2100BL電鏟齒條的國產化研發
2011-12-29 09:14:18易劍輝葉喜平
銅業工程 2011年1期
易劍輝,葉喜平
(1.江西銅業集團德興銅礦采礦場,江西上饒 334224;2.江西銅業集團德興鑄造,江西上饒 334224)
2100BL電鏟齒條的國產化研發
易劍輝,葉喜平
(1.江西銅業集團德興銅礦采礦場,江西上饒 334224;2.江西銅業集團德興鑄造,江西上饒 334224)
本文通過分析進口2100BL電鏟齒條的化學成分和齒條在工作時的復雜工況條件,有針對性的選擇齒條材料,設計合理的鑄造工藝、熱處理工藝、焊接工藝,通過全面的質量控制,確保了齒條的各項機械性能,達到了進口件的要求,實現了國產化。
電鏟齒條;鑄造;機械性能;質量控制
2100BL電鏟廣泛運用于大型露天礦山的挖掘裝載作業,齒條是該設備鏟斗挖掘的主要傳動部件,鏟斗通過斗桿齒條的運動實現挖掘動作,齒條在其中主要起到了終端傳動的作用,工作時輸出很大扭矩且承受較大的沖擊載荷,其失效形式主要表現為齒的磨損和折斷,因此,在制造齒條時其質量控制非常嚴格。目前各種型號的電鏟齒條材料主要有ZGMn13、ZG40CrNi2Mo、ZG35CrMo等[1,2]。本文選擇Mn13Mo作為齒條材料,對齒條的鑄造、熱處理以及焊接工藝進行全面質量控制,生產的齒條達到了進口件性能,完全滿足現場使用要求。
1 齒條的化學分析
電鏟的高錳鋼齒條在P&H-7中的化學成分見表1。
根據上表P&H對電鏟齒條的化學成分的要求以及結合實際情況,本文將選擇Mn13Mo作為齒條材料來進行研制。由于整根齒條長度達到7.6m,整體鑄造很困難,采取三段分體鑄造而成,由于齒條工作時受力部位主要為齒面,齒條的底部只是在焊接時起到連接作用,其性能要求不高,三段齒條經過機加工后焊接組成整體齒條,在質量控制方面需嚴格把關。
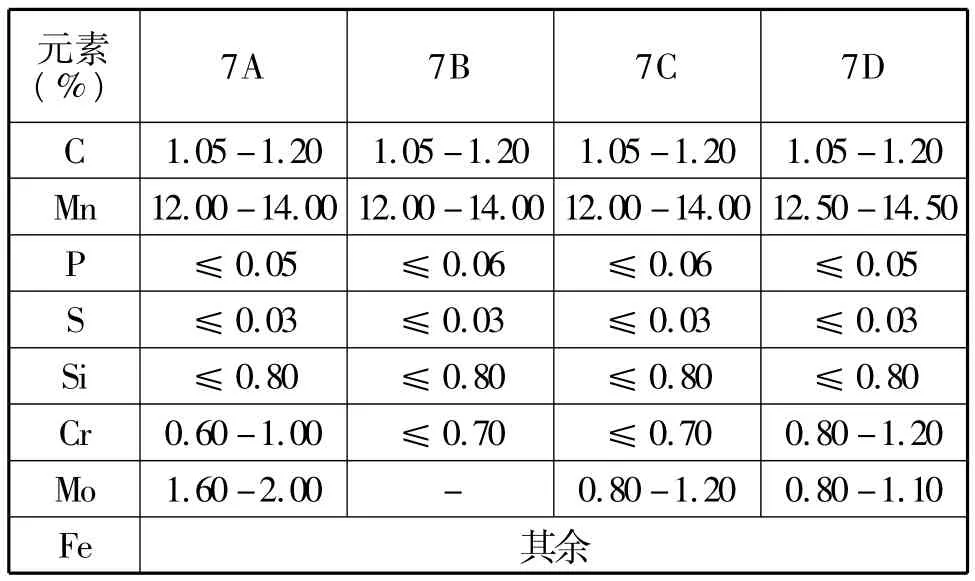
表1 (%)
表2為Mn13Mo的化學成分及力學性能,由表可知,ZGMn13Mo符合P&H對電鏟齒條的化學成分的要求,而且ZGMn13Mo具有高強度,良好的韌性和耐沖擊性,能夠承受自重400~500t的電鏟在工作時的復合載荷,尤其是耐磨性極好,使用壽命長,淬透性好,經熱處理后,可獲得均勻一致的較高的綜合機械性能。因此,本文將采用Mn13Mo材料來研制開發電鏟齒條。

表2
2 鑄造工藝質量控制
2.1 齒條的技術要求
(1)鑄件不允許有裂紋、疏松、夾渣、氣孔、砂眼等影響強度的鑄造缺陷;
(2)鑄造齒面應清理平整、光滑,局部凹凸均不得大于2mm;
(3)鑄件齒廓應用樣板檢查,樣板與實物的最大間隙不得大于2mm;
(4)鑄件對上下及側向彎曲不得大于2,兩端與實物的最大間隙不得大于2mm;
(5)未注明的鑄造圓角均為R5;
(6)調質硬度HB302-341。
以上是齒條的技術要求,為了保證鑄件的尺寸精度,提高其表面質量,我們選用樹脂砂作為型砂。樹脂砂造型方便,流動性好,不受產品結構的限制,使生產的產品具有較光潔的表面,同時,生產的鑄件的表面質量好,晶粒細,機械性能較好。同時我們選用樹脂砂為芯砂,其制造的芯砂具有良好的潰散性與退讓性,可以防止鑄件在凝固收縮過程中受阻而產生裂紋[3,4]。涂料采用鎂砂粉醇基涂料,澆注溫度控制在1430~1450℃。根據以上要求,鑄造過程中主要應注意如下幾點:
(1)木模應光潔、平整,圓角全部做出,刷樹脂砂專用漆,并做齒廓成品檢驗樣板一副;造型時根據要求位置放置好割片及保溫冒口套;
(2)造型盡量保證型(芯)的尺寸精度,拐角、凹槽及熱節帶應使用鉻鐵礦砂;
(3)澆注時應遵循慢-快-慢的原則,當澆注至冒口高度2/3時由冒口緩流注滿;
(4)澆注完畢后應及時使用保溫劑覆蓋冒口,保溫20h后打箱落砂。
2.2 齒條的機械性能
鑄件在鑄造成型后,由于ZGMn13Mo屬于高錳鋼鑄件,直接采取水韌處理,處理時防止齒條變形,當鑄件存在焊補的缺陷時,在水韌處理后根據相關焊補工藝進行補焊并打磨平整。水韌處理完成后,需對齒條的機械性能進行取樣檢查,以保證生產的齒條滿足實際使用的要求。為了方便取樣檢查,在鑄造時專門鑄造了齒條鑄件附鑄試塊[5]。
齒條的機械性能的質量控制是齒條質量控制的重點,力學性能試樣取自于齒條鑄件附鑄試塊。沖擊試樣加工成10mm×10mm×50mmU型缺口試樣,拉伸試樣加工成8mm的標準短試樣。經過沖擊和拉伸試驗,并用硬度計測定熱處理后試樣的硬度,結果顯示,齒條試樣經過熱處理后,外形尺寸、硬度、抗拉強度等各個技術指標都符合產品要求,經過機加工后,直接加工到位。
3 齒條焊接加工工藝
分體鑄造的齒條,經過熱處理、機械加工,最后焊接加工成整體齒條。在將齒條焊接到斗桿的過程中,為保證焊接質量,必須對焊接時焊條、焊接工藝等要點進行控制。
(1)ZGMn13Mo屬于高錳鋼材質,先在焊縫的兩側用不銹鋼焊條打底,中間堆焊焊條選用E7018焊條。E7018是鐵粉低氫鉀型藥皮的優質碳鋼焊條。該焊條具有優異的焊接工藝性能,電弧挺度好,不易產生磁偏吹,焊縫成型細潔美觀,飛濺少,脫渣容易;焊縫金屬具有優良穩定的低溫韌性及抗裂性能。焊接前需經過350~400℃烘烤2h,冷卻至100℃左右開始焊接,并隨烘隨用。
(2)在焊接前,為了避免焊接缺陷的產生,需對斗桿進行局部預熱,邊焊接邊預熱,預熱溫度為150~250℃,保證在焊接過程中溫度達到要求。在焊接坡口處應清理油污、鐵屑等雜質。焊接時,為防止焊接變形,采用雙面同時焊接的方法,第一道焊縫采用電流較小、焊速緩慢來減少裂紋的產生,在完成整體齒條的焊接后才停止作業。在焊后采用緩冷,以防止焊后焊接缺陷的產生。通過以上焊接工藝,焊后變形小,滿足零件的設計要求,用磁粉探傷表面無焊接缺陷,用X射線進行焊縫探傷,焊縫內部沒有缺陷,質量良好。
4 結語
實踐表明,用ZGMn13Mo鑄鋼鑄造的2100BL電鏟齒條,經過水韌處理、機械加工、最后進行焊接組成整條齒條,在德興銅礦使用多年以來,沒有出現過質量問題,取得了良好的效果。
電鏟齒條的工況條件比較復雜,其質量要求十分的嚴格,在鑄造、熱處理以及焊接加工的過程中需嚴格按照生產工藝進行,我們應用此工藝研制出來的齒條,鑄件表面質量好、化學成分達標、機械性能優良、尺寸復合精度要求,整體產品焊接后經過超聲波探傷無缺陷,完全滿足了使用要求。
[1]竇璽芳.挖掘機鏟桿齒條的更換[J].礦山機械,2005,(5): 54255.
[2]馬立軍.WK24斗臂齒條焊裝工藝[J].礦山機械,2000,(10): 86287.
[3]施延藻.鑄造實用手冊[M].沈陽:東北工業學院出版社,1988.
[4]李剛.關于電鏟吃條的質量控制[J].礦山機械,2007.
[5]張玉庭.簡明熱處理工手冊(第二版)[M].北京:機械工業出版社,1998,9:270-273.
Research and Development on Nationalization of 2100BL Electric Shovel Gear
YI Jian-hui,YE Xi-ping
(1.JCC Dexing Copper Mine,Shangrao,Jiangxi,China 334224; 2.JCC Dexing Casting Co.,Ltd.,Shangrao,Jiangxi,China 334224)
In this article,through analyzing the chemical composition of 2100BL electric shovel gear imported and the complex operation condition,the gear material is selected carefully.The casting process,heat treatment process and welding technology are designed reasonably.Through comprehensive quality control,all the mechanical behaviors of the gear can meet the requirements for the imports,to realize nationalization.
electric shovel gear;casting;mechanical behavior;quality control
TD422.2+1
B
1009-3842(2011)01-0069-02
2010-12-02
易劍輝(1979-),男,江西宜豐人,本科,工程師,主要從事電鏟的現場維護工作,E-mail:yjhisfly204@sina.com
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39