銅箔缺陷分析技術探索與應用
2011-12-29 09:14:20彭永忠
銅業工程 2011年1期
彭永忠
(江銅-耶茲銅箔有限公司,江西南昌 330096)
銅箔缺陷分析技術探索與應用
彭永忠
(江銅-耶茲銅箔有限公司,江西南昌 330096)
印制線路板其質量可靠與否必須通過一定的檢測技術來判定,印制線路板制造工藝復雜,若其中某一環節出現質量問題,將導致印制線路板報廢。切片分析技術是最直觀、低成本、高效率的分析技術。
切片;銅箔;覆銅板;印制線路板;檢測技術;顯微技術
1 引言
印制線路板其質量可靠與否必須通過一定的檢測技術來判定,印制線路板制造工藝復雜,若其中某一環節出現質量問題,將導致印制線路板報廢。那么檢驗印制線路板可分過程檢驗和成品檢驗。
2 常用的檢驗印制線路板手段
目檢、放大鏡檢驗、顯微鏡檢驗、背光檢驗、AOI (掃描圖像,參數對比)檢驗等。
作為檢驗手段之一的金相切片技術,因其投資小,應用范圍廣,而被印制線路板生產廠家廣泛采用。銅箔供應商要分析客戶的投訴樣品,也必須具備相應的技術手段分析是否為銅箔問題造成板材缺陷。
銅箔缺陷分析技術除目前的光學顯微技術、電子顯微技術、能譜分析外,還應當加強印刷線路板行業常規的分析方法:切片分析技術。
通過銅箔公司客服團隊不斷探索、試驗,我們已經完整掌握了此項技術,已在銅箔公司分析銅箔缺陷過程中發揮了巨大的作用,同時也為銅箔公司減少了因線路板缺陷責任歸屬問題可能引起的巨額賠償責任。
3 典型例子
例1,2010年3月公司發往昆山某線路板廠的銅箔因SEM無法觀測到溝壑缺陷現象而導致銅箔退貨。
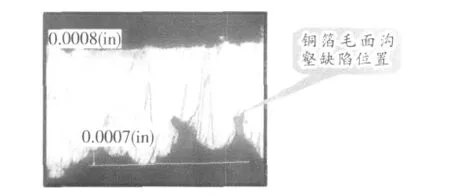
圖1 銅箔毛面溝壑缺陷-切片圖
例2,2010年4月深圳某線路板廠投訴公司銅箔厚度偏薄,雙方現場試驗時發現:由于切片研磨時,因出現多個研磨面而導致的測量誤差。
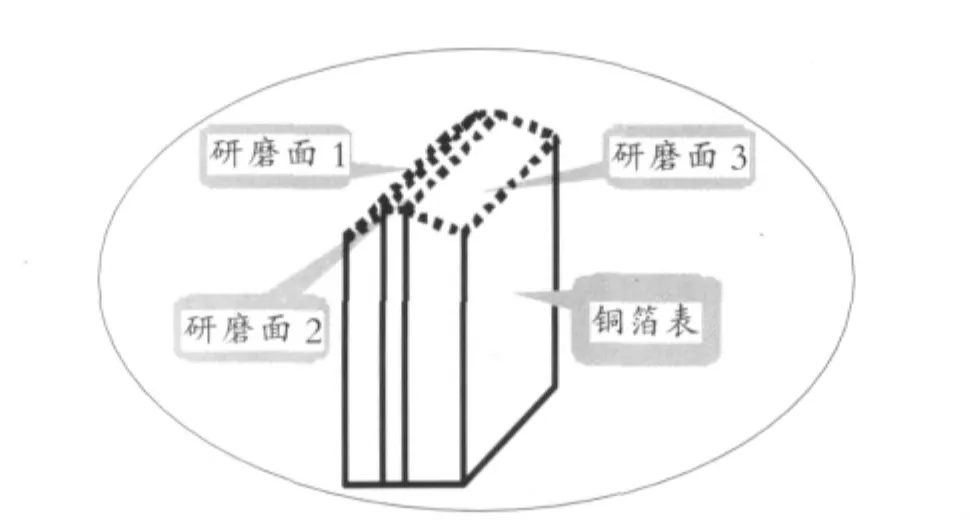
圖2 樣品多個研磨面示意圖
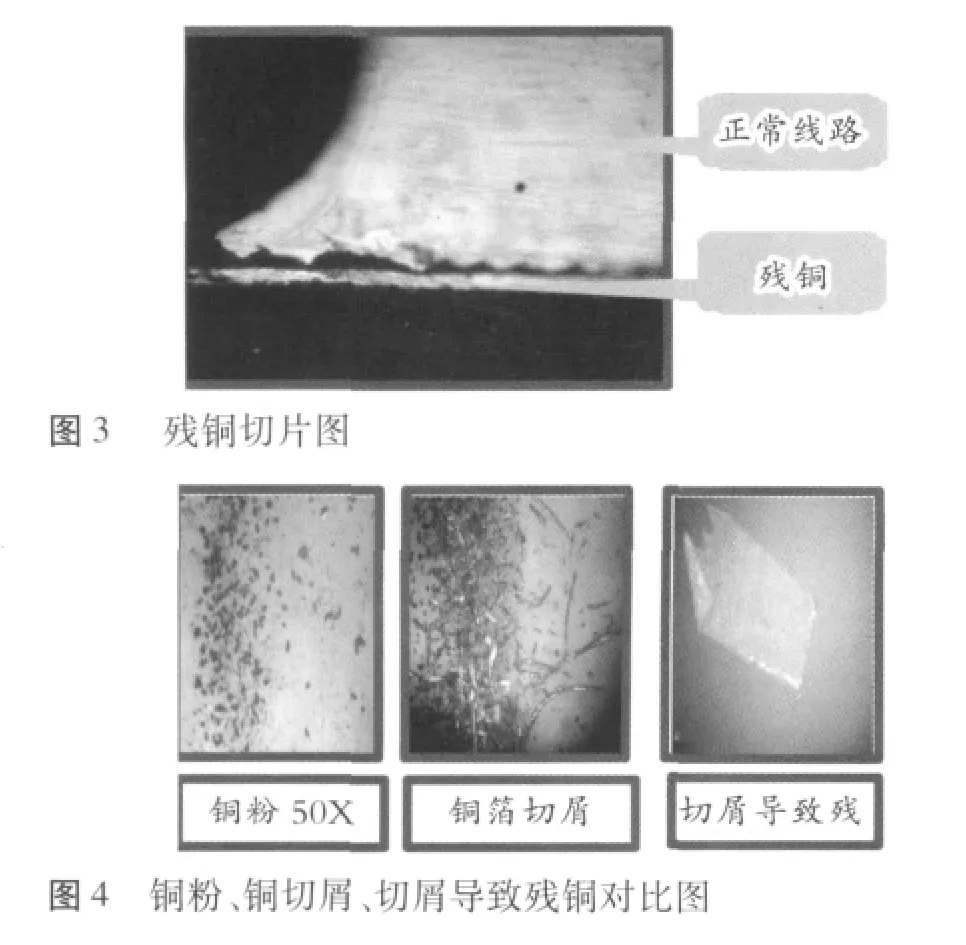
例3,2009年5月銅陵某覆銅板廠投訴我司銅箔壓板、蝕刻后出現殘銅,雙方現場試驗時發現:
蝕刻殘銅是由附著在銅箔毛面的銅箔切屑在壓板時游離到PP內造成;不是由銅粉脫落或銅芽過長造成。而雙方均對銅箔進行過載切,均有可能產生銅切屑,公司沒有因此而承擔全部品質責任,減少了賠償損失。
4 光顯、電顯的特點
光學顯微鏡成像特點:只能觀測平面像、透明的物體內部像、有顏色的影像等;
電子顯微鏡成像特點:只能觀測物體立
體的、表面的、黑白的微觀輪廓影像,無法觀測色差、氧化等銅箔缺陷;因電子的穿透力不如光子,故不能觀測透明的物體內部雜質影像,無法觀測蝕刻殘銅,且制樣時,要保證樣品表面導電。非金屬樣品必須對樣品表面進行噴金處理[1]。
而切片只需通過與光顯組合分析,可達到簡潔、準確觀測銅箔影像的目的。
5 金相切片技術的探索
金相切片技術在銅箔公司是一項空白,銅箔公司只擁有必要的設備、耗材,缺乏相應的技術資料;網上有通用的理論資料,但缺乏具體的工藝參數和制作經驗,如:膠水的配比、凝固時間、透明度、硬度、研磨技術、拋光技術等都要經過我們不斷試驗、摸索才能制作出清晰且無變形的切片樣品。真實再現缺陷的微觀原貌。
金相切片是一種破壞性測試,可測試印制板的多項性能參數。例如:銅芽分布、銅芽長度、銅箔厚度、蝕刻殘銅、樹脂沾污,鍍層裂縫,孔壁分層,焊料涂層情況,層間厚度,鍍層厚度,孔內鍍層厚度,側蝕,內層環寬,層間重合度,鍍層質量,孔壁粗糙度等[2]。
總之,如同醫生用x光給病人看病一樣,它可以觀察印制板表層和斷面微細結構的缺陷和狀況。

6 金相切片技術的應用
6.1 取樣
樣品應有代表性且平整。切下的樣品表面平整有三個優點:
(1)成型后樣品的變形最小;
(2)花在后續的研磨和拋光的時間最短;
(3)制作過程中使用之耗材最少。
6.2 鑲埋/鑲嵌
將樣品埋在樹脂中(冷埋樹脂或水晶樹脂膠),從而保證后續研磨拋光制作的方便,并提高樣品標本的最終結果的準確性。
鑲埋分為冷埋、熱埋及真空鑲埋三種方式。
我們目前選用冷埋方式:將樣品放入模具中,然后再把攪拌好的樹脂和硬化劑的混合物倒入模具中,然后在常溫、常壓之下硬化成透明固體狀物體,這種鑲埋的方式比較經濟使用。
如下圖所示:
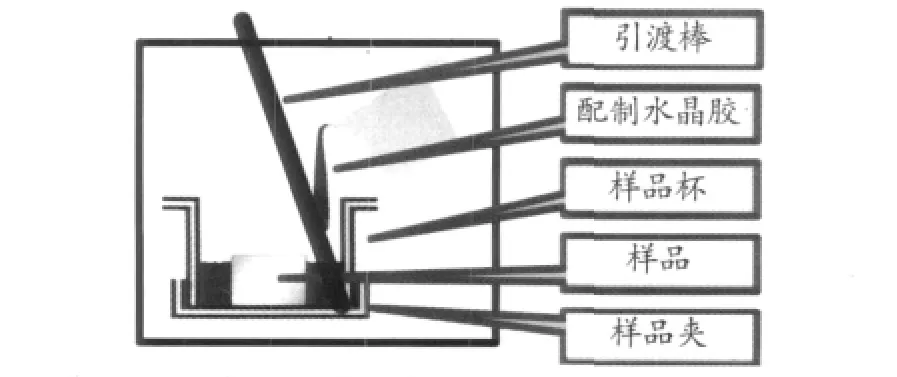
圖7 鑲埋——冷埋方式示意圖
(1)保持切割面與待觀測面平行或垂直。
(2)將樣品直立于模內,并用夾具使樣品穩定其位置,讓待檢部位朝下。
(3)取一小紙杯將冷埋樹脂(固態粉末)與固化劑(液態)按2∶1體積比混合,同時沿同一方向緩慢攪拌至均勻。
沿同一方向緩慢攪拌的目的:
盡量不能讓混合物產生氣泡,從而影響觀測效果。
(4)用引流棒把勻質的混合物沿同一位置緩慢倒入樣品杯內,直到樣品完全浸沒。
沿同一位置緩慢倒入模具的目的:
盡量不能讓混合物從多個位置注入樣品杯內,減少流膠封住氣體,使氣體無法完全排出,凝膠后產生氣腔、氣室,從而影響研磨和觀測效果。
(5)將模具靜置10~20 min,待樹脂完全固化[3]。
6.3 粗磨
樣品研磨分為:粗磨、細磨。
切片樣品的前期處理過程基本相同,即用180#砂紙磨到接近理想的觀察位后,在依次用600#、1000#砂紙對先前的粗糙形變予以基本的消除處理,然后用2000#或3000#砂紙做最后細磨處理。在整個的研磨過程中,先前的形變將隨著砂紙的不斷更換而逐漸消除。但是一味的依靠提高砂紙的型號,并不能將樣品樣品的形變全部消除[4]。
下面以銅箔樣品-35μm為例加以闡述其過程:
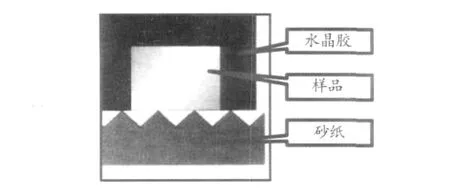
圖8 研磨——粗磨、細磨示意圖
用固定在研磨盤上的砂紙(600#~1200#),從樣品表面切削掉多余的微小碎片,從而使樣品表面達到需要的較理想的界面。研磨粒子越大,研磨率也就越高,表面也越粗糙。
粗磨是最初步驟,其主要目的是確保樣品表面的平整性,如果樣品表面一開始就已經很平,那么粗磨步驟就可以節省一些時間。
注意:研磨也可能會同時造成樣品變形。
研磨所使用的砂紙型號:600#。
樣品標本的厚度為52.30μm,比實際樣品厚度的35μm超出17.30μm,誤差率為49.43%。
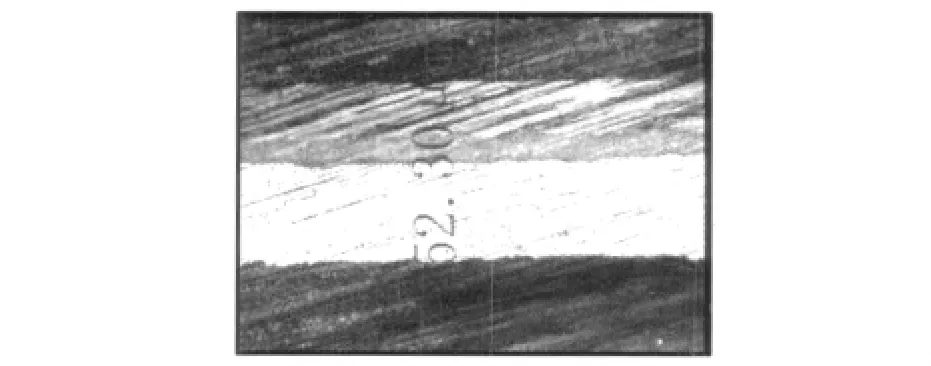
圖9 使用600#砂紙研磨效果圖
研磨所使用的砂紙型號:1000#。
樣品標本的厚度為51.16μm,比實際樣品厚度的35μm超出16.16μm,誤差率為46.17%。形變已經有進一步的減少和消除。
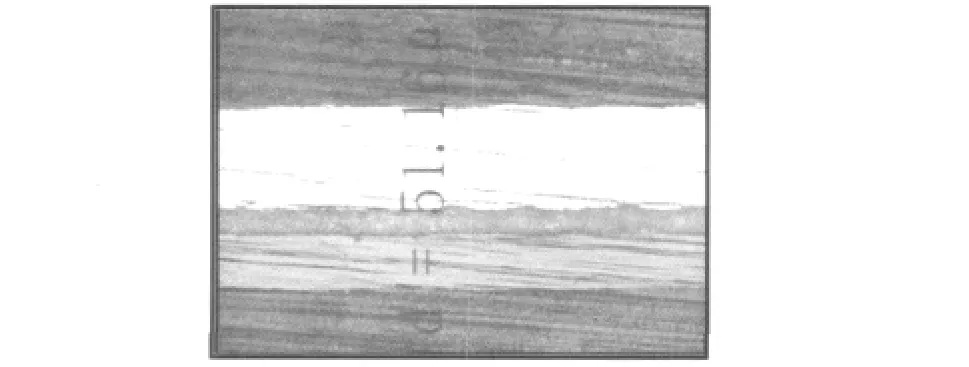
圖10 使用1000#砂紙研磨效果圖
6.4 細磨
細磨是定型步驟(砂紙型號:2000#~3000#),細磨的最主要目的是將切割或粗磨時對樣品所造成的變形降到最小,以便于拋光過程中能將所有的變形都清除。
研磨所使用的砂紙型號:2000#。
樣品標本的厚度為43.60μm,比實際樣品厚度的35μm超出8.60μm,誤差率為24.57%。形變已經有更進一步的減少和消除。基本接近實際的理論值。
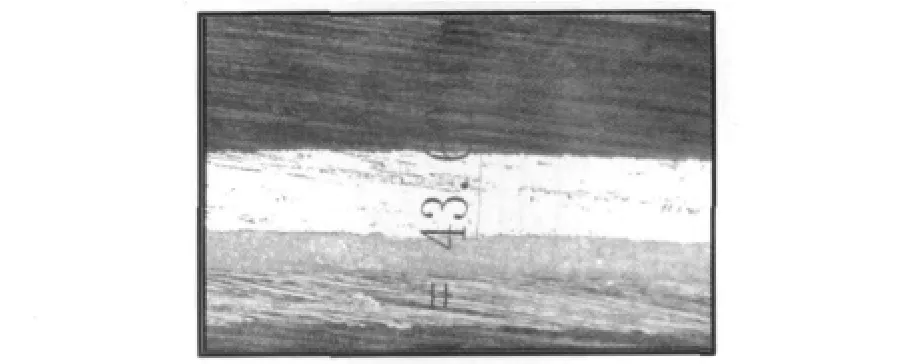
圖11 使用2000#砂紙研磨效果圖
研磨所使用的砂紙型號:3000#。
樣品標本的厚度為42.46μm,比實際樣品厚度的35μm超出7.46μm,誤差率為21.31%。形變已經有更進一步的減少和消除。基本接近實際的理論值。但仍不能作為最后的理論值加以評估,否則將導致實驗數據的嚴重失真。
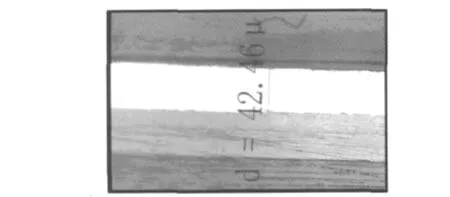
圖12 使用3000#砂紙研磨效果圖
研磨技術要點:
(1)保持待觀測面與研磨面平行。
(2)粗磨樣品時要來回轉動樣品90°,使研磨面平整。
(3)若切片樣是用于觀測銅芽,細磨樣品時,研磨面的運動方向要與銅芽生長方向垂直。
(4)若切片樣是用于觀測內層爆板、空洞等缺陷,細磨樣品時,研磨面的運動方向要與銅箔亮面平行。
(5)觀測雙面板銅箔的某一面時,研磨面的圓周運動方向應背離待觀測面銅箔。
樣品用砂紙研磨的結果:
通過以上砂紙的研磨過程我們可以看出:
隨著砂紙型號的不斷提升,樣品標本的實際值也將越接近理論值。但是光靠砂紙型號的提升,根本無法使實際值達到理論值,而且其誤差也根本非實驗數據分析所能接受。由此切片的后期處理也就顯得非常重要。
切片的后期處理過程:
金相切片的后期處理乃為最終形變消除的過程。常規處理的方法有兩種:金相液微蝕法和拋光法。兩種方法都能將標本的形變基本完全消除,從而是標本的實際值達到理論值的效果[5]。仍以上述樣品為例加以闡述說明:(我們目前使用較多的方法:拋光法)
6.5 拋光
將少量拋光粉、研磨膏或拋光液放置于拋光布上,然后將樣品放在旋轉的拋光布上進行鏡面拋光。
拋光目的在于去除研磨過程中的變形及刮痕,從而得到無刮痕的反射鏡面,同時便于在顯微鏡下進行微觀結構分析。
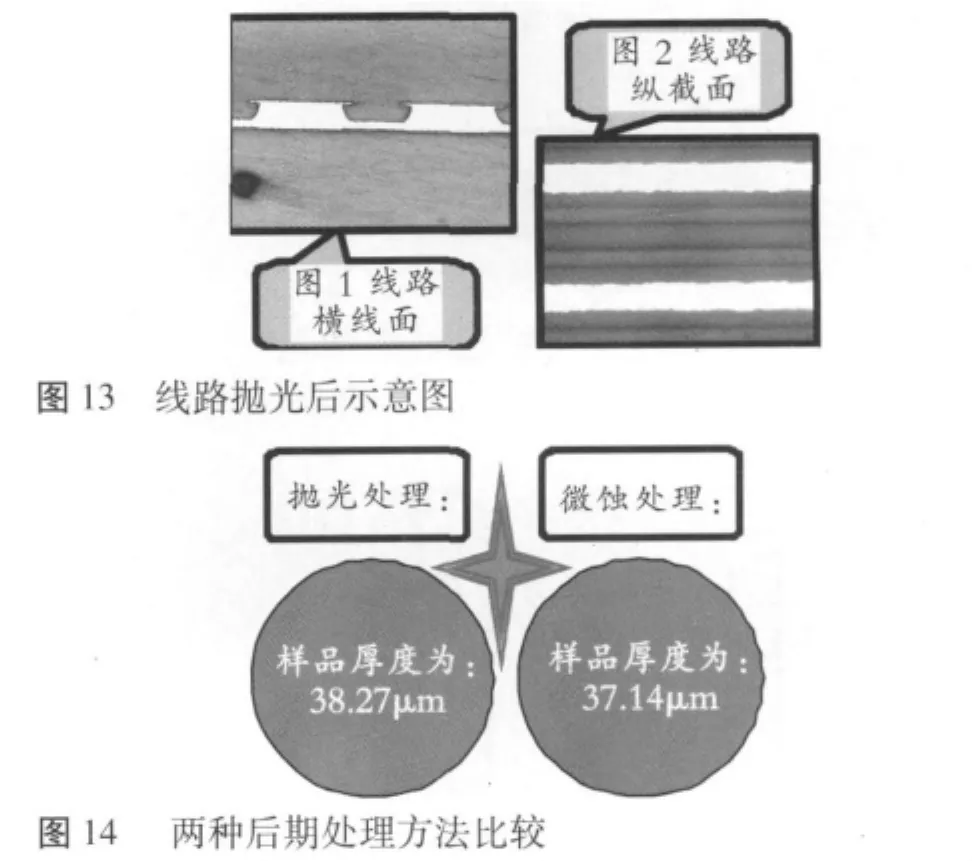
拋光處理:
樣品標本的厚度為38.27μm,已經基本達成樣品標本的理論值。考慮樣品標本本身所固有的系統誤差,我們可以認為該實際值即為標本樣品厚度的理論值。
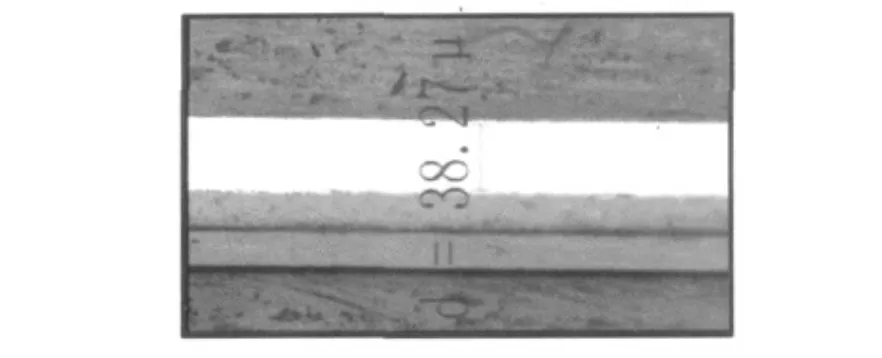
圖15 拋光處理后切片圖
微蝕處理:
樣品標本的厚度為37.14μm,已經基本達成樣品標本的理論值。考慮樣品標本本身所固有的系統誤差,我們可以認為該實際值即為標本樣品厚度的理論值。
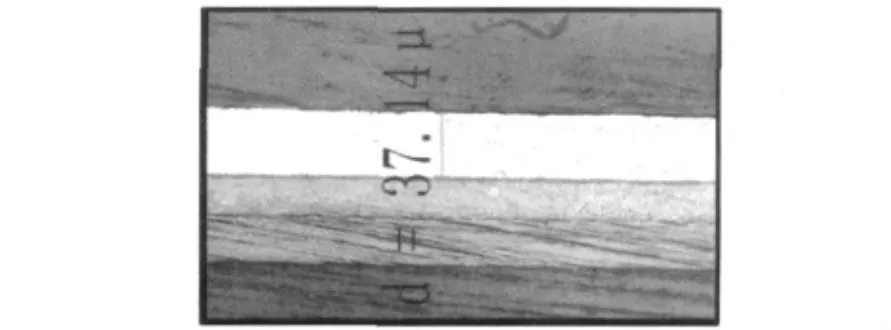
圖16 微蝕處理后切片圖
6.6 微蝕處理的另一種應用
銅箔鍍銅后總厚度發生了改變,可通過切片的微蝕處理,重現銅箔與鍍銅層的分界線,可應用于追溯銅箔的原始厚度,缺陷所產生的對應工序[6]。

圖17 銅箔與鍍銅層的分界線
6.7 切片制作過程中可能出現的問題
(1)待觀測面與樣品不垂直;影響測量精度。
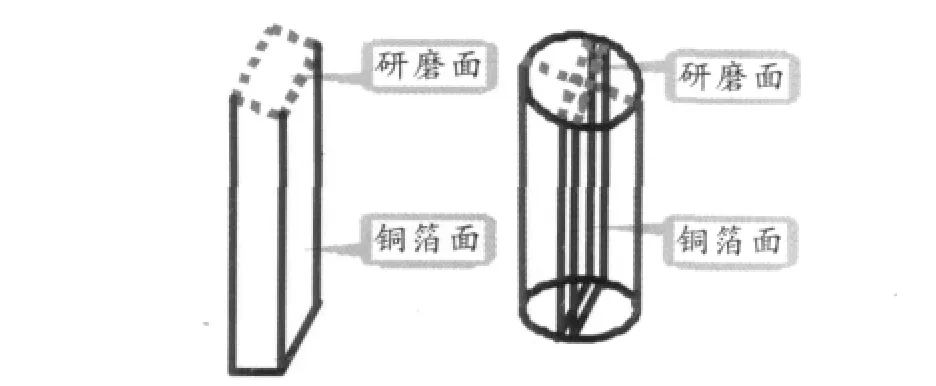
圖18 待觀測面與樣品不垂直(研磨面傾斜)
(2)待觀測面與樣品不垂直(樣品傾斜);影響測量精度。
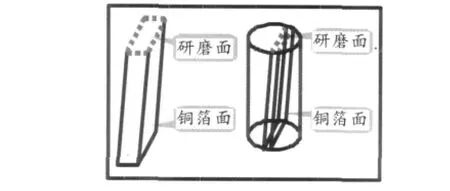
圖19 待觀測面與樣品不垂直(樣品傾斜)
(3)待觀測面研磨成多個面;影響觀測效果和測量精度。
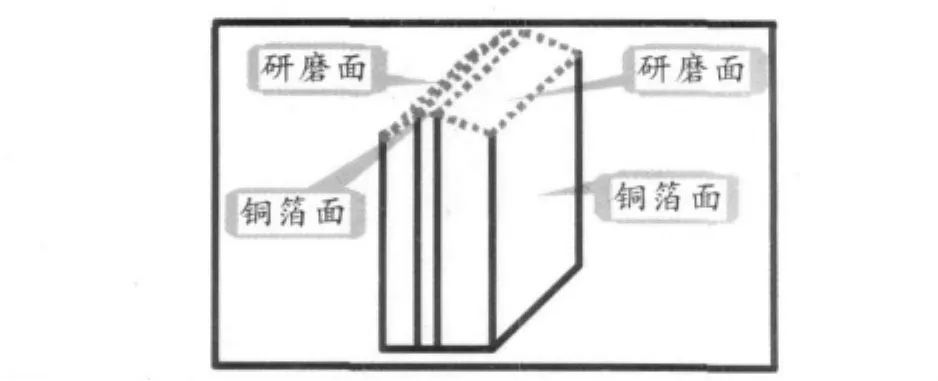
圖20 待觀測面研磨成多個面
(4)研磨成多個面的觀測效果
圖21 研磨成多個面的觀測效果圖
7 結語
切片分析技術雖然是最直觀、低成本、高效率的分析技術,但需要嫻熟的切片制作技術才能真正發揮其作用。
[1]張懷武.何為現代印制原理與工藝[M].北京:機械工業出版社,2006,3.
[2]辛國勝,楊興全.印制電路資訊[J].深圳:電子行業協會,2009,11.
[3]辛國勝,楊興全.印制電路資訊[J].深圳:電子行業協會,2010,2.
[4]祝大同.印制電路用覆銅箔層壓板新技術[M].北京:水利水電出版社,2006,2.
[5]祝大同.覆銅板資訊[J].陜西:覆銅板行業協會主辦,2009,6.
[6]林金堵.例子制電路信息[J].上海:例子制電路行業協會主辦,2009,9.
Exploration and Application of Copper Foil Defect Analysis Technology
PENG Yong-zhong
(JCC-Yates Copper Foil Inc.,Nanchang,China 330096)
Printed circuit boards must pass certain tests to determine their quality reliability.Manufacturing printed circuit board is a complex process.If there is a quality problem,it will scrap printed circuit board and make it useless.Cross section technology is the analysis technology with the most intuitive,cost-effective and high efficiency.
section;copper foil;CCL;PCB;detection technology;microscopy technology
TN41
B
1009-3842(2011)01-0046-05
2010-12-23
彭永忠(1965-),男,漢族,江西新余人,工業工程碩士,主要從事銅箔品質管理工作,E-mail:pyzjxtb@sina.com