滑板轉動角度。也可以在校正小滑板轉動角度并按要求車好外圓錐后,保持小滑板在已調整位置不動,使工件反轉,用車刀在對面車削內圓錐,可保證內外圓錐具有良好的配合狀態。
車圓錐時要特別注意一點:就是工件旋轉中心必須與主軸旋轉中心重合,車刀刀尖必須嚴格對準工件的旋轉中心,否則車出的圓錐素線不是直線而是雙曲線。車外圓時當車刀刀尖高于工件旋轉中心時車出的是凹曲線,當車刀刀尖低于工件旋轉中心時車出的是凸曲線。車內孔時情況相反。
圓錐的角度調整好了,然后就是如何保證表面粗糙度的問題了。這也是加工圓錐面的另一個難題,保證表面粗糙度達到要求通常有兩種方法:
一種是采用硬質合金車刀,精車時采用高轉速(700—800r/min)、小進給量(0. 1mm/r),(0.3mm—0.5mm)的切削深度進行車削,硬質合金車刀車削部分應為圓弧形(約為R2—R3),并且車削時刀刃與工件接觸面要大于進給量,這樣車削時接觸面相對較大,容易使表面粗糙度達到要求。
對于表面粗糙度要求較高的圓錐面,可以采用高速鋼車刀,將高速鋼車刀磨成光刀形式,車刀切削部分的寬度為(5mm—6mm)。采用低轉速(50—80r/min),(0. 2mm—0.3mm)的切削深度,小的進給量(0.1mm/r)。并且要保證車削時刀刃與工件接觸面要大于進給量,這樣車的表面粗糙度較好,對于配合件才能夠保證其配合精度。
我們在加工此內錐體時采用的是自制車刀,刀桿是用一把廢舊的內孔車刀刀桿,刀體部分采用的是折斷后的中心鉆鉆頭,將中心鉆鉆頭焊接在刀桿上,然后磨成光刀。光刀的前角約10°,主后角20°.加工時因為單純用光刀加工效率太低,因此我們先用90°硬質合金車刀粗車,粗車后留有(0.3mm—0.5mm)精車余量,然后用光刀精車。這種加工方法車出的表面粗糙度相當好,在一定程度上保證了配合精度。并且加工效率較高。以前總覺得中心鉆鉆頭或是白鋼經過焊接后就會降低硬度,無法進行車削,經過試驗,中心鉆鉆頭或是白鋼經過焊接后硬度及耐用度并沒有明顯變化,不影響其車削性能。但要保證使車出的工件表面粗糙度好,首先要保證車刀切削刃的表面粗糙度好。否則會影響表面粗糙度的質量。
在保證錐體角度、表面粗糙度的同時還要保證大小端尺寸合格,如果錐度、表面粗糙度合格了,對于錐體的大小端尺寸來講相對比較容易保證,在這就不論述了。
綜上所述:要車好錐體,最主要的就是錐度和表面粗糙度問題,這兩個問題解決了,錐體的質量也就基本保證了。以上車削經驗是我們在實際加工中得出的。照這種加工方法,錐體的車削難題也就迎刃而解了。
10.3969/j.issn.1001-8972.2011.18.042