竹纖維/康特絲/棉混紡面料開發實踐
2012-01-03 03:06:06胡利強劉進秀
山東紡織科技 2012年3期
關鍵詞:工藝
胡利強,劉 娟,劉進秀,趙 利
(山東萬泰創業投資有限公司,山東棗莊 277102)
產品開發
竹纖維/康特絲/棉混紡面料開發實踐
胡利強,劉 娟,劉進秀,趙 利
(山東萬泰創業投資有限公司,山東棗莊 277102)
文章總結竹纖維/康特絲/棉混紡織物在試制過程中的合理工藝參數及技術要點。竹纖維/康特絲/棉混紡織物的各項技術指標達到了工藝設計要求。
竹纖維;康特絲;棉纖維;混紡織物;工藝參數
隨著時代的發展,面料不斷更新換代,人們對衣著的追求已經從耐穿實用向良好的服用性能方面轉變,對綠色環保并具有保健功能的紡織品越來越關注,因此運用多種原料混紡改善面料服用性能,將是產品研制開發的方向。我公司自主開發的“竹纖維/康特絲/棉混紡面料”,集優良的服用性能和抗菌、保健作用于一身,可廣泛用于制作高檔服裝、家用紡織品、裝飾品的理想面料。
1 原料性能產品規格及工藝流程
1.1 原料性能
1.1.1 竹纖維
竹纖維是一種新型的再生纖維素纖維,具有良好的降解性、吸濕性、著色性、柔軟懸垂性和抗菌性,抗菌率為75%,被稱為“會呼吸的纖維”。制成的織物具有手感滑爽、色澤亮麗、布面組織豐滿、風格獨特的特性。是一種新型、健康、時尚、綠色環保的生態紡織纖維。
1.1.2 康特絲
康特絲是采用化學方法添加天然抗菌高聚物-甲殼素的改性纖維素纖維,該纖維集粘膠纖維優良的服用性能和甲殼素的抗菌保健作用于一身,具有永久性的抗菌防臭作用。康特絲還具有消炎、止血、促進組織生長等功效,穿著其制品可達到促進人體表面血液微循環、預防皮膚病的目的。康特絲纖維色澤柔和、上染率高、染色牢度和吸濕、透氣性均優于普通粘膠纖維,其織物手感柔軟、滑爽、懸垂性好,穿著舒適。該纖維原料來自于天然可再生資源,具有生物降解性,符合環保要求。
1.1.3 原料物理指標(見表1)

表1 原料物理指標
1.2 產品規格
混紡比:竹纖維40%;康特絲30%;棉30%;經緯紗號數:14.8tex;經緯紗密度:經紗密度:524根/10cm,緯紗密度:283根/10cm;幅寬:164cm;織物組織結構:3/1+1/3。
1.3 工藝流程
1.3.1 紡部工藝流程
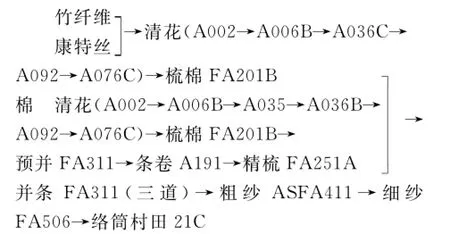
1.3.2 織部工藝流程
整經GA128→漿紗祖克S222→穿筘G177→織造GA747劍桿織機→驗布G312→刷布G321→折布G351→打包A752→入庫
2 各工序主要工藝參數
2.1 清棉工序
A036C采用梳針打手,轉速為450rpm,綜合打手轉速為900rpm,風扇轉速為1200rpm,棉卷羅拉轉速為11rpm,棉卷干定量為400g/m,棉卷長度34.2m,經測定棉卷重不勻為1.1%。由于棉卷蓬松,易破碎,需要加裝隔離紗并逐個用塑料布包裹,便于運輸。
2.2 梳棉工序
生條干定量設計為20.8g/5m,錫林轉速為330rpm,刺輥轉速為800rpm,道夫轉速為20 rpm,錫林與蓋板的五點隔距為0.18mm、0.15 mm、0.15mm、0.15mm、0.18mm,張力牽伸為1.37。錫林與刺輥線速比2.25左右,給棉板刺輥隔距0.30mm,刺輥錫林隔距0.18mm,錫林道夫隔距0.13mm。經測試生條uster條干CV%值為3.8%,生條重不勻為4.5%。
2.3 并條工序(見表2)

表2 并條工序主要工藝參數
前羅拉速度為150m/min。
2.4 粗紗工序
粗紗干定量5.0g/10m,捻系數偏大掌握,后區牽伸倍數1.25倍,羅拉表面隔距12mm×27 mm×35mm,前羅拉速度偏低控制,粗紗條干4.65%。
2.5 細紗工序
細紗后區牽伸倍數1.22倍,羅拉中心距43.5mm×70mm,前羅拉速度偏低控制,不超過190rpm,細紗百米重量不勻率不高于1.5%,細紗條干13.52%,捻系數偏大掌握,鉗口隔距使用2.6mm的三角鉗口,羅拉雙錠加壓偏大10%,車間濕度控制在65%以上。
2.6 絡筒工序
棉結:280%,短粗節+180%×4.0cm,長粗節+50%×45cm,細節-45%×40cm。最終成紗質量為條干CV13.1%,斷裂強度18.11cN/tex,強力CV 6.38%,重量CV 1.45%,捻度88捻/10cm,細節13個/km,粗節82個/km,棉結120個/km。
2.7 漿紗工序
漿紗線速度52m/min,預壓輥壓力5.5kN,主壓輥壓力18kN,壓紗輥壓力2.1kN,卷繞張力2.3kN,漿液溫度95℃,漿液粘度9s,上漿率12%,伸長率不高于1.5%,壓出加重率不高于112%。
2.8 織造工序
后梁高低:91mm;停經架位置40~50mm;綜框高度:130、131、132、133、134、135、136mm;梭口閉合時間:320度;開口時間:280~310mm;機上張力偏大掌握。
3 紡紗織造工藝技術關鍵和措施
竹纖維/康特絲/棉混紡面料使用多種纖維混紡,織物結構為3/1+1/3,在試制過程中,紡紗、織造各工序都進行了技術攻關,發現問題及時整改,從而保證了成品質量。
3.1 紡紗工藝難點及采取的措施
3.1.1 紡紗工藝難點
(1)竹纖維、康特絲纖維間抱合力差,棉網轉移困難,易下墜,對溫濕度要求高。
(2)紡紗過程中纏羅拉、膠輥現象嚴重,半成品條干均勻度差、重量不勻率高,細紗生活難做,紗線毛羽嚴重。
3.1.2 采取的技術措施
(1)竹纖維、康特絲兩種纖維在清花按混紡比例采用包混,加濕時放入一定量的抗靜電劑,以提高纖維的抗靜電能力。適當調整抓棉機打手伸出肋條的長度及小車下降速度,提高小車的運轉率,使混合更加均勻。
(2)梳棉采用柔性梳理,選擇適當的錫林、刺輥線速比和給棉板與刺輥的隔距,調整好給棉板的高度,并在該區域加裝噴霧給濕裝置,控制好該區域濕度。
(3)適當加大粗紗捻系數,提高纖維的抱合力,膠輥采用防靜電涂料,增加對纖維的握持。細紗優化配置錠速、捻系數、鋼領和鋼絲圈工藝,降低千錠時斷頭和成紗毛羽,膠輥用清潔劑清洗,防止纏膠輥影響成紗質量。
3.2 織部工藝難點及采取的技術措施
3.2.1 織造工藝難點
(1)由于竹纖維/康特絲/棉混紡紗線強力低、濕伸長大,各區張力控制難度較大。
(2)混紡紗線纖維間抱合力差、強力低,因此漿紗生產貼伏毛羽,增加強力,提高其可織性是漿紗生產的難點和重點。
(3)該品種組織結構是3/1+1/3聯合組織,織造時開口不清,導致斷頭多、效率低。
3.2.2 采取的技術措施
(1)整經張力偏小掌握并分段控制;合理調整漿紗五區張力,適當抬高漿紗浸沒輥高度,減小浸漿長度,以減小濕區張力。保證紗線排列、卷繞、張力三均勻。
(2)選擇合理的調漿配方,保持漿液良好的流動性且粘度穩定。漿紗采用“高濃低粘、輕張力、小伸長”的工藝路線。經紗上漿雙浸雙壓,先重壓后輕壓,使用濕分絞裝置,保證漿膜完整,達到增強、耐磨、保伸、毛羽貼伏的上漿目的。
(3)為解決開口不清晰、斷頭多的難題,并保證布面紋路清晰,體現織物應有的風格,重點調整了上機張力,后梁高度,停經架高度,開口量、開口時間等上機工藝參數。此外,為防止產生緯縮、三跳等疵點,采取了開口時間適當提前,適當增加上機張力等措施,確保了布面平整光潔、紋路清晰。
通過以上措施的實施,竹纖維/康特絲/棉混紡面料試制非常順利,既保持了布面所特有的風格,又提高了布機效率。
4 成品物理指標測試情況(見表3)

表3 成品物理指標
檢驗結論:按FZ/T13004—2006標準檢驗,所檢項目合格。
5 結語
該產品在研制和生產過程中,我們選擇合理的生產工藝,規范操作,通過解決紡紗、織布過程中的工藝難點,生產出了合格的產品。通過對該產品的研制開發,使我們進一步認識到產品開發和技術創新的重要性。企業要想在競爭激烈的市場競爭中站穩腳跟,就必須不斷地開發出適應市場需求的新產品,提高產品檔次,優化產品結構,
增強企業的核心競爭力。
[1]瞿建增.運用系統工程工藝學.提高成紗產品質量[J].棉紡織技術,1998,26(8):14—20.
[2]張裕.再生纖維素纖維的不斷創新[J].中國纖檢,2003,(5):29—31.
[3]徐少范,許才中.減少滌棉品種經紗毛羽的漿料配方優化[J].棉紡織技術,2004,32(11):54—55.
[4]彭曉,胡梁.牛奶蛋白纖維與棉纖維混紡紗的生產[J].棉紡織技術,2008,(7):46—48.
[5]姚穆,周錦芳,黃淑珍,等.紡織材料學[M].北京:中國紡織出版社,2002.
[6]呂恒正.并粗工藝與成紗質量關系的討論[J].棉紡織技術,2005,33(8):1—7.
Development and Practice of Fabric Made from Bamboo/Chitcel/Cotton Blended Spun Yarn
HuLiqiang,LiuJuan,LiuJinxiu,ZhaoLi
(Shandong Wantai Enterprise &Investment Co.,Ltd.,Zaozhuang 277102,China)
The rational processing parameters and main technical points in trial production of fabric made from bamboo/Chitcel/cotton blended spun yarn were summarized.The technical indices of the fabric meet the requirements of precess design.
bamboo fiber;chitcel;cotton fiber;blended fabric;process parameter
TS104.5+3
B
1009-3028(2012)03-0014-03
2012-04-16
胡利強(1978—),男,山東棗莊人,助理工程師。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
